Download as pdf or txt
You might also like
- Night Vision Technology ReportDocument21 pagesNight Vision Technology ReportPradeepdarshan Pradeep100% (3)
- Organic Chemistry, Second Edition Janice Gorzynski Smith, ch2Document16 pagesOrganic Chemistry, Second Edition Janice Gorzynski Smith, ch2sungyeon heoNo ratings yet
- Hmel GGSRP Bathinda 16/43: Piping Material Specification 6922-6-44-0005 Rev. 0Document81 pagesHmel GGSRP Bathinda 16/43: Piping Material Specification 6922-6-44-0005 Rev. 0Krunal Shaj100% (1)
- Technical Delivery Conditions For Seamless Carbon Steel FittingsDocument2 pagesTechnical Delivery Conditions For Seamless Carbon Steel FittingsTanpreet Singh100% (1)
- Technical Data NRL 02301Document8 pagesTechnical Data NRL 02301Attiq Ahmad ChoudhryNo ratings yet
- Standard Material SpecificationsDocument9 pagesStandard Material Specificationsmohsen ranjbarNo ratings yet
- P3TF49 - S3 BorescopeDocument12 pagesP3TF49 - S3 BorescopeRajesh KannanNo ratings yet
- Pages From g446 0828 2810 Itp 0100 0046 Rev 05 Final Approved 2Document4 pagesPages From g446 0828 2810 Itp 0100 0046 Rev 05 Final Approved 2Vinay YadavNo ratings yet
- Purchase Spec. For Tubes (Sa213 TP321)Document5 pagesPurchase Spec. For Tubes (Sa213 TP321)Daison PaulNo ratings yet
- Spec Report - 20150922Document1,507 pagesSpec Report - 20150922Midhun K Chandrabose100% (1)
- MD1-0-T-030-05-00070 - 3 ITP For Field Erected TankDocument14 pagesMD1-0-T-030-05-00070 - 3 ITP For Field Erected TankTran Khuynh100% (1)
- Sa 320 PDFDocument13 pagesSa 320 PDFRaju SkNo ratings yet
- 03-M-U-300819 Installation Instruction For Cold Box of Air Separation PlantDocument40 pages03-M-U-300819 Installation Instruction For Cold Box of Air Separation PlantmahmoudNo ratings yet
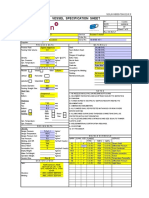
- Vessel Specification SheetDocument2 pagesVessel Specification Sheetangel gabriel perez valdezNo ratings yet
- 645295-P56790A-0154 - 01 Acoustic Insulation PDFDocument18 pages645295-P56790A-0154 - 01 Acoustic Insulation PDFAnsar AliNo ratings yet
- TDC 003 - SS Pipes - r0Document1 pageTDC 003 - SS Pipes - r0samkarthik47No ratings yet
- ASME9 DrawingDocument1 pageASME9 DrawingÇağrı TansuğNo ratings yet
- TQ - Air Fin Cooler (CS) - ModificationDocument6 pagesTQ - Air Fin Cooler (CS) - ModificationAvinash ShuklaNo ratings yet
- Double Pipe and Multitube IP 6-2-1 Hairpin Heat Exchangers: Section 1 - GeneralDocument7 pagesDouble Pipe and Multitube IP 6-2-1 Hairpin Heat Exchangers: Section 1 - Generalhcsharma1967No ratings yet
- ELT-01-EP-TS-0005 - Specification For Manual Valve - R0Document20 pagesELT-01-EP-TS-0005 - Specification For Manual Valve - R0jorgekarlosprNo ratings yet
- 6-15-0006 Rev 4Document7 pages6-15-0006 Rev 4cynideNo ratings yet
- Purchase Spec. For Tubes (Sa789 S31803)Document6 pagesPurchase Spec. For Tubes (Sa789 S31803)Daison PaulNo ratings yet
- 5D Bends Combine RFQDocument376 pages5D Bends Combine RFQMuhammad Ghufran KhanNo ratings yet
