
E20110325959 - 1-Fuel Inj V.V Atom and Pump
E20110325959 - 1-Fuel Inj V.V Atom and Pump
You might also like
- Turgeon - Hematology Study QuestionsDocument65 pagesTurgeon - Hematology Study QuestionsGertrudeshane IletoNo ratings yet
- AWS Module 3 - AWS Global InfrastructureDocument36 pagesAWS Module 3 - AWS Global Infrastructuredsadasdasdas0% (1)
- Valve Seat Lathe Type VSL: Instruction ManualDocument25 pagesValve Seat Lathe Type VSL: Instruction ManualAmiya100% (4)
- I-19 Instruction For Replac of ICU Fuel Valve AssemblyDocument15 pagesI-19 Instruction For Replac of ICU Fuel Valve Assemblyposeidon100% (3)
- RECORD - Crankshaft Alignment Wfi Wv98v036 06gbDocument1 pageRECORD - Crankshaft Alignment Wfi Wv98v036 06gbtomi100% (1)
- L 48-60 Operating InstructionsDocument243 pagesL 48-60 Operating InstructionsdugouhaNo ratings yet
- Camshaft Vibration Damper ''D 63''Document36 pagesCamshaft Vibration Damper ''D 63''AlexDor100% (1)
- RT Flex 05Document12 pagesRT Flex 05George Domusciu100% (1)
- 19-011E - Fuel Injection Valve SpecDocument1 page19-011E - Fuel Injection Valve SpecG_ARVALIS8470No ratings yet
- Leaflet H Cegielski-SERVICE New General LeafletDocument10 pagesLeaflet H Cegielski-SERVICE New General Leafletvangeliskyriakos8998No ratings yet
- G95me-C9 5Document361 pagesG95me-C9 5Pradeep AmmanamanchiNo ratings yet
- MAN Marine Diesel Engine - enDocument1,566 pagesMAN Marine Diesel Engine - enYacine GhanemiNo ratings yet
- S80 MCCDocument236 pagesS80 MCCJage100% (1)
- I - T - I ENGINEERS HANDBOOK I M 451145214 PDFDocument193 pagesI - T - I ENGINEERS HANDBOOK I M 451145214 PDFcpîndaru100% (1)
- Sulzer ZAV 40Document59 pagesSulzer ZAV 40Curtler Paquibot100% (1)
- SW280 SW28 Cylinder Head OverviewDocument2 pagesSW280 SW28 Cylinder Head OverviewD.Poljachihin100% (1)
- Engine Performance Data: Safety Precautions Special ToolsDocument184 pagesEngine Performance Data: Safety Precautions Special ToolsHtooThar AungNo ratings yet
- Gisliger Coupling Oil FilledDocument22 pagesGisliger Coupling Oil Filledfaisalnadim100% (1)
- Cylinder Lubricator Unit: MAN B&W DieselDocument2 pagesCylinder Lubricator Unit: MAN B&W DieselFaustoJuniorNo ratings yet
- Measurement Records: Geislinger Vibration DamperDocument3 pagesMeasurement Records: Geislinger Vibration Damper1988anu100% (1)
- Shutdown Solenoid For UG Governor: Installation and Operation ManualDocument28 pagesShutdown Solenoid For UG Governor: Installation and Operation Manualbmsolaris100% (1)
- Connecting Rod Screws For WÄRTSILÄ 20, Replacement Interval and New RevisionDocument2 pagesConnecting Rod Screws For WÄRTSILÄ 20, Replacement Interval and New RevisionMykola Titov100% (2)
- BulletinD17E DaihatsuDocument5 pagesBulletinD17E DaihatsuMunawar Sher MuhammadNo ratings yet
- 701 Me DoosanDocument37 pages701 Me DoosanRonald Sol Salen JordasNo ratings yet
- WS S20 Exhaust Valve Seat Bore TB00-2703-10Document6 pagesWS S20 Exhaust Valve Seat Bore TB00-2703-10DP100% (2)
- Service Letter SL2020-698/KAMO: CPR Piston Ring PackDocument4 pagesService Letter SL2020-698/KAMO: CPR Piston Ring PackPrinceSadhotraNo ratings yet
- Important Websites For EngineersDocument4 pagesImportant Websites For EngineersRatandeep Singh BakshiNo ratings yet
- k90mc CDocument279 pagesk90mc CfaintaresNo ratings yet
