
Measuring Performance of Paint Coating Via Laboratory and Field T
Measuring Performance of Paint Coating Via Laboratory and Field T
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Stoody - Hardfacing GuideDocument3 pagesStoody - Hardfacing GuideDayanaNo ratings yet
- Picture Frame Miter Sled PlanDocument2 pagesPicture Frame Miter Sled PlanIndonesian Thuglife100% (1)
- FC - 315Document2 pagesFC - 315soe kramNo ratings yet
- Bonderite S-Ad 213 SF (Known As Rodine 213 SF) - Rev 2014.08Document3 pagesBonderite S-Ad 213 SF (Known As Rodine 213 SF) - Rev 2014.08soe kram100% (1)
- Company Name Spec Number Process Revision Rev. DateDocument5 pagesCompany Name Spec Number Process Revision Rev. Datesoe kramNo ratings yet
- Maricopa County Air Pollution Control Regulations Regulation Iii - Control of Air Contaminants RULE 336 Surface Coating Operations Index Section 100 - GeneralDocument27 pagesMaricopa County Air Pollution Control Regulations Regulation Iii - Control of Air Contaminants RULE 336 Surface Coating Operations Index Section 100 - Generalsoe kramNo ratings yet
- Item No. # 1 Revolving Computer Chair Quantity 15 No.: Technical Specifications For Office FurnitureDocument8 pagesItem No. # 1 Revolving Computer Chair Quantity 15 No.: Technical Specifications For Office Furnituresoe kramNo ratings yet
- Pengaruh Bahan BakarDocument7 pagesPengaruh Bahan Bakarsoe kramNo ratings yet
- 8552 Unit 5A Assessment AnswersDocument4 pages8552 Unit 5A Assessment Answersjamesvanlaar4No ratings yet
- A 194A 194M Carbon and Alloy Steel Nuts For Bolts For High Pressure orDocument12 pagesA 194A 194M Carbon and Alloy Steel Nuts For Bolts For High Pressure orleandroschroederNo ratings yet
- CAIRN TSG L SP 0009 B1 Specification For General WeldingDocument21 pagesCAIRN TSG L SP 0009 B1 Specification For General WeldingsumeshNo ratings yet
- Fabrication Procedure For SteelDocument8 pagesFabrication Procedure For SteelNguyễn MinhNo ratings yet
- Cementitious Flooring - PYE Floor Level UL1Document1 pageCementitious Flooring - PYE Floor Level UL1fasri.kesbNo ratings yet
- 1 s2.0 S0045653522009559 MainDocument7 pages1 s2.0 S0045653522009559 MainEdwin Josué EspinaNo ratings yet
- Wet OxidationDocument4 pagesWet OxidationlexciiNo ratings yet
- Sheet and Coil: Product GuideDocument54 pagesSheet and Coil: Product GuidehbookNo ratings yet
- Horizontal Belt Filters: It Pays To Talk To A SpecialistDocument6 pagesHorizontal Belt Filters: It Pays To Talk To A SpecialistarturoNo ratings yet
- Extrusion Blow Molding MachineDocument6 pagesExtrusion Blow Molding MachineKanzul Fadhil100% (1)
- Cracked Bogie FrameDocument15 pagesCracked Bogie Framedattu33No ratings yet
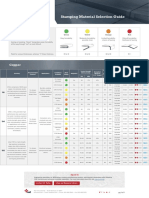
- Raw Material Selection Guide CopperDocument1 pageRaw Material Selection Guide CopperSantosh KumarNo ratings yet
- Glossary of Automotive Terminology GlosaDocument64 pagesGlossary of Automotive Terminology GlosaRamon pujolsNo ratings yet
- Dialog Project - Peradeniya 20200826 001-03Document1 pageDialog Project - Peradeniya 20200826 001-03Pilippenge Asanka Iraj LaknathaNo ratings yet
- Submerged Arc WeldingDocument4 pagesSubmerged Arc WeldingshifaNo ratings yet
- Chapter 6: Admixtures For ConcreteDocument6 pagesChapter 6: Admixtures For ConcreteMae Louisse AllasNo ratings yet
