Download as pdf or txt
You might also like
- Duas For Success: 100+ Duas (Prayers and Supplications) From Quran and Hadith by Iqrasense EbookDocument3 pagesDuas For Success: 100+ Duas (Prayers and Supplications) From Quran and Hadith by Iqrasense EbookJulie MerrillNo ratings yet
- Suzuki Alto Service ManualDocument3 pagesSuzuki Alto Service ManualJulie Merrill33% (3)
- Your Paint GuideDocument27 pagesYour Paint Guidemanox007No ratings yet
- Drip Off CoatingsDocument8 pagesDrip Off CoatingsShailesh Jadhav100% (1)
- Coating FailuresDocument27 pagesCoating FailuresWeld Maniac100% (1)
- Printing Ink Problems-Causes and RemediesDocument21 pagesPrinting Ink Problems-Causes and Remediestiga_blas100% (3)
- Arizona GT & XT Printers: Application BulletinDocument4 pagesArizona GT & XT Printers: Application BulletinQUALITY CONTROLNo ratings yet
- Part 7. Inks VarnishesDocument9 pagesPart 7. Inks VarnishesSukshamNo ratings yet
- UV Curable Inks-The Future of Industrial InkJet PrintingDocument34 pagesUV Curable Inks-The Future of Industrial InkJet PrintingmozierlanNo ratings yet
- Ultra-Violet Coatings Tricks and TipsDocument1 pageUltra-Violet Coatings Tricks and TipsAdriano AraujoNo ratings yet
- UV Ink AdhesionDocument3 pagesUV Ink AdhesionnerbitNo ratings yet
- TECHNICAL ADVICE, CARE & MAINTENANCE ChalkingDocument5 pagesTECHNICAL ADVICE, CARE & MAINTENANCE ChalkingMahdiNo ratings yet
- Coating FailureDocument14 pagesCoating FailureNnamdi Celestine NnamdiNo ratings yet
- Thermal DOD: Canon Hewlett-Packard Lexmark ThermalDocument3 pagesThermal DOD: Canon Hewlett-Packard Lexmark Thermaldwarika2006No ratings yet
- Acrylic Resin FundamentalsDocument5 pagesAcrylic Resin FundamentalsvaducNo ratings yet
- July 2000 by CM Staff Based On Information Supplied by Wattyl PaintsDocument6 pagesJuly 2000 by CM Staff Based On Information Supplied by Wattyl Paintstcw051ling100% (1)
- Defects in PaintDocument6 pagesDefects in Paintsonu024100% (1)
- Printing On Clear Plastic PDFDocument4 pagesPrinting On Clear Plastic PDFMohd ShafizadzharNo ratings yet
- Silicone Hard Coating PDFDocument3 pagesSilicone Hard Coating PDFgalati12345No ratings yet
- Flexo 4Document30 pagesFlexo 4Adriana NeriNo ratings yet
- UV Curable Inks: Will They Work For Everyone?: by Mike UkenaDocument4 pagesUV Curable Inks: Will They Work For Everyone?: by Mike UkenaMark LesterNo ratings yet
- Coatings Application 2Document54 pagesCoatings Application 2Namta GeorgeNo ratings yet
- Technical Paper MER - Effect of Leached LayerDocument4 pagesTechnical Paper MER - Effect of Leached LayerDanashekar SelvarajNo ratings yet
- The Effect of Leach LayersDocument5 pagesThe Effect of Leach LayersChioibasNicolae100% (1)
- Technical Information: Printlac COFREE Rub ResistantDocument3 pagesTechnical Information: Printlac COFREE Rub ResistantJavier Martinez CañalNo ratings yet
- Ink Related Pollution in Printing IndustriesDocument11 pagesInk Related Pollution in Printing Industriesanon_351034890No ratings yet
- Choosing The Right Conformal Coating The Facts & MythsDocument4 pagesChoosing The Right Conformal Coating The Facts & Mythssdfdfs7253No ratings yet
- UV Flexo Ink CompositionDocument9 pagesUV Flexo Ink CompositionMuhammad HalimNo ratings yet
- Optimised Sheetfed UV PDFDocument0 pagesOptimised Sheetfed UV PDFSappi Houston100% (1)
- PaintDocument44 pagesPaintSushil Kumar Singh100% (2)
- Alykdine HurtDocument112 pagesAlykdine Hurtwdavid81No ratings yet
- UV Varnishing Over Dry Conventional Inks - Best PracticeDocument4 pagesUV Varnishing Over Dry Conventional Inks - Best PracticeSam SingoNo ratings yet
- Lamination Adhesives: TechnicalDocument120 pagesLamination Adhesives: TechnicalHabib kpbwlNo ratings yet
- 89 enDocument18 pages89 enHabteyes AbateNo ratings yet
- Carton Board Detail With OffsetDocument7 pagesCarton Board Detail With OffsetIzhar ShaikhNo ratings yet
