Download as pdf or txt
You might also like
- 'The Bill Exclude All Cost Associated With Fixing and Contractor's Mark-Up. Its Only Covers The MaterialsDocument3 pages'The Bill Exclude All Cost Associated With Fixing and Contractor's Mark-Up. Its Only Covers The MaterialsCaleb Sekyi100% (2)
- Compilation of UT TestDocument34 pagesCompilation of UT TestAlex RaleighNo ratings yet
- Calculation of Plate or Pipe EarthingDocument4 pagesCalculation of Plate or Pipe Earthingmir sadat aliNo ratings yet
- Low Speed Aerodynamics-Joseph Katz & Alen PlotkinDocument351 pagesLow Speed Aerodynamics-Joseph Katz & Alen Plotkinarvind_rajan_1478% (9)
- Electrical Traction ElevatorsDocument14 pagesElectrical Traction ElevatorsLloyd R. PonceNo ratings yet
- RT101-5 - Audio Cable & PatchbayDocument29 pagesRT101-5 - Audio Cable & PatchbayzealxonlineNo ratings yet
- Edwards Emag FinalDocument11 pagesEdwards Emag FinalBob BaoBabNo ratings yet
- Calculate Number of Plate-Pipe Earthing Size of Earthing Strip18.12.12Document8 pagesCalculate Number of Plate-Pipe Earthing Size of Earthing Strip18.12.12Luthvan HoodNo ratings yet
- Calculate No of Plate-Pipe Earthing (1.1.19)Document7 pagesCalculate No of Plate-Pipe Earthing (1.1.19)heroNo ratings yet
- 10.1007-BF02872196 Propiedades ElectricasDocument7 pages10.1007-BF02872196 Propiedades ElectricasGisela BriseñoNo ratings yet
- Magnet-Only Loudspeaker Magnetic Circuits: A Solution For Significantly Lower Current DistortionDocument17 pagesMagnet-Only Loudspeaker Magnetic Circuits: A Solution For Significantly Lower Current DistortionHenri DesvalleesNo ratings yet
- Building A XylophoneDocument4 pagesBuilding A XylophoneKim100% (1)
- Metal Interconnect ResistanceDocument26 pagesMetal Interconnect ResistanceCristhian MP DtNo ratings yet
- The Secrets of Electric Guitar Pickups: Books Guitars ResourcesDocument9 pagesThe Secrets of Electric Guitar Pickups: Books Guitars ResourcesDeaferrantNo ratings yet
- Calculate No of Plate-Pipe Earthing (1.1.19)Document7 pagesCalculate No of Plate-Pipe Earthing (1.1.19)jiguparmar1516No ratings yet
- Probing The Magnetic Field ProbeDocument6 pagesProbing The Magnetic Field Probe4hgtrb0xNo ratings yet
- EXP 9 AC MainsDocument5 pagesEXP 9 AC MainsRude BøyNo ratings yet
- Physics PracticalDocument19 pagesPhysics PracticalAastha DuaNo ratings yet
- HLP Wave On A StringDocument2 pagesHLP Wave On A StringCrewdex ProNo ratings yet
- MECHANICAL WAVE-SHEET: 6 (Lecture - 6) Level - I: Page 1 of 4 CPP - Sankalp - Mw-6-Ph-IvDocument4 pagesMECHANICAL WAVE-SHEET: 6 (Lecture - 6) Level - I: Page 1 of 4 CPP - Sankalp - Mw-6-Ph-Ivvivek mishraNo ratings yet
- T S K N I: 69 KV CU/XLPE/CWS/LS/MDPE 1x300 SQ - MMDocument2 pagesT S K N I: 69 KV CU/XLPE/CWS/LS/MDPE 1x300 SQ - MMElmer Joseph Lintag Jr.No ratings yet
- String Theory 2Document2 pagesString Theory 2Henry FabianNo ratings yet
- Paper On VLSIDocument29 pagesPaper On VLSIanhnhamoiNo ratings yet
- Cable Terminology 1Document49 pagesCable Terminology 1Amit Pandey100% (1)
- Humbucking Pickup Response Excited by String Vibration: PaperDocument9 pagesHumbucking Pickup Response Excited by String Vibration: PaperBoris GoitiaNo ratings yet
- 18 Sound 128th AES London AIC ModelDocument9 pages18 Sound 128th AES London AIC ModelsasiNo ratings yet
- Ultrasonic Welding of Aluminum Wires With Large Cross SectionsDocument6 pagesUltrasonic Welding of Aluminum Wires With Large Cross SectionsEmileNo ratings yet
