
KGP-Flamme Cutting Proce For BEI PDF
KGP-Flamme Cutting Proce For BEI PDF
You might also like
- Plumbing - Plastic DWV Plumbing - Cast Iron DWV: Cast Iron No-Hub - Waste - Vent - Condensate PVC - Abs CPVC - CondensateDocument1 pagePlumbing - Plastic DWV Plumbing - Cast Iron DWV: Cast Iron No-Hub - Waste - Vent - Condensate PVC - Abs CPVC - CondensateMykel VelasquezNo ratings yet
- Poster DIN EN 1090-1 ENG Final PDFDocument1 pagePoster DIN EN 1090-1 ENG Final PDFlth770310No ratings yet
- Repair Dvs Supplement PDFDocument6 pagesRepair Dvs Supplement PDFGnana MoorthyNo ratings yet
- IAB 337r2 13 Interpretation Implementation ISO 3834 RequirementsDocument15 pagesIAB 337r2 13 Interpretation Implementation ISO 3834 RequirementsÖzgür ÇalışkanNo ratings yet
- Quality Control of Rebar Couplers in Splicing of Reinforcement BarsDocument12 pagesQuality Control of Rebar Couplers in Splicing of Reinforcement BarsDong-Yong KimNo ratings yet
- Victorian Guide To Standards And-Tolerances 2007Document60 pagesVictorian Guide To Standards And-Tolerances 2007yyanan1118No ratings yet
- How To Size A PipeDocument15 pagesHow To Size A PipeShabin ShabiNo ratings yet
- ASME IX InterpretationDocument4 pagesASME IX InterpretationPatrick DominguezNo ratings yet
- BS en 1090 - A Legal Requirement For The Structural Steel Industry (CE Marking)Document3 pagesBS en 1090 - A Legal Requirement For The Structural Steel Industry (CE Marking)alanlongfieldNo ratings yet
- IAB-338r3-17-January 2017-Supple-Imple-ISO-3834-CLEANDocument23 pagesIAB-338r3-17-January 2017-Supple-Imple-ISO-3834-CLEANYellow AppleNo ratings yet
- DRAFT AS 3992:2019: Summary of Changes From As/Nzs 3992:2015Document18 pagesDRAFT AS 3992:2019: Summary of Changes From As/Nzs 3992:2015Osu AmpawanonNo ratings yet
- BS 1724 (Bronze Welding by Gas)Document24 pagesBS 1724 (Bronze Welding by Gas)nandi_scrNo ratings yet
- EN 1090 White Paper17 119019 PDFDocument24 pagesEN 1090 White Paper17 119019 PDFZaza PokumbaNo ratings yet
- CIGWELDDocument244 pagesCIGWELDrodastrid5653100% (1)
- Din en Iso 15614 - 5 - 2004Document28 pagesDin en Iso 15614 - 5 - 2004Alfalloy Testing and Inspection Services Pvt. Ltd.No ratings yet
- Preheat PDFDocument11 pagesPreheat PDFromanosky11No ratings yet
- WeldingFabricatorCertificationScheme ISO3834Document11 pagesWeldingFabricatorCertificationScheme ISO3834Weld Bro Sandeep100% (1)
- How To Carry Out Tack WeldingDocument2 pagesHow To Carry Out Tack WeldingwentropremNo ratings yet
- ISO 9606-1 Cor1-2012Document1 pageISO 9606-1 Cor1-2012Flaah92No ratings yet
- 12 Storage of Parent MaterialsDocument3 pages12 Storage of Parent MaterialselmiraNo ratings yet
- Filler Materials TestingDocument34 pagesFiller Materials TestingSunilNo ratings yet
- Esab Shelf LifeDocument3 pagesEsab Shelf LifeMahmud MaherNo ratings yet
- Poster Qualifizierungsweg en Final LowDocument1 pagePoster Qualifizierungsweg en Final Lowlth770310No ratings yet
- Template For List of DocumentsDocument1 pageTemplate For List of DocumentsSatish KeskarNo ratings yet
- En 15085-2020-What Has ChangedDocument2 pagesEn 15085-2020-What Has ChangedBoran YelkenciogluNo ratings yet