- No.: HURL-G-ED-C00-STA-SPC-000-D102 Engineering Specification For Pressure VesselsDocument38 pagesNo.: HURL-G-ED-C00-STA-SPC-000-D102 Engineering Specification For Pressure VesselsDarshan PanchalNo ratings yet
- Astm A179 PDFDocument1 pageAstm A179 PDFgaminNo ratings yet
- Sij Acroni - MTC 2Document4 pagesSij Acroni - MTC 2betabarathNo ratings yet
- 6 44 0005 A2Document25 pages6 44 0005 A2S.selvakumarNo ratings yet
- Interplant Standard - Steel Industry: Code of Practice For Oxygen Gas Pipeline IPSS:1-06-034-17 (First Revision)Document17 pagesInterplant Standard - Steel Industry: Code of Practice For Oxygen Gas Pipeline IPSS:1-06-034-17 (First Revision)siddhesh_guessNo ratings yet
- Closure Data PEDocument2 pagesClosure Data PEjowar100% (1)
- Specifications of LR BendDocument11 pagesSpecifications of LR BendPrafulla PatilNo ratings yet
- Bill of Material Piping: Linde EngineeringDocument2 pagesBill of Material Piping: Linde EngineeringKreshna Wisnu BrataNo ratings yet
- Material and Equipment Standard For Large Welded Low Pressure Storage Tanks M-Me-110Document17 pagesMaterial and Equipment Standard For Large Welded Low Pressure Storage Tanks M-Me-110Javeed A. KhanNo ratings yet
- 6-79-0013 Rev 2Document6 pages6-79-0013 Rev 2MONER MANUSNo ratings yet
- WPS-PQR - PipingDocument14 pagesWPS-PQR - PipingCharwin PicaoNo ratings yet
- Defects in Seamless TubesDocument4 pagesDefects in Seamless TubesAgniva DuttaNo ratings yet
- STD-InSP-0007 (Fitting Inspection Report)Document3 pagesSTD-InSP-0007 (Fitting Inspection Report)airbroomNo ratings yet
- Volume3A MechDocument321 pagesVolume3A MechAdeel JamilNo ratings yet
- TDC 1150Document3 pagesTDC 1150shazanNo ratings yet
- TDC 004 CS Fittings r0Document1 pageTDC 004 CS Fittings r0samkarthik47No ratings yet
- A545-6-44-0016 - Rev-3 NDT NEW SPECDocument20 pagesA545-6-44-0016 - Rev-3 NDT NEW SPECSaheb YadavNo ratings yet
- Piping Material EquivalentsDocument1 pagePiping Material EquivalentspejnorozyNo ratings yet
- 1.0 Scope: Special Requirements For Equipment Purchased For Gaseous Oxygen ServiceDocument13 pages1.0 Scope: Special Requirements For Equipment Purchased For Gaseous Oxygen ServiceandhucaosNo ratings yet
- Pressure Vessel SpecificationDocument15 pagesPressure Vessel Specificationmichael chiwuezeNo ratings yet
- 5ST0307 - 017-T1-Me-Das-259 - 1 PDFDocument5 pages5ST0307 - 017-T1-Me-Das-259 - 1 PDFRishabh Verma100% (1)
- 1 Engg DBD PP 010Document19 pages1 Engg DBD PP 010sanketNo ratings yet
- Bolt TighteningDocument13 pagesBolt Tighteningwali banNo ratings yet
- PFI ES 42 1996 Standard For PositiveDocument7 pagesPFI ES 42 1996 Standard For Positiveahmad effendiNo ratings yet
- Material Requisition For Expansion Joint - Rev1Document4 pagesMaterial Requisition For Expansion Joint - Rev1altipatlar100% (1)
- Duplex Ss Welding PDF FreeDocument8 pagesDuplex Ss Welding PDF Freeel_sharkawy2011No ratings yet
- AB-031A Minimum Required Information Form The Submitter For Pressure Vessels Heat Exchangers and BoilersDocument1 pageAB-031A Minimum Required Information Form The Submitter For Pressure Vessels Heat Exchangers and BoilersTrung NguyenNo ratings yet
