Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Handbook of Reliability Prediction Procedures For Mechanical Equipment 15 May 2011 PP 235 PDFDocument1 pageHandbook of Reliability Prediction Procedures For Mechanical Equipment 15 May 2011 PP 235 PDFkalam2k2No ratings yet
- FM - Ag 08 - TP 088 3Document64 pagesFM - Ag 08 - TP 088 3cmpmarinhoNo ratings yet
- A Broken Wave-Lionel EsherDocument39 pagesA Broken Wave-Lionel EsherChristian NoetzlyNo ratings yet
- Technical WritingDocument37 pagesTechnical Writingkalam2k2No ratings yet
- Handbook of Reliability Prediction Procedures For Mechanical Equipment 15 May 2011 PP 235Document4 pagesHandbook of Reliability Prediction Procedures For Mechanical Equipment 15 May 2011 PP 235kalam2k2No ratings yet
- Bently NevadaDocument2 pagesBently Nevadakalam2k2No ratings yet
- Catalog FPJ Kinsburry PDFDocument10 pagesCatalog FPJ Kinsburry PDFkalam2k2No ratings yet
- Basic SPC Training For SupplierDocument44 pagesBasic SPC Training For Supplierkalam2k2No ratings yet
- Using Rod Drop Monitor To Prevent Cyliner and Piston Rod RepairDocument2 pagesUsing Rod Drop Monitor To Prevent Cyliner and Piston Rod Repairkalam2k2No ratings yet
- Kingsbury BearingDocument28 pagesKingsbury Bearingkalam2k2100% (1)
- MaterialsDocument1 pageMaterialskalam2k2No ratings yet
- Vibration Analysis Rotating EquipmentDocument161 pagesVibration Analysis Rotating Equipmentronfrend100% (17)
- Safety Alert 365 Bsee Identified Grating and Open Hole Hazards During Risk Based InspectionsDocument3 pagesSafety Alert 365 Bsee Identified Grating and Open Hole Hazards During Risk Based Inspectionsi.kamalNo ratings yet
- Japanese Suite: Gustav HolstDocument55 pagesJapanese Suite: Gustav HolstLaTonya Hutchison 101No ratings yet
- Cambridge University Thesis SearchDocument5 pagesCambridge University Thesis Searchfc2fqg8j100% (2)
- STD 5 Unit 7 Simple Machines Study MaterialDocument6 pagesSTD 5 Unit 7 Simple Machines Study MaterialCool WritzNo ratings yet
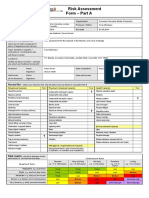
- Risk AssessmentDocument2 pagesRisk AssessmentFaraiMbudaya0% (1)
- Plaintiffs' Motion For Entry of JudgmentDocument14 pagesPlaintiffs' Motion For Entry of JudgmentBen SheffnerNo ratings yet
- BT08 PDFDocument4 pagesBT08 PDFAfdhalNo ratings yet
- Set-Off and Carry Forward Losses-1Document9 pagesSet-Off and Carry Forward Losses-1bipin3737No ratings yet
- AP 5902 Liability Supporting NotesDocument6 pagesAP 5902 Liability Supporting NotesMeojh Imissu100% (1)
- Structural Developments: Inland Waterway Towboats and BargesDocument8 pagesStructural Developments: Inland Waterway Towboats and BargesEd UrquizaNo ratings yet
- Kalimat Simple Present Tense Aktif Kalimat Simple Past Tense AktifDocument2 pagesKalimat Simple Present Tense Aktif Kalimat Simple Past Tense AktifRestu PamujiNo ratings yet
- OCEANSDocument4 pagesOCEANSamna hamidNo ratings yet
- Lecture 4: Overview: Principles For Implementing Lean ManufacturingDocument20 pagesLecture 4: Overview: Principles For Implementing Lean Manufacturingthedjoss2000No ratings yet
- Geofirma Geotextile Datasheet 2020Document1 pageGeofirma Geotextile Datasheet 2020Chandima AtapattuNo ratings yet
- 2021 Nqesh Mock Test Set BDocument36 pages2021 Nqesh Mock Test Set Brandolf traigo100% (3)
- The Study On Outdoor Space Type of Kindergarten Based On The Architectural Typology With BUA Kindergarten As An Example, Sheng LuDocument7 pagesThe Study On Outdoor Space Type of Kindergarten Based On The Architectural Typology With BUA Kindergarten As An Example, Sheng LuexeNo ratings yet
- Country Report On LondonDocument10 pagesCountry Report On LondonKhushboo Khanna100% (1)
- Full Project ReportDocument46 pagesFull Project ReportRakeshNo ratings yet
- Upper Gastrointestinal BleedingDocument4 pagesUpper Gastrointestinal BleedingRazi HaiderNo ratings yet
- Chapter3 DC-DC Converters 2016Document113 pagesChapter3 DC-DC Converters 2016ShawnNo ratings yet
- Cyber SOCDocument9 pagesCyber SOCTrần Trung HiếuNo ratings yet
- Pediatric Vestibular Disorders PDFDocument10 pagesPediatric Vestibular Disorders PDFNati GallardoNo ratings yet
- JES Command OverviewDocument74 pagesJES Command Overviewdb manishNo ratings yet
- Computer SpecsDocument29 pagesComputer SpecsDiego Lorenzo AparicioNo ratings yet
- List of Candidates For Entrance Test of PH D (Tech) in Pharma Through M Pharm & M Tech For Entrance Test 2015 - 2016Document7 pagesList of Candidates For Entrance Test of PH D (Tech) in Pharma Through M Pharm & M Tech For Entrance Test 2015 - 2016mppatilmayur1679No ratings yet
- Pnap 79Document6 pagesPnap 79Chan JoeNo ratings yet
- Architecture Firms: CCBA DesignsDocument1 pageArchitecture Firms: CCBA DesignspallaviNo ratings yet
- Corvid v6 Install InstructionsDocument8 pagesCorvid v6 Install InstructionsНемања ВукашиновићNo ratings yet