- 1143 EWF IIW Diploma Overview - August 2013Document2 pages1143 EWF IIW Diploma Overview - August 2013Sean ฌอนNo ratings yet
- IIW IWE Syllabus PDFDocument27 pagesIIW IWE Syllabus PDFசுரேஷ் பாலமுருகன்100% (1)
- TDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsDocument3 pagesTDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsGohilakrishnan ThiagarajanNo ratings yet
- 15 - Nde Rev 011Document32 pages15 - Nde Rev 011Adnan RanaNo ratings yet
- SC Qual 145r4-10 Combined Document Finnish Proposal and Checklist DVS-Zert Germany ISO 3834 PDFDocument53 pagesSC Qual 145r4-10 Combined Document Finnish Proposal and Checklist DVS-Zert Germany ISO 3834 PDFAlienshowNo ratings yet
- Model WopqDocument2 pagesModel WopqAnilkumarGopinathanNairNo ratings yet
- Steel Construction UKCA Marking v3Document20 pagesSteel Construction UKCA Marking v3ioancNo ratings yet
- p999999 100zd11 000 zd0001 - 0 Welding StandardDocument25 pagesp999999 100zd11 000 zd0001 - 0 Welding StandardJennyNo ratings yet
- En 1090 Eng Forum GdanskDocument30 pagesEn 1090 Eng Forum GdanskKrzysiek MacekNo ratings yet
- ISO 3834 InterpretationDocument14 pagesISO 3834 InterpretationMako SkyNo ratings yet
- Welding Requirements For The CE MarkDocument2 pagesWelding Requirements For The CE MarkAekJayNo ratings yet
- Index of StandardDocument21 pagesIndex of StandardAMIT SHAHNo ratings yet
- Welding Coordination-Tasks & ResponsibilitiesDocument14 pagesWelding Coordination-Tasks & Responsibilitieskumaraswamy.kNo ratings yet
- Welding 11-14%Cr IIW Document - Part 1Document20 pagesWelding 11-14%Cr IIW Document - Part 1Manuel CarreñoNo ratings yet
- WP-8.5.1-02 Role of RWCDocument3 pagesWP-8.5.1-02 Role of RWCNitin SharmaNo ratings yet
- CWRVC-1 2nd Edition 15085Document10 pagesCWRVC-1 2nd Edition 15085Cristi OgaruNo ratings yet
- Guideline en 15085Document22 pagesGuideline en 15085Boran YelkenciogluNo ratings yet
- Flame StraighteningDocument3 pagesFlame StraighteningAvishek Gupta100% (1)
- Tasks and Responsibilities of RWCDocument1 pageTasks and Responsibilities of RWCKDT100% (1)
- ISO 15609-5 Welding Procedure Specification Part 5 Resistance WeldingDocument21 pagesISO 15609-5 Welding Procedure Specification Part 5 Resistance WeldingdneprmtNo ratings yet
- Technofibre International SDN BHD: Welder Qualification Test Reord (WQT)Document1 pageTechnofibre International SDN BHD: Welder Qualification Test Reord (WQT)dandiar1100% (1)
- EN ISO 3834-2 (2021) (E) CodifiedDocument8 pagesEN ISO 3834-2 (2021) (E) CodifiedJózsef Hegedűs100% (1)
- Terms in Welding Standard en 15085Document6 pagesTerms in Welding Standard en 150850502raviNo ratings yet
- SAW Flux StorageDocument2 pagesSAW Flux StorageTrung Tinh HoNo ratings yet
- Plan of Typical Welder Training ProgramDocument1 pagePlan of Typical Welder Training ProgramSatish KeskarNo ratings yet
- Bs 2842Document16 pagesBs 2842APINo ratings yet
- WPQR SBM 029Document3 pagesWPQR SBM 029HoJienHauNo ratings yet
- Welding Procedure Specification: Material / Joints QualifiedDocument2 pagesWelding Procedure Specification: Material / Joints Qualifiedmurshid badshahNo ratings yet
