Download as pdf or txt
You might also like
- Least Mastered Competencies (Grade 6)Document14 pagesLeast Mastered Competencies (Grade 6)Renge Taña91% (33)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 4 out of 5 stars4/5 (4)
- Chapter 6 StressDocument9 pagesChapter 6 StressSiti Sarah Zalikha Binti Umar BakiNo ratings yet
- Asefa - LV Test Procedure (MDB)Document4 pagesAsefa - LV Test Procedure (MDB)Magicneering PredictNo ratings yet
- The Civil War - The Universe of War (Episode 5)Document5 pagesThe Civil War - The Universe of War (Episode 5)ShreyaNo ratings yet
- Direct Current Field Test1Document5 pagesDirect Current Field Test1javadNo ratings yet
- DC HiPot Testing Guidelines For MV Cables - General CableDocument2 pagesDC HiPot Testing Guidelines For MV Cables - General CableMBulga100% (2)
- Guidelines For High Potential (Hi-Pot) DC Testing of Medium Voltage Cables - EEPDocument11 pagesGuidelines For High Potential (Hi-Pot) DC Testing of Medium Voltage Cables - EEPSheraz Khan100% (2)
- 2 2C8Document4 pages2 2C8Luis MurilloNo ratings yet
- VLF FaqDocument4 pagesVLF FaqsofyanshahNo ratings yet
- Cable Type and Routine Testing - AGDocument12 pagesCable Type and Routine Testing - AGAshutosh SharmaNo ratings yet
- A Compilation by Virendra SahdevDocument108 pagesA Compilation by Virendra SahdevVirendra Sahdev100% (1)
- 13VTL100Document104 pages13VTL100Pedro GabrielNo ratings yet
- EDOC-Damped AC For CommissioningDocument19 pagesEDOC-Damped AC For CommissioningEl Comedor BenedictNo ratings yet
- Testing of High Voltage CablesDocument7 pagesTesting of High Voltage CablesYogi Rungi100% (2)
- Electrical Tests Uncured RR CoilsDocument2 pagesElectrical Tests Uncured RR CoilsTiagoFaleiros100% (1)
- Diagnostics Testing of High Voltage MotorDocument9 pagesDiagnostics Testing of High Voltage MotorSanjayNo ratings yet
- Digital Testing of HV Circuit BreakerDocument21 pagesDigital Testing of HV Circuit Breakervamshi4all100% (10)
- 12.1-12 Transf PDFDocument12 pages12.1-12 Transf PDFKalpesh LallooNo ratings yet
- Bus Assembly Testing SWP: 1. Purpose and ScopeDocument5 pagesBus Assembly Testing SWP: 1. Purpose and ScopeJarrett MathewsNo ratings yet
- Hi Pot Test DetailsDocument7 pagesHi Pot Test Details2003vinay100% (1)
- 12 36kV DQS Gas Insulated Switchgear Leistung EnergieDocument36 pages12 36kV DQS Gas Insulated Switchgear Leistung EnergiePhạm Lê Quốc ChínhNo ratings yet
- Xlpe Cable Commissioning Test Procedure Following Iec StandardDocument5 pagesXlpe Cable Commissioning Test Procedure Following Iec StandardAkd Deshmukh100% (3)
- What Is HIPOT TestingDocument6 pagesWhat Is HIPOT Testingamirubote4No ratings yet
- Above 1kV Book 2012Document40 pagesAbove 1kV Book 2012cataconstantin100% (1)
- DC HipotDocument4 pagesDC HipotlrpatraNo ratings yet
- High Voltage TestingDocument41 pagesHigh Voltage Testingpvrk123No ratings yet
- Docs - Medium Voltage Substation PracticesDocument33 pagesDocs - Medium Voltage Substation PracticesHans Morten100% (2)
- Diagnostic Tests and Condition Monitoring of Electrical MachinesDocument3 pagesDiagnostic Tests and Condition Monitoring of Electrical Machineslbk50No ratings yet