- The Response of Wire Rope Strands To Axial Tensile Part 1Document15 pagesThe Response of Wire Rope Strands To Axial Tensile Part 1muhammad aslamNo ratings yet
- Stator Core Faults Detection With Low Flux Density MethodDocument12 pagesStator Core Faults Detection With Low Flux Density MethodjalilemadiNo ratings yet
- Metal DetectorsDocument54 pagesMetal DetectorsAchmad Fadhillah Kurniawan100% (2)
- Afe Babalola University: Name: Ogbapu Emmanuel UmefienDocument11 pagesAfe Babalola University: Name: Ogbapu Emmanuel UmefienTomi FapohundaNo ratings yet
- Fig 4Document1 pageFig 4Hamza SohailNo ratings yet
- AVX Piezo DevicesDocument22 pagesAVX Piezo DevicesmeirsagNo ratings yet
- Working of TelegraphDocument2 pagesWorking of Telegraphfunkisanju1No ratings yet
- 3.1 Design Calculations - 16F SSA OFCDocument1 page3.1 Design Calculations - 16F SSA OFCKranthy JcNo ratings yet
- Of Of: Effects Ultrasound Deformation Characteristics MetalsDocument8 pagesOf Of: Effects Ultrasound Deformation Characteristics MetalsmnasiroleslamiNo ratings yet
- Magnetic Circuits PDFDocument58 pagesMagnetic Circuits PDFImtiax LaghariNo ratings yet
- Exercises in Chapter 7 Electricity and Magnetism Grade 7Document24 pagesExercises in Chapter 7 Electricity and Magnetism Grade 7Mekashaw AndargeNo ratings yet
- Jicable11 - Armouring Loss in Three-Core Submarine XLPE CablesDocument5 pagesJicable11 - Armouring Loss in Three-Core Submarine XLPE CablesnjmcrawfordNo ratings yet
- ElectroTechnology 1 Nov 2009Document5 pagesElectroTechnology 1 Nov 2009Fraidy mhlongoNo ratings yet
- Assignment 5Document14 pagesAssignment 5Arnon PukhrambamNo ratings yet
- Electrical Transformers in Theory and PracticeDocument6 pagesElectrical Transformers in Theory and PracticeAnonymous sAmJfcVNo ratings yet
- Cal-Mn Dastur T2117 Rev 2Document4 pagesCal-Mn Dastur T2117 Rev 2Shubham BaderiyaNo ratings yet
- Cathode Spot Division in Vacuum Arcs With Solid Metal Cathodes 1971Document8 pagesCathode Spot Division in Vacuum Arcs With Solid Metal Cathodes 1971ahmedmagdy161992No ratings yet
- Class Test 3Document1 pageClass Test 3jayeshdiwanNo ratings yet
- Chapter 3 - Electrics & Direct Current - 2016 - ReviewedDocument89 pagesChapter 3 - Electrics & Direct Current - 2016 - ReviewedSyaza Izzaty100% (1)
- Hardvard University String Theory: Rope (Music)Document2 pagesHardvard University String Theory: Rope (Music)Henry FabianNo ratings yet
- Fatigue Endurance Present KnowledgeDocument30 pagesFatigue Endurance Present KnowledgeUdomkarn SmtNo ratings yet
- Specification For 33kV SwitchgearDocument2 pagesSpecification For 33kV SwitchgearSudharsan SDNo ratings yet
- 1 BJT-1 HistoryDocument14 pages1 BJT-1 HistorycorazonpuroNo ratings yet
- Construction of A Beat Frequency Oscillator Metal DetectorDocument3 pagesConstruction of A Beat Frequency Oscillator Metal Detectorlakshmanakumarchand100% (3)
- Nature of Electricity PDFDocument11 pagesNature of Electricity PDFSusan Macaraeg100% (2)
- Basic Circuitry of Metal DetectionDocument45 pagesBasic Circuitry of Metal Detectionverd leonardNo ratings yet
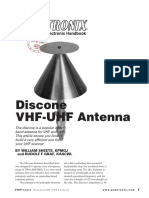
- Discone PDFDocument4 pagesDiscone PDFtelmo figueiredoNo ratings yet
- Tutorial 2Document2 pagesTutorial 2bhallamudi20No ratings yet
- Local Media7343788695523755295Document8 pagesLocal Media7343788695523755295Laurence PayumoNo ratings yet
- Japanese Reports Electrical Fire CausesDocument55 pagesJapanese Reports Electrical Fire Causesal bauerNo ratings yet
- Electrical Works Detailed EstimatesDocument6 pagesElectrical Works Detailed EstimatesShan Dela VegaNo ratings yet