- OpvDocument11 pagesOpvPankaj KumarNo ratings yet
- Adhesive and SealantDocument36 pagesAdhesive and Sealantlaylayden kaNo ratings yet
- DocumentDocument2 pagesDocumentfaris.haikal2912No ratings yet
- Blister Coating v1.1Document3 pagesBlister Coating v1.1db401996No ratings yet
- Printlac High Gloss TDSDocument2 pagesPrintlac High Gloss TDSDewaayu Tetha E SNo ratings yet
- Chapter 3 Traffic Paint: ObjectivesDocument10 pagesChapter 3 Traffic Paint: ObjectivesCloudy DayNo ratings yet
- CoatingDocument16 pagesCoatingPubg fansNo ratings yet
- Water Borne CoatingsDocument4 pagesWater Borne CoatingsAnil yucebasNo ratings yet
- MODAFLOWDocument24 pagesMODAFLOWuzzy2100% (1)
- Concise Guide To Powder CoatingDocument32 pagesConcise Guide To Powder CoatingUgoRibeiroNo ratings yet
- Types of MaskantsDocument8 pagesTypes of Maskantsitzme_sdNo ratings yet
- Pintar AvionDocument7 pagesPintar AvionJohn AlajoNo ratings yet
- Painting & Powder Coating PDFDocument5 pagesPainting & Powder Coating PDFdramiltNo ratings yet
- Waterborne Technology: Its Greatest Limitation Is Your ImaginationDocument13 pagesWaterborne Technology: Its Greatest Limitation Is Your Imaginationpakde jongko50% (2)
- Waterborne Interior Cotings!Document8 pagesWaterborne Interior Cotings!samuelervin92No ratings yet
- Water Based Inks For Flexographic PrintingDocument7 pagesWater Based Inks For Flexographic PrintingNur Anis HidayahNo ratings yet
- CoatingDocument39 pagesCoatingMunna SmileNo ratings yet
- Uses: Types: Use WhenDocument6 pagesUses: Types: Use WhenPrecious Angela Maranan LayaNo ratings yet
- Painting FailureDocument21 pagesPainting FailureNnamdi Celestine NnamdiNo ratings yet
- 3M Surface Preparation For 3M VHB Tape ApplicationsDocument4 pages3M Surface Preparation For 3M VHB Tape ApplicationsSimon KennyNo ratings yet
- Recoating Swimming Pools: Maintenance ChallengesDocument3 pagesRecoating Swimming Pools: Maintenance ChallengesMartin huntNo ratings yet
- How To Prevent Rust in Your VehicleDocument13 pagesHow To Prevent Rust in Your VehicleBaldomero El MontañeroNo ratings yet
- Plug Surface Preparation and Mold Surface Maintenance Al Gel Coats ApplicationDocument15 pagesPlug Surface Preparation and Mold Surface Maintenance Al Gel Coats ApplicationNelson Aguirre BravoNo ratings yet
- Duroftal VPE 7186 Coil - e PDFDocument24 pagesDuroftal VPE 7186 Coil - e PDFPratik MehtaNo ratings yet
- How to Make Outdoor & Garden Furniture: Instructions for Tables, Chairs, Planters, Trellises & More from the Experts at American WoodworkerFrom EverandHow to Make Outdoor & Garden Furniture: Instructions for Tables, Chairs, Planters, Trellises & More from the Experts at American WoodworkerRating: 4 out of 5 stars4/5 (1)
- PHT-209 HT by ConvectionDocument5 pagesPHT-209 HT by ConvectionJulie MerrillNo ratings yet
- Signs of QiyamahDocument6 pagesSigns of QiyamahJulie MerrillNo ratings yet
- Ultra Pack LEDC: Product PropertiesDocument3 pagesUltra Pack LEDC: Product PropertiesJulie MerrillNo ratings yet
- Shell and Tube Heat Exchanger: Praveen Kumar (Roll No.T17ME006)Document25 pagesShell and Tube Heat Exchanger: Praveen Kumar (Roll No.T17ME006)Julie MerrillNo ratings yet
- All About: Months, Days, Seasons, and Time in Arabic LanguageDocument21 pagesAll About: Months, Days, Seasons, and Time in Arabic LanguageJulie MerrillNo ratings yet
- Growth Chart - Fetal Length and Weight, Week by Week - BabyCenterDocument8 pagesGrowth Chart - Fetal Length and Weight, Week by Week - BabyCenterJulie MerrillNo ratings yet
- The Classification of The Heat Exchangers and Theory ResearchDocument5 pagesThe Classification of The Heat Exchangers and Theory ResearchJulie MerrillNo ratings yet
- Chandoo Cost BenefitDocument15 pagesChandoo Cost BenefitJulie MerrillNo ratings yet