- Manual L W26Document436 pagesManual L W26Taufan Arif100% (1)
- 97537xuerfkdujhuv &rpsuhvvruvlghehdulqjv: NjurxqgDocument1 page97537xuerfkdujhuv &rpsuhvvruvlghehdulqjv: NjurxqgAlexanderNo ratings yet
- The Turnomat Valve RotatorDocument5 pagesThe Turnomat Valve RotatorBharatiyulam100% (1)
- Inspection and Requalification of Flywheels Before Remounting - 09197Document5 pagesInspection and Requalification of Flywheels Before Remounting - 09197Mark ChapmanNo ratings yet
- Geislinger Flexible Coupling Gesilco - 8 0Document57 pagesGeislinger Flexible Coupling Gesilco - 8 0Sebastian Nicușor PărăoanuNo ratings yet
- Mim Wingd x72Document172 pagesMim Wingd x72hihihi100% (2)
- Fuel Injection: Diesel Customer Information No. 319Document2 pagesFuel Injection: Diesel Customer Information No. 319Sameer MalikNo ratings yet
- W20PGDocument147 pagesW20PGAnup MishraNo ratings yet
- Man 32-44CRDocument3 pagesMan 32-44CRturkertalayman1660No ratings yet
- SL2018 656Document2 pagesSL2018 656argentum19619692No ratings yet
- Maintenance Tools WartsilaDocument31 pagesMaintenance Tools WartsilaPaul Jason OctobreNo ratings yet
- No Go W38 Oi38-16 PDFDocument10 pagesNo Go W38 Oi38-16 PDFRonald Bienemi PaezNo ratings yet
- V&R - Spare Parts Catalogue - 2009Document264 pagesV&R - Spare Parts Catalogue - 2009Mahmut GüdülNo ratings yet
- Bearing AssessmentDocument8 pagesBearing AssessmentAlexanderNo ratings yet
- Operating Instruction: Modification Instructions For Anti Polishing Ring in Cylinder LinerDocument6 pagesOperating Instruction: Modification Instructions For Anti Polishing Ring in Cylinder LinerRonald Bienemi PaezNo ratings yet
- Engines: Cylinder Head Studs For Wärtsilä 46Document3 pagesEngines: Cylinder Head Studs For Wärtsilä 46Fakir Mahadi Hasan100% (1)
- Maintenance Schedule DK-20 DaihatsuDocument1 pageMaintenance Schedule DK-20 Daihatsuamasrur100% (1)
- Typical Problems Found On Pneumatic Maneuvering SystemDocument9 pagesTypical Problems Found On Pneumatic Maneuvering Systemcengiz kutukcuNo ratings yet
- 4 21 31 Crankshaft PDFDocument31 pages4 21 31 Crankshaft PDFTansu Mavunacı100% (1)
- L32-40CD B3-SparePartsCatalogueDocument254 pagesL32-40CD B3-SparePartsCataloguejamukanak pad100% (1)
- Wartsila 50 DFDocument96 pagesWartsila 50 DFimant197812gmail.comNo ratings yet
- DAIHATSU SERVICE INFORMATION (Read-Only) PDFDocument96 pagesDAIHATSU SERVICE INFORMATION (Read-Only) PDFSajeev NerurkarNo ratings yet
- Service Information M20Document72 pagesService Information M20Alexander100% (1)
- Pci 344Document2 pagesPci 344Андрей АндреевNo ratings yet
- RTA 03.4 Fuel Injection NozzlesDocument5 pagesRTA 03.4 Fuel Injection NozzlesAlexis Barnabás Collins100% (1)
- Wartsila O E W 38 TRDocument12 pagesWartsila O E W 38 TRbunguiaoNo ratings yet
- Updated Design of Big End HousingDocument6 pagesUpdated Design of Big End Housingkabilan sadasivamNo ratings yet
- Mak Engine Maintenance ManualDocument5 pagesMak Engine Maintenance ManualBadla full movie ,amitabh bacchan 2018 in hdNo ratings yet
- W32 PinDocument2 pagesW32 Pinzbkt07100% (1)
- Fuel Pump Overhauling DismantlinDocument5 pagesFuel Pump Overhauling DismantlinAnoop Vijayakumar100% (1)
- Om Wingd Rt-Flex50dfDocument610 pagesOm Wingd Rt-Flex50dfПавел ГалущенкоNo ratings yet