- Iwe 2010Document2 pagesIwe 2010mohammadkhairyNo ratings yet
- IIW World OverrviewDocument4 pagesIIW World OverrviewAnonymous hBBam1nNo ratings yet
- Dillimax 690: High Strength Fine Grained Structural Steel Quenched and TemperedDocument4 pagesDillimax 690: High Strength Fine Grained Structural Steel Quenched and TemperedBui Chi TamNo ratings yet
- Hot Rolled China SteelDocument43 pagesHot Rolled China Steeledgarc999No ratings yet
- Dillimax 690 eDocument4 pagesDillimax 690 ePrabhakar TiwariNo ratings yet
- C1e 010Document9 pagesC1e 010Agung SumargoNo ratings yet
- S7 Tool Steel: What Is ?Document3 pagesS7 Tool Steel: What Is ?Sama UmateNo ratings yet
- Post WeldDocument4 pagesPost WelddanemsalNo ratings yet
- Material Data Sheet MDS - C21 Rev. 2Document3 pagesMaterial Data Sheet MDS - C21 Rev. 2Shakinah As SaadNo ratings yet
- AISI 1040: Typical AnalysisDocument2 pagesAISI 1040: Typical Analysisho_chauhanNo ratings yet
- பொது அறிவு உலகம் ஏப்ரல்2018Document100 pagesபொது அறிவு உலகம் ஏப்ரல்2018oomoomNo ratings yet
- KGP-Repair Welding Proc For BEI 221016Document5 pagesKGP-Repair Welding Proc For BEI 221016oomoomNo ratings yet
- KGP Flamme Stright For BEI 221016Document4 pagesKGP Flamme Stright For BEI 221016oomoomNo ratings yet
- Datasheet For Steel Grades Structure Steel 15MnvDocument2 pagesDatasheet For Steel Grades Structure Steel 15MnvoomoomNo ratings yet
- Wear Resistant Steel: Product DescriptionDocument6 pagesWear Resistant Steel: Product DescriptionoomoomNo ratings yet
- Dillidur Technical Information 2007 PDFDocument56 pagesDillidur Technical Information 2007 PDFoomoomNo ratings yet
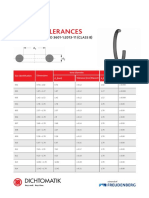
- O-Ring Tolerances: ACCORDING TO DIN ISO 3601-1:2013-11 (CLASS B)Document19 pagesO-Ring Tolerances: ACCORDING TO DIN ISO 3601-1:2013-11 (CLASS B)oomoomNo ratings yet
- DIN 910 - Screw Plugs With Collar and Outer Hexagon, Cylindrical ThreadDocument6 pagesDIN 910 - Screw Plugs With Collar and Outer Hexagon, Cylindrical ThreadoomoomNo ratings yet
- O-Rings: Your Advantages at A GlanceDocument2 pagesO-Rings: Your Advantages at A GlanceoomoomNo ratings yet
- UNI 9200 - Break Mandrel Blind Rivets: Current Norm: DIN EN ISO 14589 Equivalent Norms: DIN 7337 ISO 15983 CSN 022391Document5 pagesUNI 9200 - Break Mandrel Blind Rivets: Current Norm: DIN EN ISO 14589 Equivalent Norms: DIN 7337 ISO 15983 CSN 022391oomoomNo ratings yet
- Plant Laboratory Test Requisition Form For Sub Contractors: (Please Tick ( ) Mark Which Ever Applicable)Document2 pagesPlant Laboratory Test Requisition Form For Sub Contractors: (Please Tick ( ) Mark Which Ever Applicable)oomoomNo ratings yet
- RT InterpretationDocument10 pagesRT InterpretationoomoomNo ratings yet
- Pipes and CisternsDocument32 pagesPipes and CisternsoomoomNo ratings yet
- Welding PositionsDocument116 pagesWelding PositionsASAPASAPASAPNo ratings yet
- Welding Procedure Specification (As Per AWS D1.3) : With Preheat & PWHT (Auto/Semi-Auto/Manual/Machine) SketchDocument1 pageWelding Procedure Specification (As Per AWS D1.3) : With Preheat & PWHT (Auto/Semi-Auto/Manual/Machine) Sketchoomoom0% (1)