- Electrical Switchgear Routine TestingDocument14 pagesElectrical Switchgear Routine TestingSabari Khan100% (1)
- Digital Testing of High Voltage Circuit Breaker-2Document23 pagesDigital Testing of High Voltage Circuit Breaker-2Sreevidya GopalNo ratings yet
- 20K-S100 - CK20S10 - 21MK50-Chasis SN-80 SharpDocument26 pages20K-S100 - CK20S10 - 21MK50-Chasis SN-80 SharpAmadou FallNo ratings yet
- Edoc-The Most Important Tests For Medium Voltage MetalDocument15 pagesEdoc-The Most Important Tests For Medium Voltage MetalEl Comedor BenedictNo ratings yet
- LUCY SwitchgearDocument8 pagesLUCY SwitchgearHillary McgowanNo ratings yet
- HVI Products PresentationDocument33 pagesHVI Products PresentationAhmad HidayatNo ratings yet
- Calibrate Manual Fluke 1010Document10 pagesCalibrate Manual Fluke 1010Gil GatesNo ratings yet
- Partial Discharge 1 PDFDocument8 pagesPartial Discharge 1 PDFsamsungloverNo ratings yet
- GVPI Assessment-EASA 2014 v2Document7 pagesGVPI Assessment-EASA 2014 v2mersiumNo ratings yet
- IDC - HV Conf - Perth 2015 - Condition Monitoring of High Voltage Switchgear - KHDocument58 pagesIDC - HV Conf - Perth 2015 - Condition Monitoring of High Voltage Switchgear - KHbmwr1100s_055542No ratings yet
- Milli Volt Drop Test PDFDocument2 pagesMilli Volt Drop Test PDFkazishah67% (3)
- Aerial Lift Testing: Application GuideDocument4 pagesAerial Lift Testing: Application Guiderk6482No ratings yet
- PowerDocument10 pagesPowerThomas Kristianto Edhi WangkoroNo ratings yet
- Condition Monitering On Motors and GeneratorsDocument85 pagesCondition Monitering On Motors and GeneratorsPrabhu Koppal100% (1)
- HV Cable CommissioningDocument2 pagesHV Cable CommissioningAtchut Rao100% (1)
- LL SgdaDocument20 pagesLL SgdapetarlNo ratings yet
- Merlin Gerin Circuit Breaker Application Guide Full MGD5032Document212 pagesMerlin Gerin Circuit Breaker Application Guide Full MGD5032Tecnologia WilconNo ratings yet
- Circuit Breaker - Rev 3Document23 pagesCircuit Breaker - Rev 3soe naungNo ratings yet
- Merlin Gerin Circuit Breaker Application Guide TechnicalDocument55 pagesMerlin Gerin Circuit Breaker Application Guide TechnicaltajakaNo ratings yet
- 2659 8 VLF TD Epri High Voltage IncDocument68 pages2659 8 VLF TD Epri High Voltage IncJavier Valencia MurilloNo ratings yet
- Module 5 MV Switch TestingDocument68 pagesModule 5 MV Switch TestingSuresh K Krishnasamy100% (1)
- Motor DrivesDocument2 pagesMotor DrivesKhaldoon AlnashiNo ratings yet
- Introduction To Preventive MaintenanceDocument11 pagesIntroduction To Preventive MaintenanceTEMIDAYONo ratings yet
- Module 4 MV Breaker TestingDocument60 pagesModule 4 MV Breaker Testingr_roberto_f348No ratings yet
- Boat Maintenance Companions: Electrics & Diesel Companions at SeaFrom EverandBoat Maintenance Companions: Electrics & Diesel Companions at SeaNo ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1Rating: 2.5 out of 5 stars2.5/5 (3)
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- Analog Dialogue Volume 46, Number 1: Analog Dialogue, #5From EverandAnalog Dialogue Volume 46, Number 1: Analog Dialogue, #5Rating: 5 out of 5 stars5/5 (1)
- Technical Publications Catalog - October 2010Document59 pagesTechnical Publications Catalog - October 2010albertoNo ratings yet