- Deutz 628 Bearing Repair Size TB628-99-224Document2 pagesDeutz 628 Bearing Repair Size TB628-99-224D.Poljachihin100% (1)
- Himsen Micro Pilot System Injector MaintenanceDocument40 pagesHimsen Micro Pilot System Injector MaintenancePeteNo ratings yet
- E20081024286 - 1-Regular Overhaul NoticeDocument10 pagesE20081024286 - 1-Regular Overhaul NoticeIvanciu Ionut-FabianNo ratings yet
- E20100617739 - 1 Removal Tool For F.inj - ValveDocument13 pagesE20100617739 - 1 Removal Tool For F.inj - ValveIvanciu Ionut-FabianNo ratings yet
- E20130318180 - 1 - Engine Not Start+++++++Document49 pagesE20130318180 - 1 - Engine Not Start+++++++Ivanciu Ionut-Fabian100% (2)
- E20120726151 - 1 - Cold Corrosion On Fuel Injection Nozzle+++++Document2 pagesE20120726151 - 1 - Cold Corrosion On Fuel Injection Nozzle+++++Ivanciu Ionut-FabianNo ratings yet
- E20100727789 - 1-Re-Adjusting of Fuel Injection Valve++++++++Document2 pagesE20100727789 - 1-Re-Adjusting of Fuel Injection Valve++++++++Ivanciu Ionut-FabianNo ratings yet
- E20120726153 - 1 - Fuel Filter+++++++Document1 pageE20120726153 - 1 - Fuel Filter+++++++Ivanciu Ionut-FabianNo ratings yet
- Countermeasure Against Turbine Fouling PDFDocument8 pagesCountermeasure Against Turbine Fouling PDFIvanciu Ionut-Fabian100% (1)
- PMS - Creating Shipment For SparesDocument5 pagesPMS - Creating Shipment For SparesIvanciu Ionut-FabianNo ratings yet
- Samsung LN46D550K1FXZA Fast Track Guide (SM)Document4 pagesSamsung LN46D550K1FXZA Fast Track Guide (SM)Carlos OdilonNo ratings yet
- 22 Passage 2 - Western Immigration of Canada Q14-26Document6 pages22 Passage 2 - Western Immigration of Canada Q14-26Cương Nguyễn DuyNo ratings yet
- 0students Book Grammar ReviewDocument3 pages0students Book Grammar ReviewManuel VazquezNo ratings yet
- Fundamentals in Computer Investigations - General Digital ForensicsDocument60 pagesFundamentals in Computer Investigations - General Digital ForensicsMick YoNo ratings yet
- Review of Related Literature (RRL)Document13 pagesReview of Related Literature (RRL)ZZZZNo ratings yet
- Template For Submission of Papers To IETE Technical ReviewDocument6 pagesTemplate For Submission of Papers To IETE Technical ReviewTabassum Nawaz BajwaNo ratings yet
- Astm d5453Document9 pagesAstm d5453aqmar aqeemNo ratings yet
- Sample CodeDocument8 pagesSample CodeDudhipala Deepak ReddyNo ratings yet
- Full Chapter Matlab For Engineers 6Th Edition Holly Moore PDFDocument53 pagesFull Chapter Matlab For Engineers 6Th Edition Holly Moore PDFpatricia.lovejoy850100% (6)
- CAPM in Capital BudgetingDocument2 pagesCAPM in Capital BudgetingNaga PraveenNo ratings yet
- Procedures For Reimbursement of Expenses Relating To Official TravelsDocument14 pagesProcedures For Reimbursement of Expenses Relating To Official TravelsNeringa Gudelevičiūtė - PolitienėNo ratings yet
- Mistral: DehumidifierDocument16 pagesMistral: DehumidifierAntreprenor XNo ratings yet
- 2.1.c.ii. Theory of Liming and UnhairingDocument5 pages2.1.c.ii. Theory of Liming and UnhairingAnanthNo ratings yet
- Submitted By: Youssef Mohamed BahaaDocument14 pagesSubmitted By: Youssef Mohamed BahaaRouu SamirNo ratings yet
- DD RhinosinusitisDocument9 pagesDD RhinosinusitisZuhal Darwis100% (1)