- Shot LetterDocument2 pagesShot Letteroomoom100% (1)
- Plumbing Material SDocument57 pagesPlumbing Material SJonathan Delos SantosNo ratings yet
- Specification For Electric-Resistance-Welded Steel Pipe: (Identical With ASTM Specification A 135-96)Document9 pagesSpecification For Electric-Resistance-Welded Steel Pipe: (Identical With ASTM Specification A 135-96)mileNo ratings yet
- Colour Coding of Piping MaterialDocument2 pagesColour Coding of Piping MaterialRajeev KumarNo ratings yet
- Steel BOQ - Square Warehouse Extension Ltd.16.7.18Document30 pagesSteel BOQ - Square Warehouse Extension Ltd.16.7.18zakaria200811060No ratings yet
- Sample Electrical LayoutDocument1 pageSample Electrical LayoutBentesais Bente UnoNo ratings yet
- AMS MRS Catalog 2013 BigDocument35 pagesAMS MRS Catalog 2013 BigluisNo ratings yet
- Module 4 Steel Works Part 1Document17 pagesModule 4 Steel Works Part 1usernotfound404No ratings yet
- Bollhoff Helicoil Plus 2Document49 pagesBollhoff Helicoil Plus 2Ace Industrial SuppliesNo ratings yet
- ABCDocument2 pagesABCLawrence MolinaNo ratings yet
- Casting Defects: Seminar - 7Document17 pagesCasting Defects: Seminar - 7Vishal MalusareNo ratings yet
- Taper Threaded Rebar Splicing SystemsDocument20 pagesTaper Threaded Rebar Splicing SystemsMickijevicNo ratings yet
- Module 1 - Summary of The Plumbing CodeDocument28 pagesModule 1 - Summary of The Plumbing CodeEdwin VelascoNo ratings yet
- 64-2103 Tweco Pinza MasaDocument6 pages64-2103 Tweco Pinza MasacarlosNo ratings yet
- 1118mm - Thickness Calculator For MS or DI PipesDocument8 pages1118mm - Thickness Calculator For MS or DI Pipesanirbanpwd76No ratings yet
- Valeno Campo: Protective EffectDocument1 pageValeno Campo: Protective EffectGMSNo ratings yet
- Mass Timber Design Manual 2Document118 pagesMass Timber Design Manual 2Ahmed Abo El-SoudNo ratings yet
- Import Policy Order 2015-2018 PDFDocument120 pagesImport Policy Order 2015-2018 PDFFaysal AhmedNo ratings yet
- 890-011-232.09 300-400 Lever Bender Instr1222Document10 pages890-011-232.09 300-400 Lever Bender Instr1222Zts MksNo ratings yet
- BTS75V Lo - 1 08Document6 pagesBTS75V Lo - 1 08freannNo ratings yet
- Carton Box StandardsDocument3 pagesCarton Box Standardskarthik_mohankumar100% (1)
- I&tp 6648-0000-5-Qa-Itp-0002Document9 pagesI&tp 6648-0000-5-Qa-Itp-0002KHALEDNo ratings yet
- Experimental Study On Strength and Durability Characteristics of Concrete With Partial Replacement of Nano-Silica, Nano-Vanadium MixtureDocument4 pagesExperimental Study On Strength and Durability Characteristics of Concrete With Partial Replacement of Nano-Silica, Nano-Vanadium MixtureInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Na2Xfgby 2 X (10-300) MM 0.6/1 KVDocument4 pagesNa2Xfgby 2 X (10-300) MM 0.6/1 KVHajie OmenNo ratings yet
- Cemintel Facades Cladding Design Guide Web 300720Document44 pagesCemintel Facades Cladding Design Guide Web 300720WylieNo ratings yet
- Magtiaco Bridge Repair Pert Layout1Document1 pageMagtiaco Bridge Repair Pert Layout1Jet JavierNo ratings yet
