
Effect of Prior Austenite Grain Size On Pearlite Transformation in A Hypoeuctectoid Fe-C-Mn Steel
Effect of Prior Austenite Grain Size On Pearlite Transformation in A Hypoeuctectoid Fe-C-Mn Steel
You might also like
- AISC Beginners GuideDocument1 pageAISC Beginners GuideCraig SwensonNo ratings yet
- Austenite Formation in Plain Carbon SteelDocument14 pagesAustenite Formation in Plain Carbon SteelAndress SsalomonnNo ratings yet
- TMS2003 CompetitionbetweenDocument19 pagesTMS2003 CompetitionbetweenbuseNo ratings yet
- Pearlite To AusteniteDocument11 pagesPearlite To AusteniteEnriqueMirandaGodoyNo ratings yet
- Development of An Austenitization Kinetics Model For 22MnB5 SteelDocument11 pagesDevelopment of An Austenitization Kinetics Model For 22MnB5 SteelAndress SsalomonnNo ratings yet
- Nanoausferritic Matrix of Ductile IronDocument7 pagesNanoausferritic Matrix of Ductile IronMostafa OthmanNo ratings yet
- The Role of Manganese and Copper in The Eutectoid Transformation of Spheroidal Graphite Cast IronDocument11 pagesThe Role of Manganese and Copper in The Eutectoid Transformation of Spheroidal Graphite Cast IronChanthar SoeNo ratings yet
- 31 10 PDFDocument10 pages31 10 PDFJhohan JimenezNo ratings yet
- Artigo 1Document9 pagesArtigo 1Santa MariaNo ratings yet
- Structural SteelsDocument5 pagesStructural SteelsijazNo ratings yet
- Study of Carbide Dissolution and Austenite FormatiDocument17 pagesStudy of Carbide Dissolution and Austenite FormatiAndress SsalomonnNo ratings yet
- Martensite To AusteniteDocument9 pagesMartensite To AustenitedfgdegNo ratings yet
- Austenite Reversion in Cold Formed 18 Wt-%Ni 350 Grade Maraging SteelDocument5 pagesAustenite Reversion in Cold Formed 18 Wt-%Ni 350 Grade Maraging SteelSimone Izabel VieiraNo ratings yet
- 2004 - Liu Et Al - Abnormal Austenite-Ferrite Transformation Behaviour of Pure IronDocument25 pages2004 - Liu Et Al - Abnormal Austenite-Ferrite Transformation Behaviour of Pure IronDavid Hernández EscobarNo ratings yet
- 2011 Lee (ScrMet) MN Partitioning UF 6Mn SteelDocument4 pages2011 Lee (ScrMet) MN Partitioning UF 6Mn Steelchandan kumarNo ratings yet
- Abdur UmerSaeed 2Document9 pagesAbdur UmerSaeed 2Sari Ramadhani MeutuahNo ratings yet
- Evolution of Microstructural BandingDocument8 pagesEvolution of Microstructural BandingvishalNo ratings yet
- Application of Dilatometric Analysis To The Study of Solid-Solid Phase Transformations in SteelsDocument32 pagesApplication of Dilatometric Analysis To The Study of Solid-Solid Phase Transformations in SteelsGretel HanselNo ratings yet
- Materials and Design: Fei Peng, Yunbo Xu, Jiayu Li, Xingli Gu, Xu WangDocument12 pagesMaterials and Design: Fei Peng, Yunbo Xu, Jiayu Li, Xingli Gu, Xu WangEdmar Souza SilvaNo ratings yet
- Martensitic Transformation in Fe-Ni Alloys Nanostructured by Ball MillingDocument7 pagesMartensitic Transformation in Fe-Ni Alloys Nanostructured by Ball MillingBensebaaNo ratings yet
- Article QP SynchrotronDocument10 pagesArticle QP SynchrotronMatteo CarusoNo ratings yet
- TMP CBECDocument14 pagesTMP CBECFrontiersNo ratings yet
- DR Paper 3Document9 pagesDR Paper 3Malik Al TurkiNo ratings yet
- Effect of Carbon and Manganese On The Quenching and Partitioning Response of Cmnsi SteelsDocument8 pagesEffect of Carbon and Manganese On The Quenching and Partitioning Response of Cmnsi SteelsDr-Dinesh KumarNo ratings yet
- Materials and Design: Carola Celada-Casero, Jilt Sietsma, Maria Jesus Santo FimiaDocument10 pagesMaterials and Design: Carola Celada-Casero, Jilt Sietsma, Maria Jesus Santo FimiaHan Hisyam PratamaNo ratings yet
- Namduri-Quantitative Analysis of Iron Oxides Using Fourier Transform Infrared SpectrophotometryDocument5 pagesNamduri-Quantitative Analysis of Iron Oxides Using Fourier Transform Infrared SpectrophotometryMeyga Evi Ferama SariNo ratings yet
