Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Fan Performance and Selection PDFDocument13 pagesFan Performance and Selection PDFtejasckNo ratings yet
- My Career Enhancer: - Mahesh Patil - Santosh MutagekarDocument42 pagesMy Career Enhancer: - Mahesh Patil - Santosh MutagekartejasckNo ratings yet
- Department of Mechanical EngineeringDocument18 pagesDepartment of Mechanical EngineeringBrandon AllenNo ratings yet
- Ansys Solids2Document5 pagesAnsys Solids2Brajesh RaghuwanshiNo ratings yet
- ResultDocument1 pageResulttejasckNo ratings yet
- Stability and Vibration Analysis of A Complex Exible Rotor Bearing SystemDocument18 pagesStability and Vibration Analysis of A Complex Exible Rotor Bearing SystemtejasckNo ratings yet
- Avoid More Use of CellphonesDocument3 pagesAvoid More Use of CellphonestejasckNo ratings yet
- Parameter Synthesis of Higher Kinematic Pairs: Min-Ho Kyung and Elisha Sacks (Corresponding Author)Document20 pagesParameter Synthesis of Higher Kinematic Pairs: Min-Ho Kyung and Elisha Sacks (Corresponding Author)tejasckNo ratings yet
- State of The Art in 3D MicromachiningDocument24 pagesState of The Art in 3D Micromachiningfaraz_ansari_5No ratings yet
- ATI Catalog PDFDocument92 pagesATI Catalog PDFRigoberto MirandaNo ratings yet
- Jigsfixtures Kuliah 1 Sesi Jun 2010Document79 pagesJigsfixtures Kuliah 1 Sesi Jun 2010JahazielNo ratings yet
- Ch16 - Sheet-Metal Forming Processes and EquipmentDocument42 pagesCh16 - Sheet-Metal Forming Processes and Equipmentlam minhNo ratings yet
- Cd12-24 RPF Hardware List FullDocument1 pageCd12-24 RPF Hardware List FullinayahNo ratings yet
- Casting Material ASTM A216 WCCDocument3 pagesCasting Material ASTM A216 WCCspartacus05No ratings yet
- Thread Catalog 2Document85 pagesThread Catalog 2Dina BihaqqiNo ratings yet
- Unit 2 Jigs and FixturesDocument15 pagesUnit 2 Jigs and FixtureszishanNo ratings yet
- Armox Machining Bending PDFDocument2 pagesArmox Machining Bending PDFCecilia YeniNo ratings yet
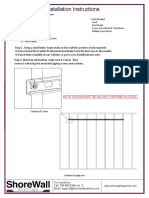
- Installation Instructions: For Questions: Call: 706-883-6346 Ext. 3Document3 pagesInstallation Instructions: For Questions: Call: 706-883-6346 Ext. 3Diego LarenasNo ratings yet
- Union e PDFDocument33 pagesUnion e PDFGuillermo RamirezNo ratings yet
- Soldering and BrazingDocument8 pagesSoldering and BrazingDuha IhabNo ratings yet
- Sa 266Document5 pagesSa 266Alejo ZabalaNo ratings yet
- CM/PM/SM. La Parte Inferior Es Relates To CM/PM/SM VersionDocument80 pagesCM/PM/SM. La Parte Inferior Es Relates To CM/PM/SM Versionbasheer almetwakelNo ratings yet
- Sa 36Document4 pagesSa 36edisson_barreraNo ratings yet
- M.E.I.M 2017 362 Cutting Tools (PM)Document42 pagesM.E.I.M 2017 362 Cutting Tools (PM)rohanNo ratings yet
- ME1107 Casting AllDocument129 pagesME1107 Casting AllMahmud HridoyNo ratings yet
- Metal CastingDocument23 pagesMetal CastingIntan Nurhaslinda100% (1)
- SK D 15-G (MF 3-GF-60-T) PDFDocument1 pageSK D 15-G (MF 3-GF-60-T) PDFborovniskiNo ratings yet
- Ampco Vs SteelDocument9 pagesAmpco Vs SteelCopper AmpcometalNo ratings yet
- Workshop Layout DrawingDocument1 pageWorkshop Layout DrawingSoufiane Faidi0% (2)
- Material GradesDocument43 pagesMaterial GradesCésar Tapia100% (1)
- BoltCalcs R5Document4 pagesBoltCalcs R5Homer SilvaNo ratings yet
- Dhanalakshmi College of Engineering Department of Mechanical Engineering Me 6302 Manufacturing Technology - 1 (Question Bank)Document10 pagesDhanalakshmi College of Engineering Department of Mechanical Engineering Me 6302 Manufacturing Technology - 1 (Question Bank)arulNo ratings yet
- Silver and Copper Metal Clay Guide by Hadar JacobsonDocument7 pagesSilver and Copper Metal Clay Guide by Hadar Jacobsonanonymityrequired100% (2)
- Advanced Welding TechniquesDocument5 pagesAdvanced Welding Techniquesharsha vardhanNo ratings yet
- Bench DrillDocument32 pagesBench DrillSalman ShaxShax HeissNo ratings yet
- Bahan Konstruski Dan Korosi - Pertemuan 14Document40 pagesBahan Konstruski Dan Korosi - Pertemuan 14AuliaMukadisNo ratings yet
- Riveted Joints Types and UsesDocument11 pagesRiveted Joints Types and UsesAbdurrahman shuaibNo ratings yet
- Section DDocument29 pagesSection Dgamedbk002No ratings yet