- Rebound Hammer TestDocument12 pagesRebound Hammer Testmahmood hunar100% (4)








































































































Download as pdf or txt
You might also like
- Plumbing - Plastic DWV Plumbing - Cast Iron DWV: Cast Iron No-Hub - Waste - Vent - Condensate PVC - Abs CPVC - CondensateDocument1 pagePlumbing - Plastic DWV Plumbing - Cast Iron DWV: Cast Iron No-Hub - Waste - Vent - Condensate PVC - Abs CPVC - CondensateMykel VelasquezNo ratings yet
- Poster DIN EN 1090-1 ENG Final PDFDocument1 pagePoster DIN EN 1090-1 ENG Final PDFlth770310No ratings yet
- Repair Dvs Supplement PDFDocument6 pagesRepair Dvs Supplement PDFGnana MoorthyNo ratings yet
- IAB 337r2 13 Interpretation Implementation ISO 3834 RequirementsDocument15 pagesIAB 337r2 13 Interpretation Implementation ISO 3834 RequirementsÖzgür ÇalışkanNo ratings yet
- Quality Control of Rebar Couplers in Splicing of Reinforcement BarsDocument12 pagesQuality Control of Rebar Couplers in Splicing of Reinforcement BarsDong-Yong KimNo ratings yet
- Victorian Guide To Standards And-Tolerances 2007Document60 pagesVictorian Guide To Standards And-Tolerances 2007yyanan1118No ratings yet
- How To Size A PipeDocument15 pagesHow To Size A PipeShabin ShabiNo ratings yet
- ASME IX InterpretationDocument4 pagesASME IX InterpretationPatrick DominguezNo ratings yet
- BS en 1090 - A Legal Requirement For The Structural Steel Industry (CE Marking)Document3 pagesBS en 1090 - A Legal Requirement For The Structural Steel Industry (CE Marking)alanlongfieldNo ratings yet
- IAB-338r3-17-January 2017-Supple-Imple-ISO-3834-CLEANDocument23 pagesIAB-338r3-17-January 2017-Supple-Imple-ISO-3834-CLEANYellow AppleNo ratings yet
- DRAFT AS 3992:2019: Summary of Changes From As/Nzs 3992:2015Document18 pagesDRAFT AS 3992:2019: Summary of Changes From As/Nzs 3992:2015Osu AmpawanonNo ratings yet
- BS 1724 (Bronze Welding by Gas)Document24 pagesBS 1724 (Bronze Welding by Gas)nandi_scrNo ratings yet
- EN 1090 White Paper17 119019 PDFDocument24 pagesEN 1090 White Paper17 119019 PDFZaza PokumbaNo ratings yet
- CIGWELDDocument244 pagesCIGWELDrodastrid5653100% (1)
- Din en Iso 15614 - 5 - 2004Document28 pagesDin en Iso 15614 - 5 - 2004Alfalloy Testing and Inspection Services Pvt. Ltd.No ratings yet
- Preheat PDFDocument11 pagesPreheat PDFromanosky11No ratings yet
- WeldingFabricatorCertificationScheme ISO3834Document11 pagesWeldingFabricatorCertificationScheme ISO3834Weld Bro Sandeep100% (1)
- How To Carry Out Tack WeldingDocument2 pagesHow To Carry Out Tack WeldingwentropremNo ratings yet
- ISO 9606-1 Cor1-2012Document1 pageISO 9606-1 Cor1-2012Flaah92No ratings yet
- 12 Storage of Parent MaterialsDocument3 pages12 Storage of Parent MaterialselmiraNo ratings yet
- Filler Materials TestingDocument34 pagesFiller Materials TestingSunilNo ratings yet
- Esab Shelf LifeDocument3 pagesEsab Shelf LifeMahmud MaherNo ratings yet
- Poster Qualifizierungsweg en Final LowDocument1 pagePoster Qualifizierungsweg en Final Lowlth770310No ratings yet
- Template For List of DocumentsDocument1 pageTemplate For List of DocumentsSatish KeskarNo ratings yet