- Unified Model For Plate and Lath Martensite With Athermal KineticsDocument10 pagesUnified Model For Plate and Lath Martensite With Athermal KineticsHan Hisyam PratamaNo ratings yet
- Materials Science & Engineering A: S. Yu, L.X. Du, J. Hu, R.D.K. MisraDocument7 pagesMaterials Science & Engineering A: S. Yu, L.X. Du, J. Hu, R.D.K. MisraMuhammad Rizki Ash-ShidiqNo ratings yet
- Metaestable Vs Stable SolidificationDocument25 pagesMetaestable Vs Stable SolidificationEnrique Castro AldamaNo ratings yet
- Particle Size Effects On The Thermal Behavior of Hematite.Document7 pagesParticle Size Effects On The Thermal Behavior of Hematite.田旭No ratings yet
- Materials 12 00527Document15 pagesMaterials 12 00527Edmar Souza SilvaNo ratings yet
- Chapter 5 Quantitative Prediction of C-MN Steel Weld Metal MicrostructureDocument18 pagesChapter 5 Quantitative Prediction of C-MN Steel Weld Metal MicrostructureXimena Mercedez Palacios PortalNo ratings yet
- Effects of Inoculation On The Pearlitic Gray Cast Iron With High Thermal Conductivity and Tensile StrengthDocument11 pagesEffects of Inoculation On The Pearlitic Gray Cast Iron With High Thermal Conductivity and Tensile StrengthLilian Jefferson MalavaziNo ratings yet
- Articulo 4Document11 pagesArticulo 4Cristian David Briceño RNo ratings yet
- Powder Metallurgical Nanostructured Medium Carbon Bainitic Steel - Kinetics, Structure, and in Situ Thermal Stability StudiesDocument9 pagesPowder Metallurgical Nanostructured Medium Carbon Bainitic Steel - Kinetics, Structure, and in Situ Thermal Stability StudiesJotaNo ratings yet
- Quantitative Analysis of Iron Oxides Using Fourier Transform InfraredDocument5 pagesQuantitative Analysis of Iron Oxides Using Fourier Transform InfraredKrol PrietoNo ratings yet
- Bainítico - Ferry2002Document8 pagesBainítico - Ferry2002Douglas RodriguesNo ratings yet
- Mohsen Zadeh 2016Document32 pagesMohsen Zadeh 2016le hoangNo ratings yet
- Articol Carburi in Inele de RulmeniDocument9 pagesArticol Carburi in Inele de RulmeniBuluc GheorgheNo ratings yet
- Ipc2012 90337Document6 pagesIpc2012 90337Marcelo Varejão CasarinNo ratings yet
- Integrated Modeling and Heat Treatment Simulation of Austempered Ductile IronDocument11 pagesIntegrated Modeling and Heat Treatment Simulation of Austempered Ductile Ironhrk100No ratings yet
- Computer Simulation of Microstructure Transformation in Heat Treatment ProcessesDocument8 pagesComputer Simulation of Microstructure Transformation in Heat Treatment Processessakthistory1922No ratings yet
- Towards An Austenite Decomposition Model For TRIP Steels: Physical PropertiesDocument6 pagesTowards An Austenite Decomposition Model For TRIP Steels: Physical PropertiesbluecreteNo ratings yet
- The Austenite Grain Growth Behavior and Mathematical Model of 20crmntihDocument6 pagesThe Austenite Grain Growth Behavior and Mathematical Model of 20crmntihnvc_vishwanathanNo ratings yet
- Técnicas para La Determinación Del Tamaño de Grano Austenítico (TGA) en Aceros MicroaleadosDocument17 pagesTécnicas para La Determinación Del Tamaño de Grano Austenítico (TGA) en Aceros MicroaleadosRafael alexander HigueraNo ratings yet
- Micrografia (Microscopia Óptica)Document23 pagesMicrografia (Microscopia Óptica)leandroNo ratings yet
- Materials Science & Engineering A: Jun Chen, Meng-Yang LV, Zhen-Yu Liu, Guo-Dong WangDocument6 pagesMaterials Science & Engineering A: Jun Chen, Meng-Yang LV, Zhen-Yu Liu, Guo-Dong WangSahm Abd Al AlNo ratings yet
- Microstructural Study On Retained Austenite in Advanced High-Strength Multiphase 3Mn-1.5Al and 5Mn-1.5Al SteelsDocument10 pagesMicrostructural Study On Retained Austenite in Advanced High-Strength Multiphase 3Mn-1.5Al and 5Mn-1.5Al SteelsniyuayuNo ratings yet
