Download as pdf or txt
You might also like
- CO2 Fire Extinguishing System Manual PREUSSAGDocument101 pagesCO2 Fire Extinguishing System Manual PREUSSAGNikolay Kirov100% (1)
- Baseline Schedule Narrative PDFDocument8 pagesBaseline Schedule Narrative PDFRohit JaiswalNo ratings yet
- MOS-SRWSE-20220405-Mechanical Steel & Gavalnized Steel PipeDocument28 pagesMOS-SRWSE-20220405-Mechanical Steel & Gavalnized Steel PipeKhit MakaraNo ratings yet
- Method Statement For Flue Gas DuctDocument7 pagesMethod Statement For Flue Gas DuctWASIM MAKANDARNo ratings yet
- Collection of SANS Standards in Electronic Format (PDF) : I Agree With The AboveDocument22 pagesCollection of SANS Standards in Electronic Format (PDF) : I Agree With The AboveGANGADHAR SAHUNo ratings yet
- SP0108-2008 Corrosion Control Protective Coatings (21126-SG) 11Document1 pageSP0108-2008 Corrosion Control Protective Coatings (21126-SG) 11GANGADHAR SAHUNo ratings yet
- SANS24Document13 pagesSANS24loots69No ratings yet
- Vinidex Capability & Pe100 Polyethylene Pipe Dimensions: (Based On AS/NZS 4130)Document1 pageVinidex Capability & Pe100 Polyethylene Pipe Dimensions: (Based On AS/NZS 4130)Christopher Kenneth ChoaNo ratings yet
- Man Hours HistogramDocument1 pageMan Hours HistogramMostafa Elkadi0% (1)
- Ductile Iron Pipe Pressure Test RecordsDocument2 pagesDuctile Iron Pipe Pressure Test RecordsAdjei BaldanNo ratings yet
- Weld Cleaning MethodsDocument7 pagesWeld Cleaning MethodsTrần Thùy LinhNo ratings yet
- KOC-MP-031 Part 2Document39 pagesKOC-MP-031 Part 2Praveen BabuNo ratings yet
- Vinidex PE Pipe Capability MatrixDocument1 pageVinidex PE Pipe Capability Matrixgusloh100% (1)
- Calculate Capacity of Room Air Conditioner: Room Detail Unit Electrical Appliances in The RoomDocument2 pagesCalculate Capacity of Room Air Conditioner: Room Detail Unit Electrical Appliances in The Roomzmei23No ratings yet
- Colour Coding To Pipelines (Ground Colour and Colour Bands)Document4 pagesColour Coding To Pipelines (Ground Colour and Colour Bands)Naizil Kareem100% (1)
- Quotation FormatDocument4 pagesQuotation FormatNaveen YadavNo ratings yet
- Piping Insulation Project Planned Schedule-Rev2Document1 pagePiping Insulation Project Planned Schedule-Rev2Anene EmmanuelNo ratings yet
- Engineering Procedure TemplateDocument12 pagesEngineering Procedure TemplateMathias OnosemuodeNo ratings yet
- Final - Draft Specification - BWSC Pipe Revise1Document21 pagesFinal - Draft Specification - BWSC Pipe Revise1Chief Engineer Hydro Project & Quality ControlNo ratings yet
- Appendix F Pipeline Construction Schedule and Tasks: Temporary Fence InstallationDocument5 pagesAppendix F Pipeline Construction Schedule and Tasks: Temporary Fence InstallationMd Izzuddin OmarNo ratings yet
- Cover Slab and Cast Iron Grating For Channels: Typical Section Plan of SlabDocument1 pageCover Slab and Cast Iron Grating For Channels: Typical Section Plan of SlabExile PeachNo ratings yet
- Construction Cost BreakdownDocument3 pagesConstruction Cost BreakdowndrpentecostesNo ratings yet
- Steel PVC CPVC Pipes Dimensions Weight ChartDocument5 pagesSteel PVC CPVC Pipes Dimensions Weight Chartdh24992499No ratings yet
- Pipe Wall ThicknessDocument1 pagePipe Wall ThicknessFurkan Burak MuhammedNo ratings yet
- Progress Tracking Sheet-Piping Touch Up PaintingDocument1 pageProgress Tracking Sheet-Piping Touch Up PaintingRedouane MerabteneNo ratings yet
- Scaffolding Price ScheduleDocument2 pagesScaffolding Price Scheduleehtsham007No ratings yet
- ASTM D445-12 ViscosityDocument13 pagesASTM D445-12 ViscositymuhannadNo ratings yet
- MTU-DRL-CON-011-2018: Project: Client: ContractorDocument3 pagesMTU-DRL-CON-011-2018: Project: Client: ContractorSaddem HadfiNo ratings yet
- Carbon Structural Steel: Standard Specification ForDocument3 pagesCarbon Structural Steel: Standard Specification ForudayNo ratings yet
