Download as docx, pdf, or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Advanced Engineering Mathematics 8Th Edition Oneil Solutions Manual Full Chapter PDFDocument36 pagesAdvanced Engineering Mathematics 8Th Edition Oneil Solutions Manual Full Chapter PDFbetty.slaton822100% (23)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- I-Roast II ManualDocument16 pagesI-Roast II Manualcwp194483% (6)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- CH-1 Pressure Vessel Design-1Document33 pagesCH-1 Pressure Vessel Design-1Kemal GetisoNo ratings yet
- Chapter 3: Multistage Amplifiers: Innovative Entrepreneurial GlobalDocument29 pagesChapter 3: Multistage Amplifiers: Innovative Entrepreneurial GlobalMuhammad HafizNo ratings yet
- Relief Assistance Programme - Covid-19 Request Form: Customer DetailsDocument1 pageRelief Assistance Programme - Covid-19 Request Form: Customer DetailsMuhammad HafizNo ratings yet
- Chapter 2 PDFDocument45 pagesChapter 2 PDFMuhammad HafizNo ratings yet
- Action Owner ECD: Hole For ScrewDocument1 pageAction Owner ECD: Hole For ScrewMuhammad HafizNo ratings yet
- Summary of The Activities of Industrial TrainingDocument15 pagesSummary of The Activities of Industrial TrainingMuhammad HafizNo ratings yet
- Skee 1063 Week 11 EmosfetDocument13 pagesSkee 1063 Week 11 EmosfetMuhammad HafizNo ratings yet
- Jm506 Programmable Logic ControlDocument10 pagesJm506 Programmable Logic ControlMuhammad HafizNo ratings yet
- MAT CIB HACK 408 (SpeedHackSuperSpeedWireframeGunUnlimitedFlyHackJumpUnlimited)Document1 pageMAT CIB HACK 408 (SpeedHackSuperSpeedWireframeGunUnlimitedFlyHackJumpUnlimited)Muhammad HafizNo ratings yet
- Jj514 Project 1 Presentation: Automatic Honey ExtractorDocument21 pagesJj514 Project 1 Presentation: Automatic Honey ExtractorMuhammad Hafiz67% (3)
- Teracopy 2 27Document1 pageTeracopy 2 27Muhammad HafizNo ratings yet
- Report Untuk Budak Mekanik Sem 2Document3 pagesReport Untuk Budak Mekanik Sem 2Muhammad HafizNo ratings yet
- Simple Open SourceDocument3 pagesSimple Open SourceMuhammad HafizNo ratings yet
- BSS19860 04 MF&C Vis 2Document4 pagesBSS19860 04 MF&C Vis 2Johan TanNo ratings yet
- GP200 Series PC PDFDocument367 pagesGP200 Series PC PDFGrupo ServialexsNo ratings yet
- 12 (Jindal University) Precast Presentation For Pepscon 2017 02 21Document96 pages12 (Jindal University) Precast Presentation For Pepscon 2017 02 21shashank adigaNo ratings yet
- Rfa Monitoring - PGHDocument76 pagesRfa Monitoring - PGHRigelle DionisioNo ratings yet
- Design and Fabrication of Angular DrillingDocument8 pagesDesign and Fabrication of Angular DrillingvasanthNo ratings yet
- CVX SignageGuidelines091310 1.pdf - SFLB PDFDocument88 pagesCVX SignageGuidelines091310 1.pdf - SFLB PDFLeni Marfitri MaldiNo ratings yet
- LIST of EN81 RequirementDocument3 pagesLIST of EN81 RequirementAshraf MuhtarNo ratings yet
- Series 20: Installation and Maintenance ManualDocument25 pagesSeries 20: Installation and Maintenance ManualArivup PavalanNo ratings yet
- CT, CVT, La IiDocument73 pagesCT, CVT, La IiSayender Yadav E100% (1)
- Tesis Aislacion SismicaDocument185 pagesTesis Aislacion SismicaJosé Antonio Alarcón LeónNo ratings yet
- SOE - Sequence of EventsDocument9 pagesSOE - Sequence of EventsEdo AdityaNo ratings yet
- Volumetric and Gravimetric Analysis NotesDocument35 pagesVolumetric and Gravimetric Analysis NotesTasha RaviendranNo ratings yet
- Tension Control SystemsDocument2 pagesTension Control SystemsSheik HassanNo ratings yet
- Calculating The Inverse Z-TransformDocument10 pagesCalculating The Inverse Z-TransformJPR EEENo ratings yet
- Various Types of Shear ConnectorsDocument6 pagesVarious Types of Shear Connectorssilverware1No ratings yet
- Hydraulic BridgeDocument6 pagesHydraulic BridgeAkshit KhamesraNo ratings yet
- Manual ComancheDocument176 pagesManual ComancheMaximo gabriel MaranoNo ratings yet
- English Medium Lec. Physics-2 2020-Ok PDFDocument23 pagesEnglish Medium Lec. Physics-2 2020-Ok PDFSakib KhanNo ratings yet
- The Global Wgs 84 CoordinateDocument3 pagesThe Global Wgs 84 CoordinateBenedicta Dian AlfandaNo ratings yet
- CTBEST PVM 100 Engineering PrinciplesDocument29 pagesCTBEST PVM 100 Engineering PrinciplesrzepedacNo ratings yet
- 1.intro Electrical SafetyMicrosoft PowerPoint - PPT 1 Introduction To Electrical Safety 1 OshaDocument22 pages1.intro Electrical SafetyMicrosoft PowerPoint - PPT 1 Introduction To Electrical Safety 1 OshaMohd MuzaniNo ratings yet
- 5113-QAP-001 - QAP Skid Fabrication - Rev-B0Document4 pages5113-QAP-001 - QAP Skid Fabrication - Rev-B0mohana priyaNo ratings yet
- TERA Joint: Product Catalogue 2008 - 2009Document60 pagesTERA Joint: Product Catalogue 2008 - 2009Cosobea PetruNo ratings yet
- 997 2005-08 Workshop ManualDocument5,222 pages997 2005-08 Workshop Manualdann089100% (2)
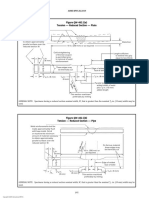
- Figure QW-462.1 (A) Tension - Reduced Section - Plate: ASME BPVC - IX-2019Document2 pagesFigure QW-462.1 (A) Tension - Reduced Section - Plate: ASME BPVC - IX-2019Carlos Lluen AquinoNo ratings yet
- JoomscandbDocument38 pagesJoomscandbMarcos ValleNo ratings yet
- Basic Types of Fans Used For Ventilating Underground MinesDocument15 pagesBasic Types of Fans Used For Ventilating Underground MinesNag Raj RockssNo ratings yet