- The Healing Order of The Golden Dragon: ManualDocument11 pagesThe Healing Order of The Golden Dragon: ManualFabijenna CrísticaNo ratings yet
- CT Commercial Investment PropertiesDocument25 pagesCT Commercial Investment PropertiesbritalbNo ratings yet
- Mint OilDocument4 pagesMint OilPreeti SinghNo ratings yet
- RMS Titanic Was A British Passenger: Olympic - Class Ocean LinersDocument1 pageRMS Titanic Was A British Passenger: Olympic - Class Ocean Linersandreea uNo ratings yet
- Weekly Meal Planner TemplateDocument11 pagesWeekly Meal Planner TemplateAshok JagtapNo ratings yet
- Horizon Aviation Academy - HellasDocument2 pagesHorizon Aviation Academy - Hellas1n4r51ssNo ratings yet
- The Measures of Central TendencyDocument40 pagesThe Measures of Central TendencyMark Lester Brosas TorreonNo ratings yet
- Effective Viral Clearance in Mab PurificationTOYOPEARL® ResinDocument1 pageEffective Viral Clearance in Mab PurificationTOYOPEARL® ResinBruno AndreNo ratings yet
- CIR v. Ace Saatch & Saatchi Advertising, Inc. (2017) PDFDocument36 pagesCIR v. Ace Saatch & Saatchi Advertising, Inc. (2017) PDFKriszan ManiponNo ratings yet
- AbanDocument12 pagesAbanIsmar MorenoNo ratings yet
- Torque Spiral Wound GSKT TableDocument2 pagesTorque Spiral Wound GSKT TableCarlos Roberto Tamariz100% (1)
- TOTAL TrackerDocument11 pagesTOTAL TrackerLuiz Fernando MibachNo ratings yet
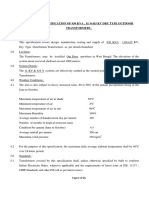
- Technicall Specification of 630 KVA, 11-0.415 KV Dry Type Outdoor Transformers.......... Dated. 31.08.2015Document25 pagesTechnicall Specification of 630 KVA, 11-0.415 KV Dry Type Outdoor Transformers.......... Dated. 31.08.2015spidervinoNo ratings yet
































































































Download as pdf or txt
You might also like
- Turgeon - Hematology Study QuestionsDocument65 pagesTurgeon - Hematology Study QuestionsGertrudeshane IletoNo ratings yet
- AWS Module 3 - AWS Global InfrastructureDocument36 pagesAWS Module 3 - AWS Global Infrastructuredsadasdasdas0% (1)
- Valve Seat Lathe Type VSL: Instruction ManualDocument25 pagesValve Seat Lathe Type VSL: Instruction ManualAmiya100% (4)
- I-19 Instruction For Replac of ICU Fuel Valve AssemblyDocument15 pagesI-19 Instruction For Replac of ICU Fuel Valve Assemblyposeidon100% (3)
- RECORD - Crankshaft Alignment Wfi Wv98v036 06gbDocument1 pageRECORD - Crankshaft Alignment Wfi Wv98v036 06gbtomi100% (1)
- L 48-60 Operating InstructionsDocument243 pagesL 48-60 Operating InstructionsdugouhaNo ratings yet
- Camshaft Vibration Damper ''D 63''Document36 pagesCamshaft Vibration Damper ''D 63''AlexDor100% (1)
- RT Flex 05Document12 pagesRT Flex 05George Domusciu100% (1)
- 19-011E - Fuel Injection Valve SpecDocument1 page19-011E - Fuel Injection Valve SpecG_ARVALIS8470No ratings yet
- Leaflet H Cegielski-SERVICE New General LeafletDocument10 pagesLeaflet H Cegielski-SERVICE New General Leafletvangeliskyriakos8998No ratings yet
- G95me-C9 5Document361 pagesG95me-C9 5Pradeep AmmanamanchiNo ratings yet
- MAN Marine Diesel Engine - enDocument1,566 pagesMAN Marine Diesel Engine - enYacine GhanemiNo ratings yet
- S80 MCCDocument236 pagesS80 MCCJage100% (1)
- I - T - I ENGINEERS HANDBOOK I M 451145214 PDFDocument193 pagesI - T - I ENGINEERS HANDBOOK I M 451145214 PDFcpîndaru100% (1)