- Parts and Working Principle of Round Knife Cutting MachineDocument1 pageParts and Working Principle of Round Knife Cutting MachineJulie Merrill100% (1)
- In-Process Inspection in Garment IndustryDocument4 pagesIn-Process Inspection in Garment IndustryJulie MerrillNo ratings yet
- Fabric Spreading and Cutting Section of Garments Industry: Textile AssignmentDocument16 pagesFabric Spreading and Cutting Section of Garments Industry: Textile AssignmentJulie MerrillNo ratings yet
- Some News On Ode To HappinessDocument3 pagesSome News On Ode To HappinessJulie MerrillNo ratings yet
- The Toyota WayDocument7 pagesThe Toyota WayJulie Merrill0% (1)
- Coconut Husk As An Alternative Ink 1Document9 pagesCoconut Husk As An Alternative Ink 1Rejed VillanuevaNo ratings yet
- Technovit Polymer Embedding CatalogDocument33 pagesTechnovit Polymer Embedding CatalogFernando AlexanderNo ratings yet
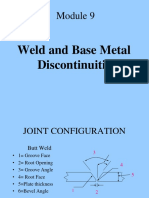
- Weld and Base Metal DiscontinuitiesDocument74 pagesWeld and Base Metal DiscontinuitiesMohamed Saleh100% (1)
- Operation & Maintenance Manual: For Vahterus Plate & Shell Heat ExchangersDocument32 pagesOperation & Maintenance Manual: For Vahterus Plate & Shell Heat ExchangersMarkNo ratings yet
- Ahleya Proforma Cif PDFDocument1 pageAhleya Proforma Cif PDFmaxwell onyekachukwuNo ratings yet
- Cabra Saltarina Frente PDFDocument5 pagesCabra Saltarina Frente PDFMargarita HernandezNo ratings yet
- Reportonrmhp125pages Copy 221126213822 c4d35fc0Document125 pagesReportonrmhp125pages Copy 221126213822 c4d35fc0Uday MaheshNo ratings yet
- Chapter 1 Introduction To PrestressingDocument22 pagesChapter 1 Introduction To PrestressingMok WilliamNo ratings yet
- POMTAVA - Paint ApplicationsDocument20 pagesPOMTAVA - Paint ApplicationsDolores FuertesNo ratings yet
- ExportDocument186 pagesExporting_madeNo ratings yet
- Ficha Tecnica y Certificado de Bituminoso MartinDocument2 pagesFicha Tecnica y Certificado de Bituminoso MartinPasion Argentina EliuNo ratings yet
- Polymer Foam Concrete AgentDocument9 pagesPolymer Foam Concrete AgentIwan TirtaNo ratings yet
- Power Plant ChemistryDocument101 pagesPower Plant ChemistryNaveen ChodagiriNo ratings yet
- Ductmate Pro FlexDocument4 pagesDuctmate Pro FlexAbdykapar BatyrovNo ratings yet
- Additives For Crop Protection EvonikDocument20 pagesAdditives For Crop Protection EvonikAlfredo MéndezNo ratings yet
- Ocr 41853 PP 09 Jun L Gce 2815 01Document12 pagesOcr 41853 PP 09 Jun L Gce 2815 01Philip_830No ratings yet
- Polyclad ARO PDSDocument4 pagesPolyclad ARO PDSWill NashNo ratings yet
- 0.75 in Hex Plug A105 3000-6000 HT Ca 1397Document2 pages0.75 in Hex Plug A105 3000-6000 HT Ca 1397JORGE BAENANo ratings yet
- When Was Cement First UsedDocument9 pagesWhen Was Cement First UsedHareesh HariNo ratings yet
- Okra Project AcuoDocument7 pagesOkra Project Acuopacoto livingstoneNo ratings yet
- HKE 476 Accessories DatasheetDocument1 pageHKE 476 Accessories Datasheetmeribout adelNo ratings yet
- Ballistic Testing AluminDocument32 pagesBallistic Testing AluminYousef AlostazNo ratings yet
- 1110 ChemistryDocument6 pages1110 ChemistryPatrickNo ratings yet
- KK260 US 40chemicalDocument2 pagesKK260 US 40chemicaldalton2004No ratings yet
- An Introduction To Pipeline PiggingDocument11 pagesAn Introduction To Pipeline Piggingcbi000100% (2)
- Imo Signs: Safety Officer's GuideDocument60 pagesImo Signs: Safety Officer's Guidemarko nežićNo ratings yet
- Project Report On Industrial Laundry and Dry CleaningDocument5 pagesProject Report On Industrial Laundry and Dry CleaningEIRI Board of Consultants and PublishersNo ratings yet
- Baroid Completion ManualDocument164 pagesBaroid Completion Manuallatnrythmz100% (1)
- Dyneon PTFE All GradesDocument3 pagesDyneon PTFE All GradesRajanSharmaNo ratings yet
- 044 Datasheet Toolox 44 UKDocument4 pages044 Datasheet Toolox 44 UKaeloysNo ratings yet