- Science 31Document3 pagesScience 31tempeltonNo ratings yet
- Journal of Materials Processing Technology: M. Soliman, H. Ibrahim, A. Nofal, H. PalkowskiDocument10 pagesJournal of Materials Processing Technology: M. Soliman, H. Ibrahim, A. Nofal, H. PalkowskiDouglas VidalNo ratings yet
- Phase Transformation in AISI 410 Stainless Steel PDFDocument10 pagesPhase Transformation in AISI 410 Stainless Steel PDFirajfarjiNo ratings yet
- Effect of Cu CR and Ni On Mechanical Properties ofDocument7 pagesEffect of Cu CR and Ni On Mechanical Properties ofsyedfarazshafeeqNo ratings yet
- 2013 - Materials ResearchDocument5 pages2013 - Materials ResearchLeandro Gomes de CarvalhoNo ratings yet
- A Study of Microstructure and Phase Transformations of Medium Carbon Dual Phase SteelsDocument9 pagesA Study of Microstructure and Phase Transformations of Medium Carbon Dual Phase Steelsahmed ezwaiNo ratings yet
- TMP 39 DBDocument13 pagesTMP 39 DBFrontiersNo ratings yet
- AIST2018Grain PDFDocument12 pagesAIST2018Grain PDFAjeeth KumarNo ratings yet
- Bainite Transformation During Continuous Cooling: Analysis of Dilatation DataDocument6 pagesBainite Transformation During Continuous Cooling: Analysis of Dilatation DataVanina DuttoNo ratings yet
- Enhancement of Mechanical Properties of Low Carbon Dual Phase Steel Via Natural AgingDocument19 pagesEnhancement of Mechanical Properties of Low Carbon Dual Phase Steel Via Natural AgingMoin ANo ratings yet
- 2003, Mehmet Erdogan, New Dual Phase SteelDocument6 pages2003, Mehmet Erdogan, New Dual Phase Steelahmed ezwaiNo ratings yet
- Hannover SR 2010Document10 pagesHannover SR 2010KaanMertNo ratings yet
- CGI - Job CodeDocument2 pagesCGI - Job CodeAmit Ranjan KumarNo ratings yet
- Instrumentation &process ControlDocument44 pagesInstrumentation &process ControlAmit Ranjan KumarNo ratings yet
- Files 1701429291 561388878Document23 pagesFiles 1701429291 561388878Amit Ranjan KumarNo ratings yet
- AM Golden Rules of SafetyDocument7 pagesAM Golden Rules of SafetyAmit Ranjan KumarNo ratings yet
- SlabLengthOptimisationFlyTundish MainDocument7 pagesSlabLengthOptimisationFlyTundish MainAmit Ranjan KumarNo ratings yet
- Tayo Ar12 13Document70 pagesTayo Ar12 13Amit Ranjan KumarNo ratings yet
- Origins of ASTMDocument16 pagesOrigins of ASTMAmit Ranjan KumarNo ratings yet
- PS - Temperature ElementDocument2 pagesPS - Temperature ElementAmit Ranjan KumarNo ratings yet
- Mock Drill No - 3Document3 pagesMock Drill No - 3Amit Ranjan Kumar100% (1)
- Wa0000.Document1 pageWa0000.Amit Ranjan KumarNo ratings yet
- SPV-SPVF GB 08-15Document12 pagesSPV-SPVF GB 08-15Amit Ranjan KumarNo ratings yet
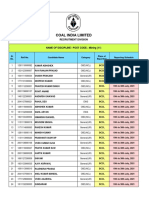
- Coal India Limited: Recruitment DivisionDocument10 pagesCoal India Limited: Recruitment DivisionAmit Ranjan KumarNo ratings yet
- Department of Metallurgical and Materials Engineering Notice For M.Tech StudentsDocument2 pagesDepartment of Metallurgical and Materials Engineering Notice For M.Tech StudentsAmit Ranjan KumarNo ratings yet
- Thanks For Choosing Swiggy, Amit ! Here Are Your Order Details: Delivery ToDocument2 pagesThanks For Choosing Swiggy, Amit ! Here Are Your Order Details: Delivery ToAmit Ranjan KumarNo ratings yet
- M.Tech Industrial Metallurgy - Opportunity at IIT HyderabadDocument2 pagesM.Tech Industrial Metallurgy - Opportunity at IIT HyderabadAmit Ranjan KumarNo ratings yet
- ADVERTISEMENT PH.D 2021Document9 pagesADVERTISEMENT PH.D 2021Amit Ranjan KumarNo ratings yet
- Time TableDocument1 pageTime TableAmit Ranjan KumarNo ratings yet
- Student Innovation Grant ProgramDocument1 pageStudent Innovation Grant ProgramAmit Ranjan KumarNo ratings yet
- Deformation and Martensitic TransformationDocument14 pagesDeformation and Martensitic TransformationAmit Ranjan KumarNo ratings yet
