Download as pdf or txt
You might also like
- Refractories For The Lime Kiln IndustriesDocument8 pagesRefractories For The Lime Kiln IndustriesFarshid Torabi100% (1)
- Alusaf Hillside Aluminium Smelter, Richards Bav: PaperDocument5 pagesAlusaf Hillside Aluminium Smelter, Richards Bav: PaperandyNo ratings yet
- Director of Fundraising Competency FrameworkDocument4 pagesDirector of Fundraising Competency FrameworkRobert BrownNo ratings yet
- Manual of YFD300 Ultrasonic Flaw DetectorDocument72 pagesManual of YFD300 Ultrasonic Flaw DetectorHenry CruzNo ratings yet
- DA4675 CFA Level II SmartSheet 2020 PDFDocument10 pagesDA4675 CFA Level II SmartSheet 2020 PDFMabelita Flores100% (3)
- TSL 2009 349Document7 pagesTSL 2009 349Soo Sang ParkNo ratings yet
- Presentation PlevenDocument34 pagesPresentation PlevenkorpakNo ratings yet
- 3 The Lead Zinc Industry in Canada - 1961 To 2011Document14 pages3 The Lead Zinc Industry in Canada - 1961 To 2011Mehdi AğayiNo ratings yet
- Nickel Sulfide Processing - Another Reason It Is The Devil's Metal Part 3: Hydrometallurgy of Nickel SulfidesDocument7 pagesNickel Sulfide Processing - Another Reason It Is The Devil's Metal Part 3: Hydrometallurgy of Nickel SulfidesheshamNo ratings yet
- Experimental Twin-Roll Casting Equipment For Production of Thin StripsDocument7 pagesExperimental Twin-Roll Casting Equipment For Production of Thin StripsVidya me20d015No ratings yet
- Development of A Cooling Technology For LD-ORP Slag at Nagoya WorksDocument5 pagesDevelopment of A Cooling Technology For LD-ORP Slag at Nagoya WorksMiroslav KecerNo ratings yet
- Metallurgical Requirements of Copper Smelting Refractories in Refining'Document3 pagesMetallurgical Requirements of Copper Smelting Refractories in Refining'VictorNo ratings yet
- Refractory Lining Project Corrected (Chapter 1)Document7 pagesRefractory Lining Project Corrected (Chapter 1)Don Rayburn PilanNo ratings yet
- 02 - MetE 414-Steelmaking 1 - Fall 2023Document29 pages02 - MetE 414-Steelmaking 1 - Fall 2023egesenturk2000No ratings yet
- The Pros and Cons of Reductive Matte Smelting For PGMsDocument4 pagesThe Pros and Cons of Reductive Matte Smelting For PGMsCristian Andres Florez VergaraNo ratings yet
- Article CIS 09 Pp.11-15Document5 pagesArticle CIS 09 Pp.11-15Maheswar SethiNo ratings yet
- Ground Granulated Blast-Furnace and Corex Slag - Comparative StudyDocument6 pagesGround Granulated Blast-Furnace and Corex Slag - Comparative Studyharihar prasadNo ratings yet
- 03 MinimillsDocument15 pages03 Minimillsershivkumar2002No ratings yet
- Literature Review On IronMakingDocument106 pagesLiterature Review On IronMakingAhmed WafiqNo ratings yet
- Copper Plant 2Document12 pagesCopper Plant 2maburaNo ratings yet
- Khagendra Kumar Dewangan 13119040 Mechanical Engineering (NITRR) BSP Sem. 2014/2015Document22 pagesKhagendra Kumar Dewangan 13119040 Mechanical Engineering (NITRR) BSP Sem. 2014/2015manish raiNo ratings yet
- Submerged Arc TechnologyDocument11 pagesSubmerged Arc TechnologymerlonicolaNo ratings yet
- 09C Processing and Applications of CeramicsDocument26 pages09C Processing and Applications of CeramicsAhmed AliNo ratings yet
- Slags From Steel ProductionDocument5 pagesSlags From Steel Productionjacky hansdahNo ratings yet
- An Overview of The Namakwa Sands Ilmenite Smelting OperationsDocument14 pagesAn Overview of The Namakwa Sands Ilmenite Smelting OperationsRays TioNo ratings yet
- FOAMINGOFSLAGSINEAFDocument10 pagesFOAMINGOFSLAGSINEAFJose LaraNo ratings yet