- Spindle Speed MechanismsDocument4 pagesSpindle Speed MechanismsGomathi SankarNo ratings yet
- B+V Manual - Safety Clamp Type C REV 003-JUL-2009 PDFDocument6 pagesB+V Manual - Safety Clamp Type C REV 003-JUL-2009 PDFZEESHAN ASHRAFNo ratings yet
- Long Foam Cutting Tools EPS Foam Milling Router Bits Ball End and Flat EndDocument3 pagesLong Foam Cutting Tools EPS Foam Milling Router Bits Ball End and Flat EndSalce SmithNo ratings yet
- Indiawood 2014 BrochureDocument12 pagesIndiawood 2014 BrochureMonica CarrollNo ratings yet
- Metals: Corrosion of Cast Aluminum Alloys: A ReviewDocument1 pageMetals: Corrosion of Cast Aluminum Alloys: A ReviewP DNo ratings yet
- Handbook - Calculations 4 PDFDocument1 pageHandbook - Calculations 4 PDFSmith SivaNo ratings yet
- General Specification: Welding - MaterialsDocument56 pagesGeneral Specification: Welding - MaterialsGil-Alain EgnakouNo ratings yet
- Rotamat Sludge Acceptance Plant Ro 3: The Quality Company - WorldwideDocument4 pagesRotamat Sludge Acceptance Plant Ro 3: The Quality Company - WorldwideUhwan SubhanNo ratings yet
- Section II Par T A Fer Rous Material Specifications Sa 451 To End 2019 Asme Boiler and Pressure Vessel Code An International Code PDF Free - 7Document1 pageSection II Par T A Fer Rous Material Specifications Sa 451 To End 2019 Asme Boiler and Pressure Vessel Code An International Code PDF Free - 7洛霖No ratings yet
- MEB Issue 37 Screen Format-SDocument52 pagesMEB Issue 37 Screen Format-SPaolo Di MarcoNo ratings yet
- SpecificationDocument13 pagesSpecificationPaula Marie AgripaNo ratings yet
- Paint Brushes RollersDocument9 pagesPaint Brushes RollersDevender SharmaNo ratings yet










































































Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Stoody - Hardfacing GuideDocument3 pagesStoody - Hardfacing GuideDayanaNo ratings yet
- Picture Frame Miter Sled PlanDocument2 pagesPicture Frame Miter Sled PlanIndonesian Thuglife100% (1)
- FC - 315Document2 pagesFC - 315soe kramNo ratings yet
- Bonderite S-Ad 213 SF (Known As Rodine 213 SF) - Rev 2014.08Document3 pagesBonderite S-Ad 213 SF (Known As Rodine 213 SF) - Rev 2014.08soe kram100% (1)
- Company Name Spec Number Process Revision Rev. DateDocument5 pagesCompany Name Spec Number Process Revision Rev. Datesoe kramNo ratings yet
- Maricopa County Air Pollution Control Regulations Regulation Iii - Control of Air Contaminants RULE 336 Surface Coating Operations Index Section 100 - GeneralDocument27 pagesMaricopa County Air Pollution Control Regulations Regulation Iii - Control of Air Contaminants RULE 336 Surface Coating Operations Index Section 100 - Generalsoe kramNo ratings yet
- Item No. # 1 Revolving Computer Chair Quantity 15 No.: Technical Specifications For Office FurnitureDocument8 pagesItem No. # 1 Revolving Computer Chair Quantity 15 No.: Technical Specifications For Office Furnituresoe kramNo ratings yet
- Pengaruh Bahan BakarDocument7 pagesPengaruh Bahan Bakarsoe kramNo ratings yet
- 8552 Unit 5A Assessment AnswersDocument4 pages8552 Unit 5A Assessment Answersjamesvanlaar4No ratings yet
- A 194A 194M Carbon and Alloy Steel Nuts For Bolts For High Pressure orDocument12 pagesA 194A 194M Carbon and Alloy Steel Nuts For Bolts For High Pressure orleandroschroederNo ratings yet