- Uop 1Document236 pagesUop 1albertoNo ratings yet
- ASME VIII-1 04 EdDocument745 pagesASME VIII-1 04 EdalbertoNo ratings yet
- ASME VIII-1 04 Ed 05adDocument292 pagesASME VIII-1 04 Ed 05adalbertoNo ratings yet
- Pipe Class 8-1245-2Document2 pagesPipe Class 8-1245-2albertoNo ratings yet
- Pipe Class 8-1229-2Document2 pagesPipe Class 8-1229-2albertoNo ratings yet
- Pipe Class 8-1237-2Document2 pagesPipe Class 8-1237-2albertoNo ratings yet
- ASME VIII-1 04 Ed 06adDocument303 pagesASME VIII-1 04 Ed 06adalbertoNo ratings yet
- Pipe Class 8-1230-1Document2 pagesPipe Class 8-1230-1albertoNo ratings yet
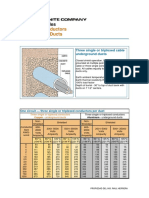
- Triplexed Conductors Underground Ducts: Ampacity TablesDocument2 pagesTriplexed Conductors Underground Ducts: Ampacity TablesalbertoNo ratings yet
- Uop 3Document116 pagesUop 3albertoNo ratings yet
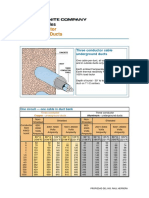
- Three Conductor Underground Ducts: Ampacity TablesDocument2 pagesThree Conductor Underground Ducts: Ampacity TablesalbertoNo ratings yet
- Cable Tray B-LineDocument40 pagesCable Tray B-LinealbertoNo ratings yet
- Voltage Regulation: Propiedad Del Ing. Raul HerreraDocument4 pagesVoltage Regulation: Propiedad Del Ing. Raul HerreraalbertoNo ratings yet
- Single Conductor Underground Ducts: Ampacity TablesDocument3 pagesSingle Conductor Underground Ducts: Ampacity TablesalbertoNo ratings yet
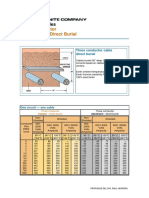
- Three Conductor Underground Direct Burial: Ampacity TablesDocument2 pagesThree Conductor Underground Direct Burial: Ampacity TablesalbertoNo ratings yet
- Triplexed Conductor Underground Direct Burial: Ampacity TablesDocument2 pagesTriplexed Conductor Underground Direct Burial: Ampacity TablesalbertoNo ratings yet
- Stranding: General Conductor InformationDocument2 pagesStranding: General Conductor InformationalbertoNo ratings yet
- DC Resistance: General Conductor InformationDocument2 pagesDC Resistance: General Conductor InformationalbertoNo ratings yet
- Discussion: ShieldingDocument4 pagesDiscussion: ShieldingalbertoNo ratings yet
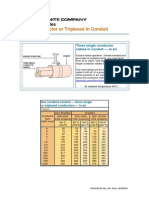
- Single Conductor or Triplexed in Conduit: Ampacity TablesDocument2 pagesSingle Conductor or Triplexed in Conduit: Ampacity TablesalbertoNo ratings yet
- Single Conductor in Air: Ampacity TablesDocument2 pagesSingle Conductor in Air: Ampacity TablesalbertoNo ratings yet
- Determining Conduit Sizes: Installation PracticesDocument2 pagesDetermining Conduit Sizes: Installation PracticesalbertoNo ratings yet
- Triplexed Conductors in Air: Ampacity TablesDocument2 pagesTriplexed Conductors in Air: Ampacity TablesalbertoNo ratings yet
- Discussion & Correction Factors: Ampacity TablesDocument2 pagesDiscussion & Correction Factors: Ampacity TablesalbertoNo ratings yet
- Shielding CurrentsDocument2 pagesShielding CurrentsalbertoNo ratings yet
- Three Conductor in Conduit: Ampacity TablesDocument2 pagesThree Conductor in Conduit: Ampacity TablesalbertoNo ratings yet
- Electrical Formulas: General InformationDocument1 pageElectrical Formulas: General InformationalbertoNo ratings yet
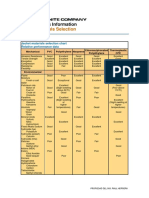