- Copper Extraction From The 60s. Into The 21st CenturyDocument25 pagesCopper Extraction From The 60s. Into The 21st CenturyPatricia FuenzalidaNo ratings yet
- Treatment of Gold-Bearing Solutions by Cementation With Metallic ZincDocument6 pagesTreatment of Gold-Bearing Solutions by Cementation With Metallic ZincInfernuzNo ratings yet
- Sponge Iron ManufacturingDocument14 pagesSponge Iron Manufacturingapi-2604165367% (3)
- Chapter-2. Steel Making ProcessDocument4 pagesChapter-2. Steel Making ProcessAnkur TanejaNo ratings yet
- 2011 Granshot Iron Granulation For Optimised Plant PDFDocument7 pages2011 Granshot Iron Granulation For Optimised Plant PDFkalai100% (2)
- Bindura Nickel Corporation Smelter Operations: E. DzingayiDocument16 pagesBindura Nickel Corporation Smelter Operations: E. DzingayiLorraineNo ratings yet
- FOAMINGOFSLAGSINEAFDocument10 pagesFOAMINGOFSLAGSINEAFDiego mena contrerasNo ratings yet
- International Journal of Heat and Technology: Received: 26 August 2021 Accepted: 21 April 2022Document7 pagesInternational Journal of Heat and Technology: Received: 26 August 2021 Accepted: 21 April 2022EREED saasaNo ratings yet
- 080 BergmanDocument10 pages080 BergmanYogesh LadNo ratings yet
- The Slag Foaming Practice in EAF and Its Influence On The Steelmaking ShopDocument10 pagesThe Slag Foaming Practice in EAF and Its Influence On The Steelmaking ShopcorozcoNo ratings yet
- Laputka 2021Document31 pagesLaputka 2021Stefany Alejandra Fonseca MoralesNo ratings yet
- 49 C Baudin - JECS - 31 - 697 - 703 - 2011Document8 pages49 C Baudin - JECS - 31 - 697 - 703 - 2011Adrian CaraballoNo ratings yet
- Improvement in The Steel-Pouring Ladle Lining Life in Open-Hearth Production of Zao Metallurgical Plant Petrostal'Document2 pagesImprovement in The Steel-Pouring Ladle Lining Life in Open-Hearth Production of Zao Metallurgical Plant Petrostal'happyNo ratings yet
- FP265 - 2 - High Performance Castable RefractoriesDocument8 pagesFP265 - 2 - High Performance Castable Refractoriesanandi2621998No ratings yet
- IronmakingDocument4 pagesIronmakingboy trio manikNo ratings yet
- The Twin-Roll Casting of Magnesium Alloys: S.S. Park, W.-J. Park, C.H. Kim, B.S. You, and Nack J. KimDocument5 pagesThe Twin-Roll Casting of Magnesium Alloys: S.S. Park, W.-J. Park, C.H. Kim, B.S. You, and Nack J. KimAshkan AsefiNo ratings yet
- Comparación de TecnologíaDocument7 pagesComparación de TecnologíaMARCELO HINOJOSA HERNANDEZNo ratings yet
- Induction Furnace Technology and Melting PDFDocument3 pagesInduction Furnace Technology and Melting PDFXantos YulianNo ratings yet
- Metal Od TroskaDocument16 pagesMetal Od TroskabamboNo ratings yet
- 3 Global Slag Roberti The SLAG REC Project PDFDocument6 pages3 Global Slag Roberti The SLAG REC Project PDFShraboni SinhaNo ratings yet
- Lect 2-Chapter II DR IDocument43 pagesLect 2-Chapter II DR IManisekaran N VNo ratings yet
- Calcination and RoastingDocument5 pagesCalcination and RoastingMisty TinggalenNo ratings yet
- A Review On Recycling of Refractories FoDocument4 pagesA Review On Recycling of Refractories FoSrikanth SrikantiNo ratings yet
- TA201P Individual ProjectDocument17 pagesTA201P Individual Projecthacker noviceNo ratings yet
- Paper ErzmetallDocument10 pagesPaper ErzmetallBASUKI OKENo ratings yet
- Industrial Uses of Slag. The Use and Re-Use of Iron and Steelmaking SlagsDocument15 pagesIndustrial Uses of Slag. The Use and Re-Use of Iron and Steelmaking SlagsYinetdJerezNo ratings yet