- Seniority Report 01062020 PDFDocument538 pagesSeniority Report 01062020 PDFAmit Ranjan KumarNo ratings yet
- Climate Responsive Design Strategies: Training and Knowledge Series On Sustainable BuildingsDocument1 pageClimate Responsive Design Strategies: Training and Knowledge Series On Sustainable BuildingsAmit Ranjan KumarNo ratings yet
- PaymentReceipt PDFDocument1 pagePaymentReceipt PDFAmit Ranjan KumarNo ratings yet
- Fisher1949 PDFDocument10 pagesFisher1949 PDFAmit Ranjan KumarNo ratings yet
- MT19S44024254scoreCardDocument1 pageMT19S44024254scoreCardAmit Ranjan KumarNo ratings yet
- MVLCDocument2 pagesMVLCzerferuzNo ratings yet
- Electrode E70TGDocument1 pageElectrode E70TGkapsarcNo ratings yet
- Covalence S1301-M Epoxy Primer: DescriptionDocument4 pagesCovalence S1301-M Epoxy Primer: DescriptionJuan Carlos Contreras CherresNo ratings yet
- Route Used For Collection and Transportation of Solid Waste of The CityDocument11 pagesRoute Used For Collection and Transportation of Solid Waste of The CityBro Patil100% (1)
- Yarn Eveness 1Document36 pagesYarn Eveness 1job wabwireNo ratings yet
- CrystallizationDocument7 pagesCrystallizationReggie DueñasNo ratings yet
- Water Guard Epdm MembraneDocument4 pagesWater Guard Epdm MembranefairmatechemicalNo ratings yet
- MCY4463PFRW4Document3 pagesMCY4463PFRW4Matheus Albuquerque de SaturnoNo ratings yet
- A Guide To Glycol PDFDocument58 pagesA Guide To Glycol PDFSarfaraz KhanNo ratings yet
- Metering SatamDocument3 pagesMetering SatamYohanes AzzisNo ratings yet
- Bs 8500 12006Document13 pagesBs 8500 12006hamzaali1976No ratings yet
- Stability After OpeningDocument1 pageStability After OpeningAndrew LahoreNo ratings yet
- BRM Flex Hone Catalog 2011Document64 pagesBRM Flex Hone Catalog 2011altexsteveNo ratings yet
- Polat Et Al-2016-Journal of Applied Polymer ScienceDocument9 pagesPolat Et Al-2016-Journal of Applied Polymer SciencePaulaMussoiCearonNo ratings yet
- Ecotoxicology and Environmental Safety: R. Sathish Kumar, G. Arthanareeswaran, Diby Paul, Ji Hyang KweonDocument6 pagesEcotoxicology and Environmental Safety: R. Sathish Kumar, G. Arthanareeswaran, Diby Paul, Ji Hyang KweonLintang Noor FitriaNo ratings yet
- Bridon Construction ProductsDocument16 pagesBridon Construction ProductsAnonymous UebIaD8A8CNo ratings yet
- Steps in A Chemical AnalysisDocument13 pagesSteps in A Chemical Analysisقناص المدينهNo ratings yet
- Polarization Cell: Paint / Coating Testing Instruments & Inspection KitsDocument1 pagePolarization Cell: Paint / Coating Testing Instruments & Inspection KitssudeepjosephNo ratings yet
- Surface TextureDocument53 pagesSurface TextureJayant SisodiaNo ratings yet
- Investigation 6b eDocument12 pagesInvestigation 6b eMBOTAKE LawsonNo ratings yet
- Panfleto 165-2017 - Instrumentation For Chlorine ServiceDocument30 pagesPanfleto 165-2017 - Instrumentation For Chlorine ServiceLucas OliverNo ratings yet
- Floor Wall and Ceiling Coverings Part 1 PDFDocument53 pagesFloor Wall and Ceiling Coverings Part 1 PDFIts JohnNo ratings yet
- Scheme Acer Iconia Tablet A100 Compal La 7251pDocument3 pagesScheme Acer Iconia Tablet A100 Compal La 7251pDeyProNo ratings yet
- Cellulose Fibre EngDocument4 pagesCellulose Fibre EngMAKRONNo ratings yet
- Astm A106 A106m 19Document6 pagesAstm A106 A106m 19Milady OyuelaNo ratings yet
- June 2015 (IAL) QP - Unit 1 Edexcel Chemistry A-LevelDocument21 pagesJune 2015 (IAL) QP - Unit 1 Edexcel Chemistry A-LevelNabindra RuwaliNo ratings yet
- Microsoft Word - 50-3100RDocument2 pagesMicrosoft Word - 50-3100RTan SoNo ratings yet
- 23045-Gp-Twm-Gf-Ip-Sd-202 - MepDocument1 page23045-Gp-Twm-Gf-Ip-Sd-202 - MepArun UdayabhanuNo ratings yet