- En 15085-2020-What Has ChangedDocument2 pagesEn 15085-2020-What Has ChangedBoran YelkenciogluNo ratings yet
- 1143 EWF IIW Diploma Overview - August 2013Document2 pages1143 EWF IIW Diploma Overview - August 2013Sean ฌอนNo ratings yet
- IIW IWE Syllabus PDFDocument27 pagesIIW IWE Syllabus PDFசுரேஷ் பாலமுருகன்100% (1)
- TDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsDocument3 pagesTDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsGohilakrishnan ThiagarajanNo ratings yet
- 15 - Nde Rev 011Document32 pages15 - Nde Rev 011Adnan RanaNo ratings yet
- SC Qual 145r4-10 Combined Document Finnish Proposal and Checklist DVS-Zert Germany ISO 3834 PDFDocument53 pagesSC Qual 145r4-10 Combined Document Finnish Proposal and Checklist DVS-Zert Germany ISO 3834 PDFAlienshowNo ratings yet
- Model WopqDocument2 pagesModel WopqAnilkumarGopinathanNairNo ratings yet
- Steel Construction UKCA Marking v3Document20 pagesSteel Construction UKCA Marking v3ioancNo ratings yet
- p999999 100zd11 000 zd0001 - 0 Welding StandardDocument25 pagesp999999 100zd11 000 zd0001 - 0 Welding StandardJennyNo ratings yet
- En 1090 Eng Forum GdanskDocument30 pagesEn 1090 Eng Forum GdanskKrzysiek MacekNo ratings yet
- ISO 3834 InterpretationDocument14 pagesISO 3834 InterpretationMako SkyNo ratings yet
- Welding Requirements For The CE MarkDocument2 pagesWelding Requirements For The CE MarkAekJayNo ratings yet
- Index of StandardDocument21 pagesIndex of StandardAMIT SHAHNo ratings yet
- Welding Coordination-Tasks & ResponsibilitiesDocument14 pagesWelding Coordination-Tasks & Responsibilitieskumaraswamy.kNo ratings yet
- Welding 11-14%Cr IIW Document - Part 1Document20 pagesWelding 11-14%Cr IIW Document - Part 1Manuel CarreñoNo ratings yet
- WP-8.5.1-02 Role of RWCDocument3 pagesWP-8.5.1-02 Role of RWCNitin SharmaNo ratings yet
- CWRVC-1 2nd Edition 15085Document10 pagesCWRVC-1 2nd Edition 15085Cristi OgaruNo ratings yet
- Guideline en 15085Document22 pagesGuideline en 15085Boran YelkenciogluNo ratings yet
- Flame StraighteningDocument3 pagesFlame StraighteningAvishek Gupta100% (1)
- Tasks and Responsibilities of RWCDocument1 pageTasks and Responsibilities of RWCKDT100% (1)
- ISO 15609-5 Welding Procedure Specification Part 5 Resistance WeldingDocument21 pagesISO 15609-5 Welding Procedure Specification Part 5 Resistance WeldingdneprmtNo ratings yet
- Technofibre International SDN BHD: Welder Qualification Test Reord (WQT)Document1 pageTechnofibre International SDN BHD: Welder Qualification Test Reord (WQT)dandiar1100% (1)
- EN ISO 3834-2 (2021) (E) CodifiedDocument8 pagesEN ISO 3834-2 (2021) (E) CodifiedJózsef Hegedűs100% (1)
- Terms in Welding Standard en 15085Document6 pagesTerms in Welding Standard en 150850502raviNo ratings yet
- SAW Flux StorageDocument2 pagesSAW Flux StorageTrung Tinh HoNo ratings yet
- Plan of Typical Welder Training ProgramDocument1 pagePlan of Typical Welder Training ProgramSatish KeskarNo ratings yet
- Bs 2842Document16 pagesBs 2842APINo ratings yet
- WPQR SBM 029Document3 pagesWPQR SBM 029HoJienHauNo ratings yet
- Welding Procedure Specification: Material / Joints QualifiedDocument2 pagesWelding Procedure Specification: Material / Joints Qualifiedmurshid badshahNo ratings yet