- CAIRN TSG L SP 0009 B1 Specification For General WeldingDocument21 pagesCAIRN TSG L SP 0009 B1 Specification For General WeldingsumeshNo ratings yet
- Fabrication Procedure For SteelDocument8 pagesFabrication Procedure For SteelNguyễn MinhNo ratings yet
- Cementitious Flooring - PYE Floor Level UL1Document1 pageCementitious Flooring - PYE Floor Level UL1fasri.kesbNo ratings yet
- 1 s2.0 S0045653522009559 MainDocument7 pages1 s2.0 S0045653522009559 MainEdwin Josué EspinaNo ratings yet
- Wet OxidationDocument4 pagesWet OxidationlexciiNo ratings yet
- Sheet and Coil: Product GuideDocument54 pagesSheet and Coil: Product GuidehbookNo ratings yet
- Horizontal Belt Filters: It Pays To Talk To A SpecialistDocument6 pagesHorizontal Belt Filters: It Pays To Talk To A SpecialistarturoNo ratings yet
- Extrusion Blow Molding MachineDocument6 pagesExtrusion Blow Molding MachineKanzul Fadhil100% (1)
- Cracked Bogie FrameDocument15 pagesCracked Bogie Framedattu33No ratings yet
- Raw Material Selection Guide CopperDocument1 pageRaw Material Selection Guide CopperSantosh KumarNo ratings yet
- Glossary of Automotive Terminology GlosaDocument64 pagesGlossary of Automotive Terminology GlosaRamon pujolsNo ratings yet
- Dialog Project - Peradeniya 20200826 001-03Document1 pageDialog Project - Peradeniya 20200826 001-03Pilippenge Asanka Iraj LaknathaNo ratings yet
- Submerged Arc WeldingDocument4 pagesSubmerged Arc WeldingshifaNo ratings yet
- Chapter 6: Admixtures For ConcreteDocument6 pagesChapter 6: Admixtures For ConcreteMae Louisse AllasNo ratings yet
- Spindle Speed MechanismsDocument4 pagesSpindle Speed MechanismsGomathi SankarNo ratings yet
- B+V Manual - Safety Clamp Type C REV 003-JUL-2009 PDFDocument6 pagesB+V Manual - Safety Clamp Type C REV 003-JUL-2009 PDFZEESHAN ASHRAFNo ratings yet
- Long Foam Cutting Tools EPS Foam Milling Router Bits Ball End and Flat EndDocument3 pagesLong Foam Cutting Tools EPS Foam Milling Router Bits Ball End and Flat EndSalce SmithNo ratings yet
- Indiawood 2014 BrochureDocument12 pagesIndiawood 2014 BrochureMonica CarrollNo ratings yet
- Metals: Corrosion of Cast Aluminum Alloys: A ReviewDocument1 pageMetals: Corrosion of Cast Aluminum Alloys: A ReviewP DNo ratings yet
- Handbook - Calculations 4 PDFDocument1 pageHandbook - Calculations 4 PDFSmith SivaNo ratings yet
- General Specification: Welding - MaterialsDocument56 pagesGeneral Specification: Welding - MaterialsGil-Alain EgnakouNo ratings yet
- Rotamat Sludge Acceptance Plant Ro 3: The Quality Company - WorldwideDocument4 pagesRotamat Sludge Acceptance Plant Ro 3: The Quality Company - WorldwideUhwan SubhanNo ratings yet
- Section II Par T A Fer Rous Material Specifications Sa 451 To End 2019 Asme Boiler and Pressure Vessel Code An International Code PDF Free - 7Document1 pageSection II Par T A Fer Rous Material Specifications Sa 451 To End 2019 Asme Boiler and Pressure Vessel Code An International Code PDF Free - 7洛霖No ratings yet
- MEB Issue 37 Screen Format-SDocument52 pagesMEB Issue 37 Screen Format-SPaolo Di MarcoNo ratings yet
- SpecificationDocument13 pagesSpecificationPaula Marie AgripaNo ratings yet
- Paint Brushes RollersDocument9 pagesPaint Brushes RollersDevender SharmaNo ratings yet