- 2022-03 Reprint Fives Low CO2Document3 pages2022-03 Reprint Fives Low CO2German Gabriel Anaya VegaNo ratings yet
- SC Siderurgica SA Hunedoara Company Profile 1994Document24 pagesSC Siderurgica SA Hunedoara Company Profile 1994combobyrudolf2No ratings yet
- Foundry Technology: Reference BooksDocument34 pagesFoundry Technology: Reference BooksGowtham VishvakarmaNo ratings yet
- Metals 11 01108Document12 pagesMetals 11 01108John TorrezNo ratings yet
- Foundry I - Complete Lab Manual at WWW.07MET - TKDocument18 pagesFoundry I - Complete Lab Manual at WWW.07MET - TKAnil Kumar100% (1)
- Hoang 2009Document10 pagesHoang 2009Mohammad SoltaniNo ratings yet
- Calculation of The Formation Process of Clinker inDocument7 pagesCalculation of The Formation Process of Clinker inYounas BugtiNo ratings yet
- Hobby Metal Casting Made Easy - Melting Metal and Hobby Metalcasting Information How To Build Homebuilt Backyard Foundry How To Build Furnace Plans Step by STDocument9 pagesHobby Metal Casting Made Easy - Melting Metal and Hobby Metalcasting Information How To Build Homebuilt Backyard Foundry How To Build Furnace Plans Step by STFernando SotoNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Lead Smelting and Refining, With Some Notes on Lead MiningFrom EverandLead Smelting and Refining, With Some Notes on Lead MiningNo ratings yet
- Florence Nightingale QuizDocument1 pageFlorence Nightingale QuizPrasanthanNo ratings yet
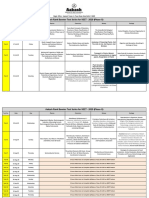
- Aakash Rank Booster Test Series For NEET - 2020 (Phase-II)Document2 pagesAakash Rank Booster Test Series For NEET - 2020 (Phase-II)PrasanthanNo ratings yet
- Flashcards - Topic 5.5 Anaerobic Respiration - Edexcel (B) Biology A-LevelDocument27 pagesFlashcards - Topic 5.5 Anaerobic Respiration - Edexcel (B) Biology A-LevelPrasanthanNo ratings yet
- 2020 Results Decision Map For Students: Are My Grades Correct? I'm Not Happy With My Results/gradesDocument2 pages2020 Results Decision Map For Students: Are My Grades Correct? I'm Not Happy With My Results/gradesPrasanthanNo ratings yet
- Flashcards - Topic 4.5 Transport of Gases in The Blood - Edexcel (B) Biology A-LevelDocument17 pagesFlashcards - Topic 4.5 Transport of Gases in The Blood - Edexcel (B) Biology A-LevelPrasanthanNo ratings yet
- Flashcards - Topic 7.2 Factors Affecting Gene Expression - Edexcel (B) Biology A-LevelDocument19 pagesFlashcards - Topic 7.2 Factors Affecting Gene Expression - Edexcel (B) Biology A-LevelPrasanthanNo ratings yet
- Flashcards - Topic 4.7 Transport in Plants - Edexcel (B) Biology A-Level PDFDocument27 pagesFlashcards - Topic 4.7 Transport in Plants - Edexcel (B) Biology A-Level PDFPrasanthanNo ratings yet
- Flashcards - Topic 4.1 Surface Area To Volume Ratio - Edexcel (B) Biology A-LevelDocument7 pagesFlashcards - Topic 4.1 Surface Area To Volume Ratio - Edexcel (B) Biology A-LevelPrasanthanNo ratings yet
- Flashcards - Topic 6.7 Response To Infection - Edexcel (B) Biology A-Level PDFDocument37 pagesFlashcards - Topic 6.7 Response To Infection - Edexcel (B) Biology A-Level PDFPrasanthanNo ratings yet
- Flashcards - Topic 4.2 Cell Transport Mechanisms - Edexcel (B) Biology A-Level PDFDocument27 pagesFlashcards - Topic 4.2 Cell Transport Mechanisms - Edexcel (B) Biology A-Level PDFPrasanthanNo ratings yet
- Nomad SchoolDocument10 pagesNomad SchoolERUA HACKATHONNo ratings yet
- Inner Cicle Frank KernDocument3 pagesInner Cicle Frank KernJapa Tamashiro JrNo ratings yet