- Iwe 2010Document2 pagesIwe 2010mohammadkhairyNo ratings yet
- IIW World OverrviewDocument4 pagesIIW World OverrviewAnonymous hBBam1nNo ratings yet
- Dillimax 690: High Strength Fine Grained Structural Steel Quenched and TemperedDocument4 pagesDillimax 690: High Strength Fine Grained Structural Steel Quenched and TemperedBui Chi TamNo ratings yet
- Hot Rolled China SteelDocument43 pagesHot Rolled China Steeledgarc999No ratings yet
- Dillimax 690 eDocument4 pagesDillimax 690 ePrabhakar TiwariNo ratings yet
- C1e 010Document9 pagesC1e 010Agung SumargoNo ratings yet
- S7 Tool Steel: What Is ?Document3 pagesS7 Tool Steel: What Is ?Sama UmateNo ratings yet
- Post WeldDocument4 pagesPost WelddanemsalNo ratings yet
- Material Data Sheet MDS - C21 Rev. 2Document3 pagesMaterial Data Sheet MDS - C21 Rev. 2Shakinah As SaadNo ratings yet
- AISI 1040: Typical AnalysisDocument2 pagesAISI 1040: Typical Analysisho_chauhanNo ratings yet
- பொது அறிவு உலகம் ஏப்ரல்2018Document100 pagesபொது அறிவு உலகம் ஏப்ரல்2018oomoomNo ratings yet
- KGP-Repair Welding Proc For BEI 221016Document5 pagesKGP-Repair Welding Proc For BEI 221016oomoomNo ratings yet
- KGP Flamme Stright For BEI 221016Document4 pagesKGP Flamme Stright For BEI 221016oomoomNo ratings yet
- Datasheet For Steel Grades Structure Steel 15MnvDocument2 pagesDatasheet For Steel Grades Structure Steel 15MnvoomoomNo ratings yet
- Wear Resistant Steel: Product DescriptionDocument6 pagesWear Resistant Steel: Product DescriptionoomoomNo ratings yet
- Dillidur Technical Information 2007 PDFDocument56 pagesDillidur Technical Information 2007 PDFoomoomNo ratings yet
- O-Ring Tolerances: ACCORDING TO DIN ISO 3601-1:2013-11 (CLASS B)Document19 pagesO-Ring Tolerances: ACCORDING TO DIN ISO 3601-1:2013-11 (CLASS B)oomoomNo ratings yet
- DIN 910 - Screw Plugs With Collar and Outer Hexagon, Cylindrical ThreadDocument6 pagesDIN 910 - Screw Plugs With Collar and Outer Hexagon, Cylindrical ThreadoomoomNo ratings yet
- O-Rings: Your Advantages at A GlanceDocument2 pagesO-Rings: Your Advantages at A GlanceoomoomNo ratings yet
- UNI 9200 - Break Mandrel Blind Rivets: Current Norm: DIN EN ISO 14589 Equivalent Norms: DIN 7337 ISO 15983 CSN 022391Document5 pagesUNI 9200 - Break Mandrel Blind Rivets: Current Norm: DIN EN ISO 14589 Equivalent Norms: DIN 7337 ISO 15983 CSN 022391oomoomNo ratings yet
- Plant Laboratory Test Requisition Form For Sub Contractors: (Please Tick ( ) Mark Which Ever Applicable)Document2 pagesPlant Laboratory Test Requisition Form For Sub Contractors: (Please Tick ( ) Mark Which Ever Applicable)oomoomNo ratings yet
- RT InterpretationDocument10 pagesRT InterpretationoomoomNo ratings yet
- Pipes and CisternsDocument32 pagesPipes and CisternsoomoomNo ratings yet
- Welding PositionsDocument116 pagesWelding PositionsASAPASAPASAPNo ratings yet
- Welding Procedure Specification (As Per AWS D1.3) : With Preheat & PWHT (Auto/Semi-Auto/Manual/Machine) SketchDocument1 pageWelding Procedure Specification (As Per AWS D1.3) : With Preheat & PWHT (Auto/Semi-Auto/Manual/Machine) Sketchoomoom0% (1)