- Sulzer ZAV 40Document59 pagesSulzer ZAV 40Curtler Paquibot100% (1)
- SW280 SW28 Cylinder Head OverviewDocument2 pagesSW280 SW28 Cylinder Head OverviewD.Poljachihin100% (1)
- Engine Performance Data: Safety Precautions Special ToolsDocument184 pagesEngine Performance Data: Safety Precautions Special ToolsHtooThar AungNo ratings yet
- Gisliger Coupling Oil FilledDocument22 pagesGisliger Coupling Oil Filledfaisalnadim100% (1)
- Cylinder Lubricator Unit: MAN B&W DieselDocument2 pagesCylinder Lubricator Unit: MAN B&W DieselFaustoJuniorNo ratings yet
- Measurement Records: Geislinger Vibration DamperDocument3 pagesMeasurement Records: Geislinger Vibration Damper1988anu100% (1)
- Shutdown Solenoid For UG Governor: Installation and Operation ManualDocument28 pagesShutdown Solenoid For UG Governor: Installation and Operation Manualbmsolaris100% (1)
- Connecting Rod Screws For WÄRTSILÄ 20, Replacement Interval and New RevisionDocument2 pagesConnecting Rod Screws For WÄRTSILÄ 20, Replacement Interval and New RevisionMykola Titov100% (2)
- BulletinD17E DaihatsuDocument5 pagesBulletinD17E DaihatsuMunawar Sher MuhammadNo ratings yet
- 701 Me DoosanDocument37 pages701 Me DoosanRonald Sol Salen JordasNo ratings yet
- WS S20 Exhaust Valve Seat Bore TB00-2703-10Document6 pagesWS S20 Exhaust Valve Seat Bore TB00-2703-10DP100% (2)
- Service Letter SL2020-698/KAMO: CPR Piston Ring PackDocument4 pagesService Letter SL2020-698/KAMO: CPR Piston Ring PackPrinceSadhotraNo ratings yet
- Important Websites For EngineersDocument4 pagesImportant Websites For EngineersRatandeep Singh BakshiNo ratings yet
- k90mc CDocument279 pagesk90mc CfaintaresNo ratings yet
- Manual L W26Document436 pagesManual L W26Taufan Arif100% (1)
- 97537xuerfkdujhuv &rpsuhvvruvlghehdulqjv: NjurxqgDocument1 page97537xuerfkdujhuv &rpsuhvvruvlghehdulqjv: NjurxqgAlexanderNo ratings yet
- The Turnomat Valve RotatorDocument5 pagesThe Turnomat Valve RotatorBharatiyulam100% (1)
- Inspection and Requalification of Flywheels Before Remounting - 09197Document5 pagesInspection and Requalification of Flywheels Before Remounting - 09197Mark ChapmanNo ratings yet
- Geislinger Flexible Coupling Gesilco - 8 0Document57 pagesGeislinger Flexible Coupling Gesilco - 8 0Sebastian Nicușor PărăoanuNo ratings yet
- Mim Wingd x72Document172 pagesMim Wingd x72hihihi100% (2)
- Fuel Injection: Diesel Customer Information No. 319Document2 pagesFuel Injection: Diesel Customer Information No. 319Sameer MalikNo ratings yet
- W20PGDocument147 pagesW20PGAnup MishraNo ratings yet
- Man 32-44CRDocument3 pagesMan 32-44CRturkertalayman1660No ratings yet
- SL2018 656Document2 pagesSL2018 656argentum19619692No ratings yet
- Maintenance Tools WartsilaDocument31 pagesMaintenance Tools WartsilaPaul Jason OctobreNo ratings yet
- No Go W38 Oi38-16 PDFDocument10 pagesNo Go W38 Oi38-16 PDFRonald Bienemi PaezNo ratings yet
- V&R - Spare Parts Catalogue - 2009Document264 pagesV&R - Spare Parts Catalogue - 2009Mahmut GüdülNo ratings yet
- Bearing AssessmentDocument8 pagesBearing AssessmentAlexanderNo ratings yet
- Operating Instruction: Modification Instructions For Anti Polishing Ring in Cylinder LinerDocument6 pagesOperating Instruction: Modification Instructions For Anti Polishing Ring in Cylinder LinerRonald Bienemi PaezNo ratings yet