- City of Hamilton - Vivid 2019 City of Hamilton Public Art InitiativeDocument6 pagesCity of Hamilton - Vivid 2019 City of Hamilton Public Art InitiativeBernewsAdminNo ratings yet
- 1Q Planificación Microcurricular 8thDocument1 page1Q Planificación Microcurricular 8thAbigail Sisalema BastidasNo ratings yet
- FDN-218144 Introduction To The Social and Medical Models of DisabilityDocument4 pagesFDN-218144 Introduction To The Social and Medical Models of DisabilityAarya TripathiNo ratings yet
- Nivel Básico de Inglés Septiembre 2016 Comprensión de Lectura Modelo de CorrecciónDocument8 pagesNivel Básico de Inglés Septiembre 2016 Comprensión de Lectura Modelo de CorrecciónEsther León JorgeNo ratings yet
- Analysis Study About Service Quality Improvement of Pt. Putra Indonosa Garment KonveksiDocument10 pagesAnalysis Study About Service Quality Improvement of Pt. Putra Indonosa Garment KonveksiAsep SupriatnaNo ratings yet
- Sine Bar'Document6 pagesSine Bar'Jonathan PereiraNo ratings yet
- Letter VirajDocument1 pageLetter VirajPratyushAgarwalNo ratings yet
- WiFi Troubleshooting CheatSheetDocument21 pagesWiFi Troubleshooting CheatSheetVee Pal100% (1)
- The Language of Legal DocumentsDocument15 pagesThe Language of Legal DocumentsAldo CokaNo ratings yet
- Avnet TP Sap Arp PL May14Document77 pagesAvnet TP Sap Arp PL May14Kathak DancerNo ratings yet
- Tectonic Evolution of Mogok Metamorphic BeltDocument21 pagesTectonic Evolution of Mogok Metamorphic BeltOak KarNo ratings yet
- CHAPTER 7 Solid Waste ManagementDocument28 pagesCHAPTER 7 Solid Waste Managementdaabgchi67% (3)
- Institute of Food Security (Food Corporation of India) Gurgaon Management Trainee Batch:V/2010 Objective Test:Commercial (Sales&Export)Document2 pagesInstitute of Food Security (Food Corporation of India) Gurgaon Management Trainee Batch:V/2010 Objective Test:Commercial (Sales&Export)Swarup MukherjeeNo ratings yet
- Sale Deed: ORGANISATION (AWHO), (PAN No. AABTA4251G) A Society Registered UnderDocument26 pagesSale Deed: ORGANISATION (AWHO), (PAN No. AABTA4251G) A Society Registered Undernaveen KumarNo ratings yet
- 3 - Kamal Sai NelloreDocument3 pages3 - Kamal Sai NelloreDinesh JNo ratings yet
- Multiple Pilomatricomas in The Setting of Myotonic DystrophyDocument3 pagesMultiple Pilomatricomas in The Setting of Myotonic DystrophyArchana SinghNo ratings yet
- Name: Waguma Leticia: Jomo Kenyatta University of Agriculture and Technology Nakuru CampusDocument9 pagesName: Waguma Leticia: Jomo Kenyatta University of Agriculture and Technology Nakuru CampusWaguma LeticiaNo ratings yet
- Project Identification and SelectionDocument8 pagesProject Identification and SelectionSathish Jayakumar50% (6)
- Certificate NosDocument18 pagesCertificate NosSinchana SinchuNo ratings yet
- REPORT Phulkari PDFDocument19 pagesREPORT Phulkari PDFVritti Malhotra100% (2)
- Setting and Hardening of ConcreteDocument30 pagesSetting and Hardening of ConcreteManjer123No ratings yet
- Sh2016 EbookDocument764 pagesSh2016 Ebooksustainablehousing16100% (1)
- Official Business Form: Itinerary/Destination Purpose (S) Time of Departure ReturnDocument3 pagesOfficial Business Form: Itinerary/Destination Purpose (S) Time of Departure ReturnAngelo AdelantarNo ratings yet
- BBRIP - Monitoring ToolDocument2 pagesBBRIP - Monitoring ToolGeraldine N. VitoNo ratings yet
- 6068 Catalog Heritage Auctions Fine MineralsDocument266 pages6068 Catalog Heritage Auctions Fine Mineralsreuvek6957100% (3)