
GS ORGDEV Kaizen Handouts 010410 Asia
GS ORGDEV Kaizen Handouts 010410 Asia
You might also like
- Science ProbeDocument258 pagesScience ProbeoakesmNo ratings yet
- Presentation1 TQMDocument70 pagesPresentation1 TQMrochelle regenciaNo ratings yet
- Cbmec 101 SG 4Document6 pagesCbmec 101 SG 4Heesung LeeNo ratings yet
- Total Productive Maintenance (TPM) Refers To A Management System For Optimizing TheDocument5 pagesTotal Productive Maintenance (TPM) Refers To A Management System For Optimizing TheAnonymous yCpjZF1rFNo ratings yet
- Module 5 (Gaugano, Quennie Rose G.)Document5 pagesModule 5 (Gaugano, Quennie Rose G.)Quennie Rose Gamlanga GauganoNo ratings yet
- Group 4 TQM PresentationDocument70 pagesGroup 4 TQM PresentationDonabell RapiNo ratings yet
- Total Quality ManagementDocument35 pagesTotal Quality ManagementLaura Sumido100% (2)
- Cbmec1 M15 WedDocument5 pagesCbmec1 M15 Wedilalimngputingilaw3No ratings yet
- 4 Continuous Process ImprovementDocument13 pages4 Continuous Process ImprovementBrennan Roi DuagNo ratings yet
- BM2 Chapter 11 TQM ConceptsDocument18 pagesBM2 Chapter 11 TQM ConceptsAj MedinaNo ratings yet
- Heizer Chapter 6 - Managing QualityDocument17 pagesHeizer Chapter 6 - Managing QualityANo ratings yet
- Just in TimeDocument7 pagesJust in TimePraneit KhotNo ratings yet
- Operation Management - Chapter 1&2 Assignment - GamuedaDocument4 pagesOperation Management - Chapter 1&2 Assignment - GamuedaJovani GamuedaNo ratings yet
- Total Quality MGT 3 KaizenDocument32 pagesTotal Quality MGT 3 KaizenBrezel NuyadNo ratings yet
- Total Quality Management (TQM)Document31 pagesTotal Quality Management (TQM)malathi100% (1)
- 2019 FO Cable Local DemandDocument12 pages2019 FO Cable Local DemandconradNo ratings yet
- SIx Sigma ReportDocument7 pagesSIx Sigma ReportmukulNo ratings yet
- Total Quality Management?: Approach That Focuses On Continuous Quality Improvement of Products and Services byDocument7 pagesTotal Quality Management?: Approach That Focuses On Continuous Quality Improvement of Products and Services bytushar umraoNo ratings yet
- Total Quality Management Questions For The Test (10 X 10 100 Marks) 1. Describe Any Four Philosophies Quoted by Deming With Suitable ExamplesDocument15 pagesTotal Quality Management Questions For The Test (10 X 10 100 Marks) 1. Describe Any Four Philosophies Quoted by Deming With Suitable ExamplesEkta DevkotaNo ratings yet
- Total Quality Management in Healthcare-Chapter OneDocument5 pagesTotal Quality Management in Healthcare-Chapter OneDavid KimosopNo ratings yet
- Module 4 Notes - 18ME734Document13 pagesModule 4 Notes - 18ME734SANTOSHNo ratings yet
- Nama: Siti Aishah Binti Mohamad NO MATRIK: 822942 Quiz (10 Marks) 5 Matching QuestionsDocument6 pagesNama: Siti Aishah Binti Mohamad NO MATRIK: 822942 Quiz (10 Marks) 5 Matching Questionseisha_fhaiNo ratings yet
- Mce 6221 Total Quality ManagementDocument26 pagesMce 6221 Total Quality ManagementMohammad Muhtasim Mashfy, 170011054No ratings yet
- Assignment 6: 1. Explain Why Continual Quality Improvement Is ImportantDocument15 pagesAssignment 6: 1. Explain Why Continual Quality Improvement Is Importantapi-346610412No ratings yet
- Chapter 4 Kaizen Concepts and SystemsDocument24 pagesChapter 4 Kaizen Concepts and SystemsOmar KatogNo ratings yet