- Cambridge IGCSE: Combined Science 0653/13Document16 pagesCambridge IGCSE: Combined Science 0653/13annwong85No ratings yet
















































































































Download as pdf or txt
You might also like
- AISC Beginners GuideDocument1 pageAISC Beginners GuideCraig SwensonNo ratings yet
- Austenite Formation in Plain Carbon SteelDocument14 pagesAustenite Formation in Plain Carbon SteelAndress SsalomonnNo ratings yet
- TMS2003 CompetitionbetweenDocument19 pagesTMS2003 CompetitionbetweenbuseNo ratings yet
- Pearlite To AusteniteDocument11 pagesPearlite To AusteniteEnriqueMirandaGodoyNo ratings yet
- Development of An Austenitization Kinetics Model For 22MnB5 SteelDocument11 pagesDevelopment of An Austenitization Kinetics Model For 22MnB5 SteelAndress SsalomonnNo ratings yet
- Nanoausferritic Matrix of Ductile IronDocument7 pagesNanoausferritic Matrix of Ductile IronMostafa OthmanNo ratings yet
- The Role of Manganese and Copper in The Eutectoid Transformation of Spheroidal Graphite Cast IronDocument11 pagesThe Role of Manganese and Copper in The Eutectoid Transformation of Spheroidal Graphite Cast IronChanthar SoeNo ratings yet
- 31 10 PDFDocument10 pages31 10 PDFJhohan JimenezNo ratings yet
- Artigo 1Document9 pagesArtigo 1Santa MariaNo ratings yet
- Structural SteelsDocument5 pagesStructural SteelsijazNo ratings yet
- Study of Carbide Dissolution and Austenite FormatiDocument17 pagesStudy of Carbide Dissolution and Austenite FormatiAndress SsalomonnNo ratings yet
- Martensite To AusteniteDocument9 pagesMartensite To AustenitedfgdegNo ratings yet
- Austenite Reversion in Cold Formed 18 Wt-%Ni 350 Grade Maraging SteelDocument5 pagesAustenite Reversion in Cold Formed 18 Wt-%Ni 350 Grade Maraging SteelSimone Izabel VieiraNo ratings yet
- 2004 - Liu Et Al - Abnormal Austenite-Ferrite Transformation Behaviour of Pure IronDocument25 pages2004 - Liu Et Al - Abnormal Austenite-Ferrite Transformation Behaviour of Pure IronDavid Hernández EscobarNo ratings yet
- 2011 Lee (ScrMet) MN Partitioning UF 6Mn SteelDocument4 pages2011 Lee (ScrMet) MN Partitioning UF 6Mn Steelchandan kumarNo ratings yet
- Abdur UmerSaeed 2Document9 pagesAbdur UmerSaeed 2Sari Ramadhani MeutuahNo ratings yet
- Evolution of Microstructural BandingDocument8 pagesEvolution of Microstructural BandingvishalNo ratings yet
- Application of Dilatometric Analysis To The Study of Solid-Solid Phase Transformations in SteelsDocument32 pagesApplication of Dilatometric Analysis To The Study of Solid-Solid Phase Transformations in SteelsGretel HanselNo ratings yet
- Materials and Design: Fei Peng, Yunbo Xu, Jiayu Li, Xingli Gu, Xu WangDocument12 pagesMaterials and Design: Fei Peng, Yunbo Xu, Jiayu Li, Xingli Gu, Xu WangEdmar Souza SilvaNo ratings yet
- Martensitic Transformation in Fe-Ni Alloys Nanostructured by Ball MillingDocument7 pagesMartensitic Transformation in Fe-Ni Alloys Nanostructured by Ball MillingBensebaaNo ratings yet
- Article QP SynchrotronDocument10 pagesArticle QP SynchrotronMatteo CarusoNo ratings yet
- TMP CBECDocument14 pagesTMP CBECFrontiersNo ratings yet
- DR Paper 3Document9 pagesDR Paper 3Malik Al TurkiNo ratings yet
- Effect of Carbon and Manganese On The Quenching and Partitioning Response of Cmnsi SteelsDocument8 pagesEffect of Carbon and Manganese On The Quenching and Partitioning Response of Cmnsi SteelsDr-Dinesh KumarNo ratings yet
- Materials and Design: Carola Celada-Casero, Jilt Sietsma, Maria Jesus Santo FimiaDocument10 pagesMaterials and Design: Carola Celada-Casero, Jilt Sietsma, Maria Jesus Santo FimiaHan Hisyam PratamaNo ratings yet
- Namduri-Quantitative Analysis of Iron Oxides Using Fourier Transform Infrared SpectrophotometryDocument5 pagesNamduri-Quantitative Analysis of Iron Oxides Using Fourier Transform Infrared SpectrophotometryMeyga Evi Ferama SariNo ratings yet