- Eil Spec Bo16-000-80-44-Ol-S001 Rev ADocument2 pagesEil Spec Bo16-000-80-44-Ol-S001 Rev AjaganNo ratings yet
- Technical Specification Stainless Steel Heat Exchangers: Project No: 338033Document13 pagesTechnical Specification Stainless Steel Heat Exchangers: Project No: 338033jdgh1986No ratings yet
- WI 2403 5C6 Simulated Post Weld Heat TreatmentDocument2 pagesWI 2403 5C6 Simulated Post Weld Heat Treatmentzhiqianxu100% (1)
- Microsoft Word - Material Selection GuidelinesDocument3 pagesMicrosoft Word - Material Selection Guidelinesarjun SinghNo ratings yet
- Material Information Sheet For Plates: Erndtebrücker EisenwerkDocument2 pagesMaterial Information Sheet For Plates: Erndtebrücker EisenwerkAhmad KamilNo ratings yet
- 1.0 Scope: Welding of Carbon Steel PipingDocument3 pages1.0 Scope: Welding of Carbon Steel PipingandhucaosNo ratings yet
- Index - Amendment To TBPDocument4 pagesIndex - Amendment To TBPVineet 01No ratings yet
- Sa 672Document7 pagesSa 672lalitaliNo ratings yet
- Tender No. & Date: DFD9449L11/06 15.09.2010: Oil India LimitedDocument23 pagesTender No. & Date: DFD9449L11/06 15.09.2010: Oil India LimitedpvlenggNo ratings yet
- Piping SpecificationDocument59 pagesPiping SpecificationSiva Ram75% (4)
- Structural Fabrication SpecificationDocument18 pagesStructural Fabrication Specificationravirawat15No ratings yet
- 000-GD-C-002 R.2 Civil & Structural DesignDocument16 pages000-GD-C-002 R.2 Civil & Structural DesignJavier PachariNo ratings yet
- Indra: For ConstructionDocument48 pagesIndra: For Constructionsumit kumarNo ratings yet
- Appendix 1 - Referenc ProjectsDocument2 pagesAppendix 1 - Referenc Projectssumit kumarNo ratings yet
- S-000-1222-001 BeddDocument30 pagesS-000-1222-001 Beddsumit kumarNo ratings yet
- Indra: For ConstructionDocument28 pagesIndra: For Constructionsumit kumarNo ratings yet
- Indra: For ConstructionDocument8 pagesIndra: For Constructionsumit kumarNo ratings yet
- Appendix 3 - Priliminary PFDDocument1 pageAppendix 3 - Priliminary PFDsumit kumarNo ratings yet
- Indra: For ConstructionDocument25 pagesIndra: For Constructionsumit kumarNo ratings yet
- Indra: For ConstructionDocument25 pagesIndra: For Constructionsumit kumarNo ratings yet
- Pveng: Vessel With Large Opening Pve Sample VesselDocument1 pagePveng: Vessel With Large Opening Pve Sample VesselSivateja NallamothuNo ratings yet
- Untitled2 PDFDocument1 pageUntitled2 PDFsumit kumarNo ratings yet
- Appendix 2 - Example 3D Model PDFDocument1 pageAppendix 2 - Example 3D Model PDFsumit kumarNo ratings yet
- 7-12-0026 Rev6 (Earthing Lug)Document1 page7-12-0026 Rev6 (Earthing Lug)sumit kumarNo ratings yet
- GPRS Line Sizes Velocity Max 25 M-SDocument1 pageGPRS Line Sizes Velocity Max 25 M-Ssumit kumarNo ratings yet
- 7-12-0037 Rev4 (SR Nozzle Neck)Document1 page7-12-0037 Rev4 (SR Nozzle Neck)sumit kumarNo ratings yet
- Improved Spectrometric Analysis For Positive Material Identification (PMI)Document14 pagesImproved Spectrometric Analysis For Positive Material Identification (PMI)sumit kumarNo ratings yet