- Instead of Quotas, Management Must Learn and Institute Methods For Improvement. Quotas and Work Standards Focus On Quantity Rather ThanDocument2 pagesInstead of Quotas, Management Must Learn and Institute Methods For Improvement. Quotas and Work Standards Focus On Quantity Rather Thaniqbal khanNo ratings yet
- Philip CrosbyDocument3 pagesPhilip Crosbyarpit guptaNo ratings yet
- What Is A Quality Management System?: 1. Design 2. Build 3. Deploy 4. ControlDocument3 pagesWhat Is A Quality Management System?: 1. Design 2. Build 3. Deploy 4. Controlarnel barawedNo ratings yet
- Assignment 6:: Q.1 Explain Why Continual Quality Improvement Is ImportantDocument9 pagesAssignment 6:: Q.1 Explain Why Continual Quality Improvement Is Importantapi-308384599No ratings yet
- Total Quality Management (TQM)Document35 pagesTotal Quality Management (TQM)cyndrellaNo ratings yet
- Francia Quality and Business Process Reengineering DiscussionDocument12 pagesFrancia Quality and Business Process Reengineering DiscussionEd FeranilNo ratings yet
- Quality Management System: NotesDocument17 pagesQuality Management System: NotesJenine BatiancilaNo ratings yet
- Continuous Improvement and Role of Management in Continuous ImprovementDocument9 pagesContinuous Improvement and Role of Management in Continuous Improvementzeni3No ratings yet
- Chapter Three: Total Quality Management and Iso-9000Document33 pagesChapter Three: Total Quality Management and Iso-9000tolossa assefaNo ratings yet
- Total Quality ManagementDocument7 pagesTotal Quality ManagementRose Anne PalenciaNo ratings yet
- Global Operations Management TrendsDocument24 pagesGlobal Operations Management TrendsfgomesNo ratings yet
- Quality Management TopicsDocument21 pagesQuality Management TopicsNazrul IslamNo ratings yet
- Process Management ExtremeDocument22 pagesProcess Management ExtremeGulzaibNo ratings yet
- Operation Strategy Operation Performanc EDocument18 pagesOperation Strategy Operation Performanc EJoyce FranciscoNo ratings yet
- المحاضرة الثانيةDocument20 pagesالمحاضرة الثانيةa.abdeewi99No ratings yet
- Total Quality Management: by S. LucasDocument77 pagesTotal Quality Management: by S. Lucasjohn enockNo ratings yet
- What Is Demings PGDCA CycleDocument7 pagesWhat Is Demings PGDCA CycleprabhuNo ratings yet
- Building Quality Quality For Sustainability T R ParasuramanDocument26 pagesBuilding Quality Quality For Sustainability T R ParasuramanSudhagar PNo ratings yet
- Juran'S Trilogy-Planning, Control, ImprovementDocument18 pagesJuran'S Trilogy-Planning, Control, ImprovementJoannah RiveraNo ratings yet
- Quality: Q P / E P Performance E ExpectationsDocument39 pagesQuality: Q P / E P Performance E ExpectationsBHUSHAN PATILNo ratings yet
- Total Quality Management Toyota: Presented By: Rajat Tiwari Richa Vaish Shipra Singh Mba (G) Sem Ii Sec B ABSDocument20 pagesTotal Quality Management Toyota: Presented By: Rajat Tiwari Richa Vaish Shipra Singh Mba (G) Sem Ii Sec B ABSmou777No ratings yet
- Total Quality ManagementDocument2 pagesTotal Quality Managementapi-3722792No ratings yet
- TQM & GITDocument18 pagesTQM & GITforeverhituNo ratings yet
- TQM 5Document13 pagesTQM 5Anum IrshadNo ratings yet
- Unit 5Document39 pagesUnit 5aman shamsiNo ratings yet
- Total Quality Management-GHCFGFDocument10 pagesTotal Quality Management-GHCFGFNehaNo ratings yet
- Handout Chapter 1Document5 pagesHandout Chapter 1IKA ALIEYA BINTI NORHISHAMNo ratings yet
- PPT3-Managing QualityDocument29 pagesPPT3-Managing QualityIka FitriNo ratings yet
