Download as docx, pdf, or txt
You might also like
- Night Vision Technology ReportDocument21 pagesNight Vision Technology ReportPradeepdarshan Pradeep100% (3)
- Fir-001 - 10 03 18Document1 pageFir-001 - 10 03 18Kartik SolankiNo ratings yet
- Approval of MPI ProcedureDocument17 pagesApproval of MPI ProcedureimranNo ratings yet
- BK91 1310 CPF VED 003 QAC H03 0001 - A NDE Procedure For Centrifugal PumpsDocument69 pagesBK91 1310 CPF VED 003 QAC H03 0001 - A NDE Procedure For Centrifugal PumpsPanneer SelvamNo ratings yet
- Hardness Testing ProcedureDocument6 pagesHardness Testing Procedurevaradaraj n sharmaNo ratings yet
- 12 MT ProcedureDocument17 pages12 MT ProcedureThân KhaNo ratings yet
- AsuuuuuuuuuuuuDocument22 pagesAsuuuuuuuuuuuuyusuf akbar100% (1)
- LPT Written ProcedureDocument8 pagesLPT Written ProcedureManikantaSumanthNo ratings yet
- MPI Cal Cert-002 SampleDocument1 pageMPI Cal Cert-002 SampleJohn OLiverNo ratings yet
- Ultrasonic Test Report: Probe: Frequency: Type: Size: Angle: Reference Sensitivity (DB) ScanDocument1 pageUltrasonic Test Report: Probe: Frequency: Type: Size: Angle: Reference Sensitivity (DB) ScanZafar BhiwandiwalaNo ratings yet
- Document: NO.:: Ultrasonic ExaminationDocument41 pagesDocument: NO.:: Ultrasonic ExaminationDamar WardhanaNo ratings yet
- 1.0 Scope:: NDT & Corrosion Control ServicesDocument1 page1.0 Scope:: NDT & Corrosion Control Servicesm_armoutiNo ratings yet
- SMS-604-MT-003 Magnetic - API 1104 - B31.8 - Rev 3Document16 pagesSMS-604-MT-003 Magnetic - API 1104 - B31.8 - Rev 3Cak NhassNo ratings yet
- PT-Liquid Penetrant Testing Procedure R01 - 2 2Document12 pagesPT-Liquid Penetrant Testing Procedure R01 - 2 2George Ogbeche100% (1)
- Obite TC & Ogbogu Cluster - Ultrasonic Examination Procedure For Steel StructureDocument22 pagesObite TC & Ogbogu Cluster - Ultrasonic Examination Procedure For Steel StructureeetuaNo ratings yet
- Hardness TestDocument117 pagesHardness TestMohdHuzairiRusliNo ratings yet
- D-p5-Bv-pd-006 - Tofd, Issue 01, Rev 00 - Time of Flight Diffraction InspectionDocument33 pagesD-p5-Bv-pd-006 - Tofd, Issue 01, Rev 00 - Time of Flight Diffraction InspectionThinh NguyenNo ratings yet
- Pt. Saferad Servis Indonesia: Ultrasonic Inspection ReportDocument3 pagesPt. Saferad Servis Indonesia: Ultrasonic Inspection Reportkucing_batam0% (1)
- Procedure For Liquid Penetrant ExaminationDocument12 pagesProcedure For Liquid Penetrant ExaminationShashank ParmarNo ratings yet
- Visual Testing of Asme Codes & Iso Standars Differences and SimilaritiesDocument2 pagesVisual Testing of Asme Codes & Iso Standars Differences and SimilaritiesNaik Kiran GopiNo ratings yet
- Techno NDT Services: Ultrasonic Flaw Detection ReportDocument1 pageTechno NDT Services: Ultrasonic Flaw Detection Reportram dreamsNo ratings yet
- 26071-JO-HSE-020 Random Alcohol & Drug Test Form Rev1Document1 page26071-JO-HSE-020 Random Alcohol & Drug Test Form Rev1medicdaeah pkg3100% (1)
- 10 NDE ControlDocument6 pages10 NDE ControlShahbaz AlamNo ratings yet
- Magnetic Particle Testing ReporDocument2 pagesMagnetic Particle Testing ReporGabriela MotaNo ratings yet
- Rp-20-Ut-011-Tcr-Saudi CementDocument1 pageRp-20-Ut-011-Tcr-Saudi CementRonel John Rodriguez CustodioNo ratings yet
- Welder Performace Qualification Report 2014..Document132 pagesWelder Performace Qualification Report 2014..Kayra Riri ChirulNo ratings yet
- 3D 301 Header AnalysisDocument19 pages3D 301 Header AnalysisMahmoud GaberNo ratings yet
- I-2.52-E Ultrasonic ProcedureDocument35 pagesI-2.52-E Ultrasonic ProcedureMohanadNo ratings yet
- International Limited: Certificate of Visual Examination and MpiDocument2 pagesInternational Limited: Certificate of Visual Examination and MpiMichael OkwuwaNo ratings yet
- WI-08 - Work Instruction For Use of UTM 18.03.2021Document1 pageWI-08 - Work Instruction For Use of UTM 18.03.2021Saurav KumarNo ratings yet