- Tutorial 2Document2 pagesTutorial 2Srinath PvtNo ratings yet
- How to Play Guitar: A Beginner’s Guide to Learn How To Play The Guitar, Read Music, and Much MoreFrom EverandHow to Play Guitar: A Beginner’s Guide to Learn How To Play The Guitar, Read Music, and Much MoreNo ratings yet
- ANSI HI-12.1-12.6 Slurry PumpsDocument5 pagesANSI HI-12.1-12.6 Slurry PumpsPatricia J Ángeles100% (1)
- Fulton - BroDocument4 pagesFulton - BroCarlos André MuñozNo ratings yet
- Structural Mechanics PDFDocument29 pagesStructural Mechanics PDFchandrasekar100% (5)
- District Cooling Case Study - James Cook University, TownsvilleDocument10 pagesDistrict Cooling Case Study - James Cook University, TownsvilleAnonymous I7MUd3mCNo ratings yet
- IMO RequirementsDocument5 pagesIMO RequirementsKiên TạNo ratings yet
- Stamped Concrete 1st Draft HDocument27 pagesStamped Concrete 1st Draft HnebiyuNo ratings yet
- Chester Jensen Ice BuildersDocument7 pagesChester Jensen Ice BuildersBenito Antonio Formoso LouroNo ratings yet
- Lead Sheathed CableDocument26 pagesLead Sheathed CableGanesh DuraisamyNo ratings yet
- Chapter 2-RRL BindersDocument4 pagesChapter 2-RRL BindersAlfred Louie RimorinNo ratings yet
- Additive ManufacturingDocument64 pagesAdditive ManufacturingYogesh DanekarNo ratings yet
- Cruze ST 22CZ2: Interactive Menu Product CertificationDocument6 pagesCruze ST 22CZ2: Interactive Menu Product CertificationHeriberto DiazNo ratings yet
- Acpump Fire Serie8100Document2 pagesAcpump Fire Serie8100Anonymous YmXY1bcNo ratings yet
- Ee09 801 Electrical System Design Question Bank FacultyDocument4 pagesEe09 801 Electrical System Design Question Bank FacultyDILJA K100% (1)
- 6700-EQS-2800-EC-0004 - EC 2802 - Flash Cooler Condenser - R01Document9 pages6700-EQS-2800-EC-0004 - EC 2802 - Flash Cooler Condenser - R01balajiNo ratings yet
- Bomba de Lodos Listado de PartesDocument59 pagesBomba de Lodos Listado de Partesjesus alfonso fragozo calderonNo ratings yet
- Multron AVD C500 Series Strobe and EA GD Pages 2 3Document2 pagesMultron AVD C500 Series Strobe and EA GD Pages 2 3tonnyNo ratings yet
- 3 Ways To Detect Cavitation Wear in Hydraulic SystemsDocument8 pages3 Ways To Detect Cavitation Wear in Hydraulic SystemsUdhayakumar VenkataramanNo ratings yet
- US20180093922A1 Cementfree ConcreteDocument5 pagesUS20180093922A1 Cementfree ConcreteRajuNSanaboinaNo ratings yet
- B464Document3 pagesB464AVINASH CHAVANNo ratings yet
- Houston Ugm Phase Change ModelingDocument45 pagesHouston Ugm Phase Change Modelingsunilpatil.043827No ratings yet
- Demands On Structure Components: S D C - J 2006 - V 1.4Document8 pagesDemands On Structure Components: S D C - J 2006 - V 1.4Jason ToraldeNo ratings yet
- SGNC Product PDFDocument22 pagesSGNC Product PDFJaya VNo ratings yet
- En16 PDFDocument1 pageEn16 PDFBhavesh ShiyaniNo ratings yet
- Sonatrach: Project SpecificationDocument13 pagesSonatrach: Project SpecificationAliZenatiNo ratings yet
- VRV AHU System: Standard Series Ahur-Cavj/Davj/Dabvj Outdoor Air Series Ahur-Calj/Dalj/DabljDocument20 pagesVRV AHU System: Standard Series Ahur-Cavj/Davj/Dabvj Outdoor Air Series Ahur-Calj/Dalj/DabljPatrick SyNo ratings yet
- Sample PaperDocument7 pagesSample Paperbhooshan japeNo ratings yet
- Circular Concrete TanksDocument55 pagesCircular Concrete Tanksenvirojspl75% (4)
- D1.6-2017 (First Proof) (Received 03-15-2017) 242Document1 pageD1.6-2017 (First Proof) (Received 03-15-2017) 242mrNo ratings yet