- Unified Model For Plate and Lath Martensite With Athermal KineticsDocument10 pagesUnified Model For Plate and Lath Martensite With Athermal KineticsHan Hisyam PratamaNo ratings yet
- Materials Science & Engineering A: S. Yu, L.X. Du, J. Hu, R.D.K. MisraDocument7 pagesMaterials Science & Engineering A: S. Yu, L.X. Du, J. Hu, R.D.K. MisraMuhammad Rizki Ash-ShidiqNo ratings yet
- Metaestable Vs Stable SolidificationDocument25 pagesMetaestable Vs Stable SolidificationEnrique Castro AldamaNo ratings yet
- Particle Size Effects On The Thermal Behavior of Hematite.Document7 pagesParticle Size Effects On The Thermal Behavior of Hematite.田旭No ratings yet
- Materials 12 00527Document15 pagesMaterials 12 00527Edmar Souza SilvaNo ratings yet
- Chapter 5 Quantitative Prediction of C-MN Steel Weld Metal MicrostructureDocument18 pagesChapter 5 Quantitative Prediction of C-MN Steel Weld Metal MicrostructureXimena Mercedez Palacios PortalNo ratings yet
- Effects of Inoculation On The Pearlitic Gray Cast Iron With High Thermal Conductivity and Tensile StrengthDocument11 pagesEffects of Inoculation On The Pearlitic Gray Cast Iron With High Thermal Conductivity and Tensile StrengthLilian Jefferson MalavaziNo ratings yet
- Articulo 4Document11 pagesArticulo 4Cristian David Briceño RNo ratings yet
- Powder Metallurgical Nanostructured Medium Carbon Bainitic Steel - Kinetics, Structure, and in Situ Thermal Stability StudiesDocument9 pagesPowder Metallurgical Nanostructured Medium Carbon Bainitic Steel - Kinetics, Structure, and in Situ Thermal Stability StudiesJotaNo ratings yet
- Quantitative Analysis of Iron Oxides Using Fourier Transform InfraredDocument5 pagesQuantitative Analysis of Iron Oxides Using Fourier Transform InfraredKrol PrietoNo ratings yet
- Bainítico - Ferry2002Document8 pagesBainítico - Ferry2002Douglas RodriguesNo ratings yet
- Mohsen Zadeh 2016Document32 pagesMohsen Zadeh 2016le hoangNo ratings yet
- Articol Carburi in Inele de RulmeniDocument9 pagesArticol Carburi in Inele de RulmeniBuluc GheorgheNo ratings yet
- Ipc2012 90337Document6 pagesIpc2012 90337Marcelo Varejão CasarinNo ratings yet
- Integrated Modeling and Heat Treatment Simulation of Austempered Ductile IronDocument11 pagesIntegrated Modeling and Heat Treatment Simulation of Austempered Ductile Ironhrk100No ratings yet
- Computer Simulation of Microstructure Transformation in Heat Treatment ProcessesDocument8 pagesComputer Simulation of Microstructure Transformation in Heat Treatment Processessakthistory1922No ratings yet
- Towards An Austenite Decomposition Model For TRIP Steels: Physical PropertiesDocument6 pagesTowards An Austenite Decomposition Model For TRIP Steels: Physical PropertiesbluecreteNo ratings yet
- The Austenite Grain Growth Behavior and Mathematical Model of 20crmntihDocument6 pagesThe Austenite Grain Growth Behavior and Mathematical Model of 20crmntihnvc_vishwanathanNo ratings yet
- Técnicas para La Determinación Del Tamaño de Grano Austenítico (TGA) en Aceros MicroaleadosDocument17 pagesTécnicas para La Determinación Del Tamaño de Grano Austenítico (TGA) en Aceros MicroaleadosRafael alexander HigueraNo ratings yet
- Micrografia (Microscopia Óptica)Document23 pagesMicrografia (Microscopia Óptica)leandroNo ratings yet
- Materials Science & Engineering A: Jun Chen, Meng-Yang LV, Zhen-Yu Liu, Guo-Dong WangDocument6 pagesMaterials Science & Engineering A: Jun Chen, Meng-Yang LV, Zhen-Yu Liu, Guo-Dong WangSahm Abd Al AlNo ratings yet
- Microstructural Study On Retained Austenite in Advanced High-Strength Multiphase 3Mn-1.5Al and 5Mn-1.5Al SteelsDocument10 pagesMicrostructural Study On Retained Austenite in Advanced High-Strength Multiphase 3Mn-1.5Al and 5Mn-1.5Al SteelsniyuayuNo ratings yet