- Jacket Materials Selection: Miscellaneous InformationDocument2 pagesJacket Materials Selection: Miscellaneous InformationalbertoNo ratings yet
- Minimum Bending Radii: Installation PracticesDocument2 pagesMinimum Bending Radii: Installation PracticesalbertoNo ratings yet
- Week 1 - The Swamp LessonDocument2 pagesWeek 1 - The Swamp LessonEccentricEdwardsNo ratings yet
- Notes On HAMDocument89 pagesNotes On HAMCletus Paul100% (1)
- Fped 07 00310Document6 pagesFped 07 00310Fariz HidayatNo ratings yet
- PROCERA: A New Way To Achieve An All-Ceramic CrownDocument12 pagesPROCERA: A New Way To Achieve An All-Ceramic CrownCúc Phương TrầnNo ratings yet
- How To Cook Pork AdoboDocument3 pagesHow To Cook Pork AdoboJennyRoseVelascoNo ratings yet
- OX App Suite User Guide English v7.6.0Document180 pagesOX App Suite User Guide English v7.6.0Ranveer SinghNo ratings yet
- Common AddictionsDocument13 pagesCommon AddictionsMaría Cecilia CarattoliNo ratings yet
- T-Systems CPNI Policy Statement - Final 022717 PDFDocument2 pagesT-Systems CPNI Policy Statement - Final 022717 PDFFederal Communications Commission (FCC)No ratings yet
- Muscle Memo Workout - Guitar Coach MagDocument28 pagesMuscle Memo Workout - Guitar Coach Magpeterd87No ratings yet
- DoomsdayDocument29 pagesDoomsdayAsmita RoyNo ratings yet
- Answer KeyDocument21 pagesAnswer KeyJunem S. Beli-otNo ratings yet
- Minimal Stimulation IVF Vs Conventional IVFDocument8 pagesMinimal Stimulation IVF Vs Conventional IVFpolygoneNo ratings yet
- Staffordshire Surge Vs Manchester TitansDocument28 pagesStaffordshire Surge Vs Manchester TitansShaun RogersNo ratings yet
- TG0012 enDocument24 pagesTG0012 enDhexter VillaNo ratings yet
- Explaining Kidney Test Results 508 PDFDocument3 pagesExplaining Kidney Test Results 508 PDFBishnu GhimireNo ratings yet
- Essay by MariemDocument2 pagesEssay by MariemMatthew MaxwellNo ratings yet
- Computer Awareness Topic Wise - TerminologiesDocument15 pagesComputer Awareness Topic Wise - TerminologiesdhirajNo ratings yet
- RecipesDocument7 pagesRecipesIndira UmareddyNo ratings yet
- Goldilocks and The Three Bears Model Text 2Document5 pagesGoldilocks and The Three Bears Model Text 2api-407594542No ratings yet
- Influence of Cooling Rate On The Structure and Formation of Oxide Scale in LowDocument7 pagesInfluence of Cooling Rate On The Structure and Formation of Oxide Scale in LowVarun MangaloreNo ratings yet
- The Law of ParkinsonDocument5 pagesThe Law of Parkinsonathanassiadis2890No ratings yet
- Weekly Home Learning Plan: Grade Section Quarter Week Inclusive DateDocument3 pagesWeekly Home Learning Plan: Grade Section Quarter Week Inclusive DateMarvin Yebes ArceNo ratings yet
- A320 PedestalDocument14 pagesA320 PedestalAiman ZabadNo ratings yet
- HABASIT 04 Guía Ingeniería HabasitLINKDocument100 pagesHABASIT 04 Guía Ingeniería HabasitLINKKyriakos MichalakiNo ratings yet
- Product Data Sheet Ingenuity Core LRDocument16 pagesProduct Data Sheet Ingenuity Core LRCeoĐứcTrườngNo ratings yet
- Varahi Krama EnglishDocument20 pagesVarahi Krama Englishmahesh madhavan100% (2)
- Care of Terminally IllDocument34 pagesCare of Terminally Illbemina jaNo ratings yet