- Inspection and Test Plan FOR Filter Separator/CoalescerDocument6 pagesInspection and Test Plan FOR Filter Separator/Coalescersumit kumarNo ratings yet
- 7-12-0020 Rev6 (Inlet Deflector Baffles) PDFDocument1 page7-12-0020 Rev6 (Inlet Deflector Baffles) PDFsumit kumarNo ratings yet
- 7-12-0008 Rev6 (Lug Support For Vertical Vessel) PDFDocument1 page7-12-0008 Rev6 (Lug Support For Vertical Vessel) PDFsumit kumar100% (1)
- 7-12-0007 Rev6 (Pipe Leg Support)Document1 page7-12-0007 Rev6 (Pipe Leg Support)sumit kumar100% (1)
- 7-12-0015 Rev6 (Standard Bolt Hole Orientation)Document1 page7-12-0015 Rev6 (Standard Bolt Hole Orientation)sumit kumarNo ratings yet
- 7-12-0006 Rev6 (Angle Leg Support)Document2 pages7-12-0006 Rev6 (Angle Leg Support)sumit kumarNo ratings yet
- 7-12-0005 Rev6 (Skirt Opening Details)Document2 pages7-12-0005 Rev6 (Skirt Opening Details)sumit kumar100% (1)
- Onshore Terminal For KG DWN 98/2 Development Project: Pramod KhotDocument7 pagesOnshore Terminal For KG DWN 98/2 Development Project: Pramod Khotsumit kumarNo ratings yet
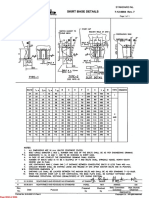
- 7-12-0004 Rev7 (Skirt Base Details)Document1 page7-12-0004 Rev7 (Skirt Base Details)sumit kumarNo ratings yet
- Onshore Terminal For KG DWN 98/2 Development Project: B.Sunil PrasadDocument7 pagesOnshore Terminal For KG DWN 98/2 Development Project: B.Sunil Prasadsumit kumar100% (1)
- 7-12-0008 Rev6 (Lug Support For Vertical Vessel) PDFDocument1 page7-12-0008 Rev6 (Lug Support For Vertical Vessel) PDFsumit kumarNo ratings yet
- Inter Office Memo: S.NO. Item Offered (SCH/THK) MOC Heat No. & PL No Po/Job No. MRR No. Stock Ref RemarksDocument1 pageInter Office Memo: S.NO. Item Offered (SCH/THK) MOC Heat No. & PL No Po/Job No. MRR No. Stock Ref Remarkssumit kumarNo ratings yet
- 134giseers Eb-Nna Limited ... Vessel Tolerances: It WV.L J% 1 "Document2 pages134giseers Eb-Nna Limited ... Vessel Tolerances: It WV.L J% 1 "sumit kumarNo ratings yet
- KG982-ONT-PR-OGT-DS-00001 - Process Datasheet For Gas Separators - Rev.ADocument5 pagesKG982-ONT-PR-OGT-DS-00001 - Process Datasheet For Gas Separators - Rev.Asumit kumarNo ratings yet
- KG 98-2-ONT-ME-OGT-DS-00001 - Data Sheet For Gas Separator (V-N78152 AB) Rev.0Document7 pagesKG 98-2-ONT-ME-OGT-DS-00001 - Data Sheet For Gas Separator (V-N78152 AB) Rev.0sumit kumarNo ratings yet
- FCD 450-10Document2 pagesFCD 450-10MohammedFaisalGirachNo ratings yet
- Jo01295a043 Synth of N Methyl 1 2 3 4 Tetrahydropyridine W 18 Precursors JOC 45 1336 1980Document3 pagesJo01295a043 Synth of N Methyl 1 2 3 4 Tetrahydropyridine W 18 Precursors JOC 45 1336 1980Anonymous 4KaJRMNo ratings yet
- CAMAG Basic Equipment 08Document20 pagesCAMAG Basic Equipment 08Luděk SpurnýNo ratings yet
- Guide To Writing A Welding Procedure Specification - December 2015Document23 pagesGuide To Writing A Welding Procedure Specification - December 2015arnoldbatista55100% (3)
- Name: Sadam Hussain Roll No:16 Assignment:Heavy Metals. Submitted To: Sir WaqasDocument30 pagesName: Sadam Hussain Roll No:16 Assignment:Heavy Metals. Submitted To: Sir WaqassaddamNo ratings yet