- Laser Cleaning Machine ManualDocument17 pagesLaser Cleaning Machine ManualForfi RithNo ratings yet
- MI Barite Tank 2 Mpi RepDocument7 pagesMI Barite Tank 2 Mpi RepChristopher Jones100% (1)
- SMS-603-UT-003 Ultrasonic - API 1104 - B31.8 - Rev 3 PDFDocument20 pagesSMS-603-UT-003 Ultrasonic - API 1104 - B31.8 - Rev 3 PDFDewAngga YudistiraNo ratings yet
- Engineering Specifications - Inspection: Rev. FDocument17 pagesEngineering Specifications - Inspection: Rev. Fstephen lewellen100% (1)
- STS QAC SOP 006 Repair Procedure For Stainless SteelDocument5 pagesSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriNo ratings yet
- UT Procedure Rev.8Document15 pagesUT Procedure Rev.8kalaiselvanNo ratings yet
- Prosedur Magnetik Particle TestingDocument14 pagesProsedur Magnetik Particle TestingIkhsan DalimuntheNo ratings yet
- REPORT-MT 21.10.2022 (Test)Document2 pagesREPORT-MT 21.10.2022 (Test)Nhien ManNo ratings yet
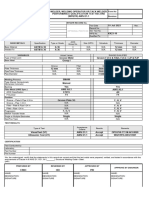
- 3g Tar WPQTR Form Aws d1.1Document2 pages3g Tar WPQTR Form Aws d1.1Scott AdkinsNo ratings yet
- Procedure of UT-TestDocument2 pagesProcedure of UT-TestJohn ShermanNo ratings yet
- Trinity Transformer PVT LTD: Liquidpenetrant Examination ReportDocument2 pagesTrinity Transformer PVT LTD: Liquidpenetrant Examination ReportipraoNo ratings yet
- 3 - RPD - RT - B31.3 - 03 - Radiographic, Rev 00Document25 pages3 - RPD - RT - B31.3 - 03 - Radiographic, Rev 00Abdul KharisNo ratings yet
- Uttm ReportDocument2 pagesUttm ReportVajid Madathil100% (1)
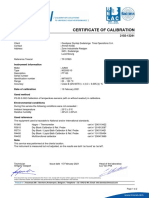
- Certificate of Calibration: Customer InformationDocument2 pagesCertificate of Calibration: Customer InformationSazzath HossainNo ratings yet
- Pt. Astar Testing & InspectionDocument2 pagesPt. Astar Testing & InspectionSASINo ratings yet
- Mpi Pipe Rack PR 03-1.Document1 pageMpi Pipe Rack PR 03-1.Khalil ChabbouhNo ratings yet
- Calibration CertificateDocument2 pagesCalibration CertificatemangengueyNo ratings yet
- Welder Qualification Test For GMAW STT FCAWDocument2 pagesWelder Qualification Test For GMAW STT FCAWSyed Mahmud Habibur RahmanNo ratings yet
- Visual Examination ProcedureDocument23 pagesVisual Examination ProcedureEdAlmNo ratings yet
- UT ProcedureDocument14 pagesUT ProcedureKarim ChenwiNo ratings yet
- SAIW Certification - NDT - NDT LogbookDocument19 pagesSAIW Certification - NDT - NDT Logbookkhairy2013No ratings yet
- 5111FA-Assessment Report-Shell & Roof Rev.1Document14 pages5111FA-Assessment Report-Shell & Roof Rev.1Hosam AhmedNo ratings yet
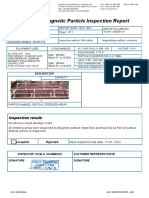
- Magnetic Particle Inspection Report: Test Performed by Witnessed/ Reviewed by Aries Client Class/TpiDocument1 pageMagnetic Particle Inspection Report: Test Performed by Witnessed/ Reviewed by Aries Client Class/TpiMurugan Raja100% (1)
- Fm-Ti-050 - Rev.0 Inspection Report Ultrasonic Examination - Eff.170107Document1 pageFm-Ti-050 - Rev.0 Inspection Report Ultrasonic Examination - Eff.170107Jindarat KasemsooksakulNo ratings yet
- NDT Steel CastingsDocument17 pagesNDT Steel CastingsWoodrow FoxNo ratings yet
- Insulation Inspection ReportDocument1 pageInsulation Inspection ReportKarthikNo ratings yet
- Rapid p0030 CPP U0030 Qac Mom 0024 Quality MeetingDocument13 pagesRapid p0030 CPP U0030 Qac Mom 0024 Quality MeetingAtuk Safiz100% (1)
- Paharpur Cooling Towers LTD: Magnetic Particle Testing ReportDocument1 pagePaharpur Cooling Towers LTD: Magnetic Particle Testing ReportGoutam Kumar DebNo ratings yet
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Document19 pagesHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Mohamed AtefNo ratings yet
- ResumeDocument5 pagesResumeHemant ChaudharyNo ratings yet
- Nde ProceduresDocument66 pagesNde Proceduressoumaya yahyaouiNo ratings yet