- Engines: Cylinder Head Studs For Wärtsilä 46Document3 pagesEngines: Cylinder Head Studs For Wärtsilä 46Fakir Mahadi Hasan100% (1)
- Maintenance Schedule DK-20 DaihatsuDocument1 pageMaintenance Schedule DK-20 Daihatsuamasrur100% (1)
- Typical Problems Found On Pneumatic Maneuvering SystemDocument9 pagesTypical Problems Found On Pneumatic Maneuvering Systemcengiz kutukcuNo ratings yet
- 4 21 31 Crankshaft PDFDocument31 pages4 21 31 Crankshaft PDFTansu Mavunacı100% (1)
- L32-40CD B3-SparePartsCatalogueDocument254 pagesL32-40CD B3-SparePartsCataloguejamukanak pad100% (1)
- Wartsila 50 DFDocument96 pagesWartsila 50 DFimant197812gmail.comNo ratings yet
- DAIHATSU SERVICE INFORMATION (Read-Only) PDFDocument96 pagesDAIHATSU SERVICE INFORMATION (Read-Only) PDFSajeev NerurkarNo ratings yet
- Service Information M20Document72 pagesService Information M20Alexander100% (1)
- Pci 344Document2 pagesPci 344Андрей АндреевNo ratings yet
- RTA 03.4 Fuel Injection NozzlesDocument5 pagesRTA 03.4 Fuel Injection NozzlesAlexis Barnabás Collins100% (1)
- Wartsila O E W 38 TRDocument12 pagesWartsila O E W 38 TRbunguiaoNo ratings yet
- Updated Design of Big End HousingDocument6 pagesUpdated Design of Big End Housingkabilan sadasivamNo ratings yet
- Mak Engine Maintenance ManualDocument5 pagesMak Engine Maintenance ManualBadla full movie ,amitabh bacchan 2018 in hdNo ratings yet
- W32 PinDocument2 pagesW32 Pinzbkt07100% (1)
- Fuel Pump Overhauling DismantlinDocument5 pagesFuel Pump Overhauling DismantlinAnoop Vijayakumar100% (1)
- Om Wingd Rt-Flex50dfDocument610 pagesOm Wingd Rt-Flex50dfПавел ГалущенкоNo ratings yet
- Deutz 628 Bearing Repair Size TB628-99-224Document2 pagesDeutz 628 Bearing Repair Size TB628-99-224D.Poljachihin100% (1)
- Himsen Micro Pilot System Injector MaintenanceDocument40 pagesHimsen Micro Pilot System Injector MaintenancePeteNo ratings yet
- E20081024286 - 1-Regular Overhaul NoticeDocument10 pagesE20081024286 - 1-Regular Overhaul NoticeIvanciu Ionut-FabianNo ratings yet
- E20100617739 - 1 Removal Tool For F.inj - ValveDocument13 pagesE20100617739 - 1 Removal Tool For F.inj - ValveIvanciu Ionut-FabianNo ratings yet
- E20130318180 - 1 - Engine Not Start+++++++Document49 pagesE20130318180 - 1 - Engine Not Start+++++++Ivanciu Ionut-Fabian100% (2)
- E20120726151 - 1 - Cold Corrosion On Fuel Injection Nozzle+++++Document2 pagesE20120726151 - 1 - Cold Corrosion On Fuel Injection Nozzle+++++Ivanciu Ionut-FabianNo ratings yet
- E20100727789 - 1-Re-Adjusting of Fuel Injection Valve++++++++Document2 pagesE20100727789 - 1-Re-Adjusting of Fuel Injection Valve++++++++Ivanciu Ionut-FabianNo ratings yet
- E20120726153 - 1 - Fuel Filter+++++++Document1 pageE20120726153 - 1 - Fuel Filter+++++++Ivanciu Ionut-FabianNo ratings yet
- Countermeasure Against Turbine Fouling PDFDocument8 pagesCountermeasure Against Turbine Fouling PDFIvanciu Ionut-Fabian100% (1)
- PMS - Creating Shipment For SparesDocument5 pagesPMS - Creating Shipment For SparesIvanciu Ionut-FabianNo ratings yet
- Samsung LN46D550K1FXZA Fast Track Guide (SM)Document4 pagesSamsung LN46D550K1FXZA Fast Track Guide (SM)Carlos OdilonNo ratings yet