- 22146410-A02-DOC-LI-001-Master Document Register - V1.0 PDFDocument5 pages22146410-A02-DOC-LI-001-Master Document Register - V1.0 PDFBalasoobramaniam CarooppunnenNo ratings yet
- Welder 2Document1 pageWelder 2Fahad AhmadNo ratings yet
- Storm Water ManagementDocument3 pagesStorm Water Management8851249No ratings yet
- Excavation Man Hour: Post Author:info - Projectestimate Post Published:november 10, 2019 Post category:MAN-HOURDocument5 pagesExcavation Man Hour: Post Author:info - Projectestimate Post Published:november 10, 2019 Post category:MAN-HOURAl Patrick Dela CalzadaNo ratings yet
- Steel Pipe Dimensions ChartDocument1 pageSteel Pipe Dimensions ChartERIC GERARDNo ratings yet
- UN House Repair CostDocument1 pageUN House Repair CostBasu BhandariNo ratings yet
- Beneficial Occupancy and Practical CompletionDocument3 pagesBeneficial Occupancy and Practical CompletionMuhammad ArslanNo ratings yet
- CRP Lined Pipe BrochureDocument44 pagesCRP Lined Pipe Brochurekrishna_piping100% (2)
- CPVC-PVC Tuberias y FittingsDocument64 pagesCPVC-PVC Tuberias y FittingsJuan Acuña100% (1)
- Cost EstimationDocument76 pagesCost EstimationsoxalNo ratings yet
- Carbon Structural Steel: Standard Specification ForDocument3 pagesCarbon Structural Steel: Standard Specification Foralejandro_marín_15100% (1)
- 3.0 Pipeline Construction and InstallationDocument14 pages3.0 Pipeline Construction and InstallationbharathaninNo ratings yet
- 1 - MS-PVC Conduitingaccessories Installation WorksDocument6 pages1 - MS-PVC Conduitingaccessories Installation WorksAraf KalamNo ratings yet
- BOQ For PIPING Insulation WorkDocument3 pagesBOQ For PIPING Insulation WorkRiesky FirdyanNo ratings yet
- Quantity Survey Methods in Buildings: by V.R.K.MurtyDocument101 pagesQuantity Survey Methods in Buildings: by V.R.K.MurtyRatnesh PatelNo ratings yet
- RUX Ball ValveDocument1 pageRUX Ball Valvejustine lopez100% (1)
- JMS - Snuffing Pipe Installation Rev 1Document17 pagesJMS - Snuffing Pipe Installation Rev 1mohd as shahiddin jafriNo ratings yet
- BoQ For Water SupplyDocument87 pagesBoQ For Water SupplyMERHAWIT NEGATUNo ratings yet
- Checklist For SiteDocument4 pagesChecklist For Sitemuk3128No ratings yet
- Asme B16.26 PDFDocument13 pagesAsme B16.26 PDFRuben Dario Mamani Arellano100% (1)
- GRP Pipe Systems: For Water, Sewage and Industrial ApplicationsDocument6 pagesGRP Pipe Systems: For Water, Sewage and Industrial ApplicationsMuhammad Hussain BilalNo ratings yet
- Letter For Testing Rebars 20 Grade 415 and 36 MM Diameter of Grade Fe 500Document1 pageLetter For Testing Rebars 20 Grade 415 and 36 MM Diameter of Grade Fe 500Kuldeep ChakerwartiNo ratings yet
- 3 Week Schedule TA TB Finishing Work 2110Document1 page3 Week Schedule TA TB Finishing Work 2110hit2284No ratings yet
- Expansion Tank Bladder TypeDocument4 pagesExpansion Tank Bladder TypeMoe JamalNo ratings yet
- Rule of ThumbsDocument10 pagesRule of ThumbsJing JingNo ratings yet
- A Brief Presentation On Hot and Cold InsulationDocument5 pagesA Brief Presentation On Hot and Cold InsulationMubarik AliNo ratings yet
- 1.0 Progressive Weld Sampling For ASME Piping and VesselsDocument2 pages1.0 Progressive Weld Sampling For ASME Piping and VesselsAbdülHak ÖZkaraNo ratings yet
- Fund Planning ScheduleDocument46 pagesFund Planning Schedulemonir_jokkyNo ratings yet
- List of Useful Materials StandardDocument6 pagesList of Useful Materials StandardStephen MontelepreNo ratings yet
- Sans10340 1Document17 pagesSans10340 1tutsiegpNo ratings yet
- Sans10162 1Document109 pagesSans10162 1GH BAYATNo ratings yet
- Sans 1024Document13 pagesSans 1024Sergio VianaNo ratings yet
- Standard+SANS10111 1Document95 pagesStandard+SANS10111 1preneshthulsiNo ratings yet
- Iso 8528-1Document2 pagesIso 8528-1GANGADHAR SAHUNo ratings yet