- Shot LetterDocument2 pagesShot Letteroomoom100% (1)
- Plumbing Material SDocument57 pagesPlumbing Material SJonathan Delos SantosNo ratings yet
- Specification For Electric-Resistance-Welded Steel Pipe: (Identical With ASTM Specification A 135-96)Document9 pagesSpecification For Electric-Resistance-Welded Steel Pipe: (Identical With ASTM Specification A 135-96)mileNo ratings yet
- Colour Coding of Piping MaterialDocument2 pagesColour Coding of Piping MaterialRajeev KumarNo ratings yet
- Steel BOQ - Square Warehouse Extension Ltd.16.7.18Document30 pagesSteel BOQ - Square Warehouse Extension Ltd.16.7.18zakaria200811060No ratings yet
- Sample Electrical LayoutDocument1 pageSample Electrical LayoutBentesais Bente UnoNo ratings yet
- AMS MRS Catalog 2013 BigDocument35 pagesAMS MRS Catalog 2013 BigluisNo ratings yet
- Module 4 Steel Works Part 1Document17 pagesModule 4 Steel Works Part 1usernotfound404No ratings yet
- Bollhoff Helicoil Plus 2Document49 pagesBollhoff Helicoil Plus 2Ace Industrial SuppliesNo ratings yet
- ABCDocument2 pagesABCLawrence MolinaNo ratings yet
- Casting Defects: Seminar - 7Document17 pagesCasting Defects: Seminar - 7Vishal MalusareNo ratings yet
- Taper Threaded Rebar Splicing SystemsDocument20 pagesTaper Threaded Rebar Splicing SystemsMickijevicNo ratings yet
- Module 1 - Summary of The Plumbing CodeDocument28 pagesModule 1 - Summary of The Plumbing CodeEdwin VelascoNo ratings yet
- 64-2103 Tweco Pinza MasaDocument6 pages64-2103 Tweco Pinza MasacarlosNo ratings yet
- 1118mm - Thickness Calculator For MS or DI PipesDocument8 pages1118mm - Thickness Calculator For MS or DI Pipesanirbanpwd76No ratings yet
- Valeno Campo: Protective EffectDocument1 pageValeno Campo: Protective EffectGMSNo ratings yet
- Mass Timber Design Manual 2Document118 pagesMass Timber Design Manual 2Ahmed Abo El-SoudNo ratings yet
- Import Policy Order 2015-2018 PDFDocument120 pagesImport Policy Order 2015-2018 PDFFaysal AhmedNo ratings yet
- 890-011-232.09 300-400 Lever Bender Instr1222Document10 pages890-011-232.09 300-400 Lever Bender Instr1222Zts MksNo ratings yet
- BTS75V Lo - 1 08Document6 pagesBTS75V Lo - 1 08freannNo ratings yet
- Carton Box StandardsDocument3 pagesCarton Box Standardskarthik_mohankumar100% (1)
- I&tp 6648-0000-5-Qa-Itp-0002Document9 pagesI&tp 6648-0000-5-Qa-Itp-0002KHALEDNo ratings yet
- Experimental Study On Strength and Durability Characteristics of Concrete With Partial Replacement of Nano-Silica, Nano-Vanadium MixtureDocument4 pagesExperimental Study On Strength and Durability Characteristics of Concrete With Partial Replacement of Nano-Silica, Nano-Vanadium MixtureInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Na2Xfgby 2 X (10-300) MM 0.6/1 KVDocument4 pagesNa2Xfgby 2 X (10-300) MM 0.6/1 KVHajie OmenNo ratings yet
- Cemintel Facades Cladding Design Guide Web 300720Document44 pagesCemintel Facades Cladding Design Guide Web 300720WylieNo ratings yet
- Magtiaco Bridge Repair Pert Layout1Document1 pageMagtiaco Bridge Repair Pert Layout1Jet JavierNo ratings yet
- Rebound Hammer TestDocument12 pagesRebound Hammer Testmahmood hunar100% (4)