- h1 PDFDocument124 pagesh1 PDFMuhammad AminNo ratings yet
- SlaterDocument16 pagesSlaterprivate3737No ratings yet
- Simulation of A Urea Synthesis Reactor. 1. ThermodynamicDocument10 pagesSimulation of A Urea Synthesis Reactor. 1. ThermodynamicYaraKanawatiNo ratings yet
- Types, Manufacture, Formulation of Capsules 1Document26 pagesTypes, Manufacture, Formulation of Capsules 1chill streamNo ratings yet
- Influence of Integrated Nutrient Management Practices On Physio-Chemical Attributes in Strawberry (Fragaria × Ananassa Duch.) Cv. Sweet CharlieDocument6 pagesInfluence of Integrated Nutrient Management Practices On Physio-Chemical Attributes in Strawberry (Fragaria × Ananassa Duch.) Cv. Sweet CharlieDr. Govind VishwakarmaNo ratings yet
- Mining: Supercritical Flow Critical Flow Subcritical FlowDocument3 pagesMining: Supercritical Flow Critical Flow Subcritical FlowBoonsita NammanaNo ratings yet
- Saka - Company Profile and HSE Management SystemDocument11 pagesSaka - Company Profile and HSE Management SystemKaos DistroNo ratings yet
- F 008 741 Blank Oral Troche (0.9 ML Mold)Document5 pagesF 008 741 Blank Oral Troche (0.9 ML Mold)J C Torres FormalabNo ratings yet
- 1 s2.0 S2211379723001274 MainDocument7 pages1 s2.0 S2211379723001274 MainArunNo ratings yet
- 2002 AriDocument53 pages2002 AriMbarouk Shaame MbaroukNo ratings yet
- Hydranautics CPA2 4040Document1 pageHydranautics CPA2 4040jdk18No ratings yet
- Kemapoxy 152Document2 pagesKemapoxy 152melsabaeNo ratings yet
- 5 - 1 - Sealed - Radiation - Sources - Product InformationDocument40 pages5 - 1 - Sealed - Radiation - Sources - Product InformationasdtwrNo ratings yet
- Fastener Materials and NomenclatureDocument16 pagesFastener Materials and NomenclatureabhiNo ratings yet
- wch12 01 Rms 20230817Document36 pageswch12 01 Rms 20230817abdussaim86No ratings yet
- IJPCR, Vol 9, Issue 2, Article 6Document8 pagesIJPCR, Vol 9, Issue 2, Article 6AidaNo ratings yet
- Chem 64 Problem Set 2: Molecular Symmetry and Group Theory: N H N N NH H H CL CL BR CL G) orDocument3 pagesChem 64 Problem Set 2: Molecular Symmetry and Group Theory: N H N N NH H H CL CL BR CL G) orIpungNo ratings yet
- Transport Mechanisms in CellsDocument4 pagesTransport Mechanisms in Cellsd_94No ratings yet
- The Real Trick To Drying Ceramic Ware Is To Use A Method That Removes The Water From The Inside of The Ceramic As Fast As The Surface Water Is EvaporatedDocument55 pagesThe Real Trick To Drying Ceramic Ware Is To Use A Method That Removes The Water From The Inside of The Ceramic As Fast As The Surface Water Is EvaporatedMiguel OcampoNo ratings yet
- Tongsuh Petrochemical Corp., LTD.: I. LIST OF COMPETITORS (International)Document5 pagesTongsuh Petrochemical Corp., LTD.: I. LIST OF COMPETITORS (International)Marnel Roy MayorNo ratings yet
- Diesel Production Unit Brochure2Document16 pagesDiesel Production Unit Brochure2jjelwart100% (1)
- 2020c Float Cup SettingsDocument15 pages2020c Float Cup SettingsJon SvenssonNo ratings yet