- A Plastic Solar Water Purifier With High Output: John WardDocument5 pagesA Plastic Solar Water Purifier With High Output: John WardDrEmadEl-SaidNo ratings yet
- Gold Ore Processing PlantDocument4 pagesGold Ore Processing Plantjafer2000No ratings yet
- CPE 722 Applied Fluid Mechanics: Republic of The Philippines Central Luzon State University College of EngineeringDocument13 pagesCPE 722 Applied Fluid Mechanics: Republic of The Philippines Central Luzon State University College of EngineeringNikka Briones Domingo100% (1)
- Fosroc Nitoflor Lithurin 2: Hardening and Dustproofing Compound For Concrete Surfaces Uses Properties PenetrationDocument2 pagesFosroc Nitoflor Lithurin 2: Hardening and Dustproofing Compound For Concrete Surfaces Uses Properties PenetrationVincent JavateNo ratings yet
- Science 9 Module 3Document3 pagesScience 9 Module 3cherish calachanNo ratings yet
- Whitepaper - Particle Counters For Oil Analysis - Design & Specifications PDFDocument4 pagesWhitepaper - Particle Counters For Oil Analysis - Design & Specifications PDFAhmed El-ShafeiNo ratings yet
- 1.ijewm2201-0417nagamalleswararao 187840 PDFDocument11 pages1.ijewm2201-0417nagamalleswararao 187840 PDFPIDNo ratings yet
- Cast Iron: Iron Cementite Phase DiagramDocument24 pagesCast Iron: Iron Cementite Phase DiagramAnonymous w6v7JWfr5No ratings yet
- Organic Chemistry Power PointDocument30 pagesOrganic Chemistry Power PointTai PanNo ratings yet
- A Reaction Is Second Order With Respect To A Reaction. How Is The Rate of Reaction Affected If The Concentration of The ReactantDocument1 pageA Reaction Is Second Order With Respect To A Reaction. How Is The Rate of Reaction Affected If The Concentration of The ReactantAakriti JainNo ratings yet
- Carbon Black - EncapsulationDocument10 pagesCarbon Black - EncapsulationWaltoy DinizNo ratings yet
- Tests On Bamboo: Compressive TestingDocument3 pagesTests On Bamboo: Compressive TestingMr.Bhaskar WabhitkarNo ratings yet
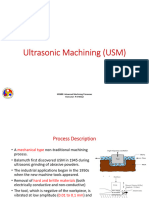
- Me688 UsmDocument39 pagesMe688 UsmKETU PRINCE LEKUNo ratings yet
- The Competition Problems From The International Chemistry OlympiadsDocument408 pagesThe Competition Problems From The International Chemistry Olympiadsnguyenchuong129No ratings yet
- Floor Cleaner Making ClassesDocument8 pagesFloor Cleaner Making ClassesMuhammad FaisalNo ratings yet
- The Citric Acid CycleDocument5 pagesThe Citric Acid CycleCarlton GrantNo ratings yet
- Chemical ParametersDocument6 pagesChemical ParametersAtika Yulliana SariNo ratings yet
- 3 Novec™ 1230 Fire Protection Fluid Data SheetDocument4 pages3 Novec™ 1230 Fire Protection Fluid Data SheetL ONo ratings yet
- SDS - Pine GelDocument4 pagesSDS - Pine GelMohan KNo ratings yet
- Blank Sample PQR Form (SAW - Page 1) Procedure Qualification Record (PQR)Document2 pagesBlank Sample PQR Form (SAW - Page 1) Procedure Qualification Record (PQR)GMNo ratings yet
- Iso 17655 2003Document9 pagesIso 17655 2003azzaz abdelatifNo ratings yet
- AQA A Level Chem CH9 Practice Question AnswersDocument3 pagesAQA A Level Chem CH9 Practice Question AnswersMahebul MazidNo ratings yet
- Specific HeatDocument2 pagesSpecific HeatAina Beñasfre RafalesNo ratings yet
- Guide To Writing A Welding Procedure Specification - December 2015Document23 pagesGuide To Writing A Welding Procedure Specification - December 2015arnoldbatista55100% (3)
- Chemistry Notes (Chapter 1)Document14 pagesChemistry Notes (Chapter 1)NiranjanNo ratings yet
- Vinpocetine TabletsDocument1 pageVinpocetine TabletsWH PANDWNo ratings yet
- World Journal of Pharmaceutical ResearchDocument14 pagesWorld Journal of Pharmaceutical ResearchDevanandDongreNo ratings yet
- Company List - ThaneDocument400 pagesCompany List - Thanemitalisorthi100% (2)
- Waste Water - Coke PlantDocument13 pagesWaste Water - Coke PlantSejla Becirovic Cehajic100% (1)