- 22 Passage 2 - Western Immigration of Canada Q14-26Document6 pages22 Passage 2 - Western Immigration of Canada Q14-26Cương Nguyễn DuyNo ratings yet
- 0students Book Grammar ReviewDocument3 pages0students Book Grammar ReviewManuel VazquezNo ratings yet
- Fundamentals in Computer Investigations - General Digital ForensicsDocument60 pagesFundamentals in Computer Investigations - General Digital ForensicsMick YoNo ratings yet
- Review of Related Literature (RRL)Document13 pagesReview of Related Literature (RRL)ZZZZNo ratings yet
- Template For Submission of Papers To IETE Technical ReviewDocument6 pagesTemplate For Submission of Papers To IETE Technical ReviewTabassum Nawaz BajwaNo ratings yet
- Astm d5453Document9 pagesAstm d5453aqmar aqeemNo ratings yet
- Sample CodeDocument8 pagesSample CodeDudhipala Deepak ReddyNo ratings yet
- Full Chapter Matlab For Engineers 6Th Edition Holly Moore PDFDocument53 pagesFull Chapter Matlab For Engineers 6Th Edition Holly Moore PDFpatricia.lovejoy850100% (6)
- CAPM in Capital BudgetingDocument2 pagesCAPM in Capital BudgetingNaga PraveenNo ratings yet
- Procedures For Reimbursement of Expenses Relating To Official TravelsDocument14 pagesProcedures For Reimbursement of Expenses Relating To Official TravelsNeringa Gudelevičiūtė - PolitienėNo ratings yet
- Mistral: DehumidifierDocument16 pagesMistral: DehumidifierAntreprenor XNo ratings yet
- 2.1.c.ii. Theory of Liming and UnhairingDocument5 pages2.1.c.ii. Theory of Liming and UnhairingAnanthNo ratings yet
- Submitted By: Youssef Mohamed BahaaDocument14 pagesSubmitted By: Youssef Mohamed BahaaRouu SamirNo ratings yet
- DD RhinosinusitisDocument9 pagesDD RhinosinusitisZuhal Darwis100% (1)
- The Healing Order of The Golden Dragon: ManualDocument11 pagesThe Healing Order of The Golden Dragon: ManualFabijenna CrísticaNo ratings yet
- CT Commercial Investment PropertiesDocument25 pagesCT Commercial Investment PropertiesbritalbNo ratings yet
- Mint OilDocument4 pagesMint OilPreeti SinghNo ratings yet
- RMS Titanic Was A British Passenger: Olympic - Class Ocean LinersDocument1 pageRMS Titanic Was A British Passenger: Olympic - Class Ocean Linersandreea uNo ratings yet
- Weekly Meal Planner TemplateDocument11 pagesWeekly Meal Planner TemplateAshok JagtapNo ratings yet
- Horizon Aviation Academy - HellasDocument2 pagesHorizon Aviation Academy - Hellas1n4r51ssNo ratings yet
- The Measures of Central TendencyDocument40 pagesThe Measures of Central TendencyMark Lester Brosas TorreonNo ratings yet
- Effective Viral Clearance in Mab PurificationTOYOPEARL® ResinDocument1 pageEffective Viral Clearance in Mab PurificationTOYOPEARL® ResinBruno AndreNo ratings yet
- CIR v. Ace Saatch & Saatchi Advertising, Inc. (2017) PDFDocument36 pagesCIR v. Ace Saatch & Saatchi Advertising, Inc. (2017) PDFKriszan ManiponNo ratings yet
- AbanDocument12 pagesAbanIsmar MorenoNo ratings yet
- Torque Spiral Wound GSKT TableDocument2 pagesTorque Spiral Wound GSKT TableCarlos Roberto Tamariz100% (1)
- TOTAL TrackerDocument11 pagesTOTAL TrackerLuiz Fernando MibachNo ratings yet
- Technicall Specification of 630 KVA, 11-0.415 KV Dry Type Outdoor Transformers.......... Dated. 31.08.2015Document25 pagesTechnicall Specification of 630 KVA, 11-0.415 KV Dry Type Outdoor Transformers.......... Dated. 31.08.2015spidervinoNo ratings yet