- Science 31Document3 pagesScience 31tempeltonNo ratings yet
- Journal of Materials Processing Technology: M. Soliman, H. Ibrahim, A. Nofal, H. PalkowskiDocument10 pagesJournal of Materials Processing Technology: M. Soliman, H. Ibrahim, A. Nofal, H. PalkowskiDouglas VidalNo ratings yet
- Phase Transformation in AISI 410 Stainless Steel PDFDocument10 pagesPhase Transformation in AISI 410 Stainless Steel PDFirajfarjiNo ratings yet
- Effect of Cu CR and Ni On Mechanical Properties ofDocument7 pagesEffect of Cu CR and Ni On Mechanical Properties ofsyedfarazshafeeqNo ratings yet
- 2013 - Materials ResearchDocument5 pages2013 - Materials ResearchLeandro Gomes de CarvalhoNo ratings yet
- A Study of Microstructure and Phase Transformations of Medium Carbon Dual Phase SteelsDocument9 pagesA Study of Microstructure and Phase Transformations of Medium Carbon Dual Phase Steelsahmed ezwaiNo ratings yet
- TMP 39 DBDocument13 pagesTMP 39 DBFrontiersNo ratings yet
- AIST2018Grain PDFDocument12 pagesAIST2018Grain PDFAjeeth KumarNo ratings yet
- Bainite Transformation During Continuous Cooling: Analysis of Dilatation DataDocument6 pagesBainite Transformation During Continuous Cooling: Analysis of Dilatation DataVanina DuttoNo ratings yet
- Enhancement of Mechanical Properties of Low Carbon Dual Phase Steel Via Natural AgingDocument19 pagesEnhancement of Mechanical Properties of Low Carbon Dual Phase Steel Via Natural AgingMoin ANo ratings yet
- 2003, Mehmet Erdogan, New Dual Phase SteelDocument6 pages2003, Mehmet Erdogan, New Dual Phase Steelahmed ezwaiNo ratings yet
- Hannover SR 2010Document10 pagesHannover SR 2010KaanMertNo ratings yet
- CGI - Job CodeDocument2 pagesCGI - Job CodeAmit Ranjan KumarNo ratings yet
- Instrumentation &process ControlDocument44 pagesInstrumentation &process ControlAmit Ranjan KumarNo ratings yet
- Files 1701429291 561388878Document23 pagesFiles 1701429291 561388878Amit Ranjan KumarNo ratings yet
- AM Golden Rules of SafetyDocument7 pagesAM Golden Rules of SafetyAmit Ranjan KumarNo ratings yet
- SlabLengthOptimisationFlyTundish MainDocument7 pagesSlabLengthOptimisationFlyTundish MainAmit Ranjan KumarNo ratings yet
- Tayo Ar12 13Document70 pagesTayo Ar12 13Amit Ranjan KumarNo ratings yet
- Origins of ASTMDocument16 pagesOrigins of ASTMAmit Ranjan KumarNo ratings yet
- PS - Temperature ElementDocument2 pagesPS - Temperature ElementAmit Ranjan KumarNo ratings yet
- Mock Drill No - 3Document3 pagesMock Drill No - 3Amit Ranjan Kumar100% (1)
- Wa0000.Document1 pageWa0000.Amit Ranjan KumarNo ratings yet
- SPV-SPVF GB 08-15Document12 pagesSPV-SPVF GB 08-15Amit Ranjan KumarNo ratings yet
- Coal India Limited: Recruitment DivisionDocument10 pagesCoal India Limited: Recruitment DivisionAmit Ranjan KumarNo ratings yet
- Department of Metallurgical and Materials Engineering Notice For M.Tech StudentsDocument2 pagesDepartment of Metallurgical and Materials Engineering Notice For M.Tech StudentsAmit Ranjan KumarNo ratings yet
- Thanks For Choosing Swiggy, Amit ! Here Are Your Order Details: Delivery ToDocument2 pagesThanks For Choosing Swiggy, Amit ! Here Are Your Order Details: Delivery ToAmit Ranjan KumarNo ratings yet
- M.Tech Industrial Metallurgy - Opportunity at IIT HyderabadDocument2 pagesM.Tech Industrial Metallurgy - Opportunity at IIT HyderabadAmit Ranjan KumarNo ratings yet
- ADVERTISEMENT PH.D 2021Document9 pagesADVERTISEMENT PH.D 2021Amit Ranjan KumarNo ratings yet
- Time TableDocument1 pageTime TableAmit Ranjan KumarNo ratings yet
- Student Innovation Grant ProgramDocument1 pageStudent Innovation Grant ProgramAmit Ranjan KumarNo ratings yet
- Deformation and Martensitic TransformationDocument14 pagesDeformation and Martensitic TransformationAmit Ranjan KumarNo ratings yet