- Asme Viii 1 - PWHT PDFDocument1 pageAsme Viii 1 - PWHT PDFGANGADHAR SAHUNo ratings yet
- P3 Planning and Control Guide PDFDocument180 pagesP3 Planning and Control Guide PDFGANGADHAR SAHUNo ratings yet
- Module 07R - MMAW & SAW Rev 02Document73 pagesModule 07R - MMAW & SAW Rev 02GANGADHAR SAHUNo ratings yet
- Module 13 - Stresses and Distortion - Rev 4 - May 15 PDFDocument73 pagesModule 13 - Stresses and Distortion - Rev 4 - May 15 PDFGANGADHAR SAHUNo ratings yet
- Botany (Week 1-5) Merged PDFDocument287 pagesBotany (Week 1-5) Merged PDFLisa MuthiniNo ratings yet
- TDS 32222 Jotatemp 250 Euk GBDocument5 pagesTDS 32222 Jotatemp 250 Euk GBrinaldo KurniawanNo ratings yet
- 13 Cementing PDFDocument24 pages13 Cementing PDFarunNo ratings yet
- Natural Gas SDS Linde EU Format HiQ Jan 2011 - tcm899-92364Document2 pagesNatural Gas SDS Linde EU Format HiQ Jan 2011 - tcm899-92364Satyadip TeraiyaNo ratings yet
- 2 ElectrochemistryDocument238 pages2 ElectrochemistryArkaNo ratings yet
- Bituguard Pu 70Document3 pagesBituguard Pu 70ahmedyahea181No ratings yet
- Science Exclusive Sample PaperDocument12 pagesScience Exclusive Sample PaperbadasserytechNo ratings yet
- Impact of Ammonium Chloride Salt Deposition On Refinery Operations (51300-01540-SG)Document12 pagesImpact of Ammonium Chloride Salt Deposition On Refinery Operations (51300-01540-SG)Wahyu HidayatNo ratings yet
- Industrial Production, Patent Landscape, and Market Trends of Arachidonic Acid-Rich Oil ofDocument17 pagesIndustrial Production, Patent Landscape, and Market Trends of Arachidonic Acid-Rich Oil ofolaragoncNo ratings yet
- Sephadex LH-20: Gel FiltrationDocument8 pagesSephadex LH-20: Gel FiltrationUmi Darozah ZainNo ratings yet
- Science 9 Summative Test 1Document2 pagesScience 9 Summative Test 1Ma. Socorro HilarioNo ratings yet
- W3 Industrial HygieneDocument42 pagesW3 Industrial HygieneThivNo ratings yet
- IR Spectroscopy - 2022Document49 pagesIR Spectroscopy - 2022Mvita HenocNo ratings yet
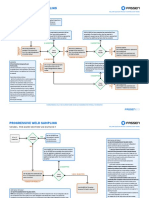
- 22009-Mar-Cv-080 (Epoxy Resing Based Sealant)Document17 pages22009-Mar-Cv-080 (Epoxy Resing Based Sealant)ADNAN ZIADNo ratings yet
- Swagelock FittingsDocument16 pagesSwagelock FittingsandreyengNo ratings yet
- Ravi Chauhan Chemistry Investigatory ProjectDocument18 pagesRavi Chauhan Chemistry Investigatory ProjectRavi ChauhanNo ratings yet
- Chap 7 - Quantification of Elements - CompressedDocument16 pagesChap 7 - Quantification of Elements - Compressednoway snirfyNo ratings yet
- 2020 Final Exam Intro To OADocument1 page2020 Final Exam Intro To OAjonardNo ratings yet
- Potassium Carbonate: Product Data Sheet (PDS)Document1 pagePotassium Carbonate: Product Data Sheet (PDS)Iqbal batchaNo ratings yet
- CSI MasterFormat 2018 Pentens MaterialDocument3 pagesCSI MasterFormat 2018 Pentens Materialウィリアムズ アンディNo ratings yet
- Common Pharma Interview Questions For FreshersDocument6 pagesCommon Pharma Interview Questions For Freshersrameshwar9595kNo ratings yet
- Pemisahan Problem Set TutorDocument3 pagesPemisahan Problem Set TutorPutriNurHamidahNo ratings yet
- Technical Sheet TERACOL TDocument2 pagesTechnical Sheet TERACOL TViktorNo ratings yet
- Intramuscular E ToolDocument2 pagesIntramuscular E ToolABCEDE, ANDREANo ratings yet
- Presence of Oxalative Ions in GuavaDocument11 pagesPresence of Oxalative Ions in GuavaAbhishek SinghNo ratings yet
- Chillers With Screw and Reciprocating CompressorsDocument88 pagesChillers With Screw and Reciprocating CompressorsGiora ShayNo ratings yet
- Fundamentals of Petroleum Lec. 5Document10 pagesFundamentals of Petroleum Lec. 5Marco PlaysNo ratings yet
- Elements (Perodic Table)Document7 pagesElements (Perodic Table)Ritobrata NathNo ratings yet
- GeographyPaper3WASSCE (PC), 2019Q8Document2 pagesGeographyPaper3WASSCE (PC), 2019Q8Qasim IbrahimNo ratings yet