- Seniority Report 01062020 PDFDocument538 pagesSeniority Report 01062020 PDFAmit Ranjan KumarNo ratings yet
- Climate Responsive Design Strategies: Training and Knowledge Series On Sustainable BuildingsDocument1 pageClimate Responsive Design Strategies: Training and Knowledge Series On Sustainable BuildingsAmit Ranjan KumarNo ratings yet
- PaymentReceipt PDFDocument1 pagePaymentReceipt PDFAmit Ranjan KumarNo ratings yet
- Fisher1949 PDFDocument10 pagesFisher1949 PDFAmit Ranjan KumarNo ratings yet
- MT19S44024254scoreCardDocument1 pageMT19S44024254scoreCardAmit Ranjan KumarNo ratings yet
- MVLCDocument2 pagesMVLCzerferuzNo ratings yet
- Electrode E70TGDocument1 pageElectrode E70TGkapsarcNo ratings yet
- Covalence S1301-M Epoxy Primer: DescriptionDocument4 pagesCovalence S1301-M Epoxy Primer: DescriptionJuan Carlos Contreras CherresNo ratings yet
- Route Used For Collection and Transportation of Solid Waste of The CityDocument11 pagesRoute Used For Collection and Transportation of Solid Waste of The CityBro Patil100% (1)
- Yarn Eveness 1Document36 pagesYarn Eveness 1job wabwireNo ratings yet
- CrystallizationDocument7 pagesCrystallizationReggie DueñasNo ratings yet
- Water Guard Epdm MembraneDocument4 pagesWater Guard Epdm MembranefairmatechemicalNo ratings yet
- MCY4463PFRW4Document3 pagesMCY4463PFRW4Matheus Albuquerque de SaturnoNo ratings yet
- A Guide To Glycol PDFDocument58 pagesA Guide To Glycol PDFSarfaraz KhanNo ratings yet
- Metering SatamDocument3 pagesMetering SatamYohanes AzzisNo ratings yet
- Bs 8500 12006Document13 pagesBs 8500 12006hamzaali1976No ratings yet
- Stability After OpeningDocument1 pageStability After OpeningAndrew LahoreNo ratings yet
- BRM Flex Hone Catalog 2011Document64 pagesBRM Flex Hone Catalog 2011altexsteveNo ratings yet
- Polat Et Al-2016-Journal of Applied Polymer ScienceDocument9 pagesPolat Et Al-2016-Journal of Applied Polymer SciencePaulaMussoiCearonNo ratings yet
- Ecotoxicology and Environmental Safety: R. Sathish Kumar, G. Arthanareeswaran, Diby Paul, Ji Hyang KweonDocument6 pagesEcotoxicology and Environmental Safety: R. Sathish Kumar, G. Arthanareeswaran, Diby Paul, Ji Hyang KweonLintang Noor FitriaNo ratings yet
- Bridon Construction ProductsDocument16 pagesBridon Construction ProductsAnonymous UebIaD8A8CNo ratings yet
- Steps in A Chemical AnalysisDocument13 pagesSteps in A Chemical Analysisقناص المدينهNo ratings yet
- Polarization Cell: Paint / Coating Testing Instruments & Inspection KitsDocument1 pagePolarization Cell: Paint / Coating Testing Instruments & Inspection KitssudeepjosephNo ratings yet
- Surface TextureDocument53 pagesSurface TextureJayant SisodiaNo ratings yet
- Investigation 6b eDocument12 pagesInvestigation 6b eMBOTAKE LawsonNo ratings yet
- Panfleto 165-2017 - Instrumentation For Chlorine ServiceDocument30 pagesPanfleto 165-2017 - Instrumentation For Chlorine ServiceLucas OliverNo ratings yet
- Floor Wall and Ceiling Coverings Part 1 PDFDocument53 pagesFloor Wall and Ceiling Coverings Part 1 PDFIts JohnNo ratings yet
- Scheme Acer Iconia Tablet A100 Compal La 7251pDocument3 pagesScheme Acer Iconia Tablet A100 Compal La 7251pDeyProNo ratings yet
- Cellulose Fibre EngDocument4 pagesCellulose Fibre EngMAKRONNo ratings yet
- Astm A106 A106m 19Document6 pagesAstm A106 A106m 19Milady OyuelaNo ratings yet
- June 2015 (IAL) QP - Unit 1 Edexcel Chemistry A-LevelDocument21 pagesJune 2015 (IAL) QP - Unit 1 Edexcel Chemistry A-LevelNabindra RuwaliNo ratings yet
- Microsoft Word - 50-3100RDocument2 pagesMicrosoft Word - 50-3100RTan SoNo ratings yet
- 23045-Gp-Twm-Gf-Ip-Sd-202 - MepDocument1 page23045-Gp-Twm-Gf-Ip-Sd-202 - MepArun UdayabhanuNo ratings yet
- Cambridge IGCSE: Combined Science 0653/13Document16 pagesCambridge IGCSE: Combined Science 0653/13annwong85No ratings yet