- Operations Management ASSIGNMENTDocument36 pagesOperations Management ASSIGNMENTKiruthika nagarajanNo ratings yet
- Chapter 19 - Continual Improvement Methods With Six Sigma and LeanDocument8 pagesChapter 19 - Continual Improvement Methods With Six Sigma and LeanAhmad Ipul SyaifuddinNo ratings yet
- Assignment 6Document7 pagesAssignment 6api-362810287No ratings yet
- MODULE 5 Kaizen Concepts and SystemsDocument42 pagesMODULE 5 Kaizen Concepts and SystemsFernando AquinoNo ratings yet
- #2 Evolution of QualityDocument5 pages#2 Evolution of QualityCarolyn vestidasNo ratings yet
- Iom Quality NotesDocument8 pagesIom Quality Notesowuor PeterNo ratings yet
- Improve Your Business Through Kaizen: Boost your results with continuous improvementFrom EverandImprove Your Business Through Kaizen: Boost your results with continuous improvementRating: 3.5 out of 5 stars3.5/5 (2)
- Inst Question and AnswerDocument7 pagesInst Question and AnswerJose JohnNo ratings yet
- PVG 32 PDFDocument84 pagesPVG 32 PDFMatiasNo ratings yet
- Nader NDB6AZ 63H Products SpecificationDocument6 pagesNader NDB6AZ 63H Products SpecificationMesfin MamoNo ratings yet
- Piping Design Data Book-Hyundai PDFDocument162 pagesPiping Design Data Book-Hyundai PDFFreddy BravoNo ratings yet
- Aalco Metals LTD - Stainless Steel - 201 201L 202 204 200 Series - 97Document3 pagesAalco Metals LTD - Stainless Steel - 201 201L 202 204 200 Series - 97sgupta_192494No ratings yet
- AURTTC003Document8 pagesAURTTC003CHANDRASIRI K.H.M.C. (BETA16009)No ratings yet
- Techno Commercial Part IIDocument9 pagesTechno Commercial Part IImalaya tripathyNo ratings yet
- Electro Industries ES-24-BR Electronic Slab Thermostat For Electric BoilersDocument10 pagesElectro Industries ES-24-BR Electronic Slab Thermostat For Electric Boilerse-ComfortUSANo ratings yet
- Hempadur 15552Document2 pagesHempadur 15552Jj OredinaNo ratings yet
- ASOV Illustration and InstructionsDocument3 pagesASOV Illustration and InstructionsPASEOS13728No ratings yet
- WHR Mechanical Activities For AQC Boiler Blow Outs PDFDocument2 pagesWHR Mechanical Activities For AQC Boiler Blow Outs PDFAmit SinghNo ratings yet
- Best Practice Guide On TheDocument22 pagesBest Practice Guide On TheMichael AbrahaNo ratings yet
- Illustrated Code Catastrophes - Sections 410.30 (B), 500.5 (A) & 514Document2 pagesIllustrated Code Catastrophes - Sections 410.30 (B), 500.5 (A) & 514rajuanthatiNo ratings yet
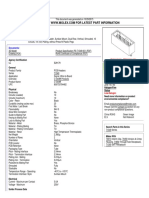
- 71349-1003 Molex Conn 2x5 (100mil Pitch) PCB HeadersDocument2 pages71349-1003 Molex Conn 2x5 (100mil Pitch) PCB HeadersmofiwNo ratings yet
- Kinetic Particle TheoryDocument53 pagesKinetic Particle TheoryAaditya MKNo ratings yet
- Chapter 8 - PsychrometryDocument12 pagesChapter 8 - PsychrometryamdevaNo ratings yet
- Manual Bomba Sk600IIDocument47 pagesManual Bomba Sk600IIFelipe AndresNo ratings yet
- 3.2 Separating Mechanical Mixtures PDFDocument4 pages3.2 Separating Mechanical Mixtures PDFSiskaWahyuniNo ratings yet
- E Book - Complete Guide of Polycarbonate Fabrication - ExceliteDocument49 pagesE Book - Complete Guide of Polycarbonate Fabrication - ExcelitecpcdbrNo ratings yet
- Catalogue Absorption Chillers ENG FDocument80 pagesCatalogue Absorption Chillers ENG FBubai111100% (1)
- A334Document6 pagesA334Aleksei AvilaNo ratings yet
- MEDocument2 pagesMEliezl binNo ratings yet
- Econ Bimetal Thermometers Brass InsertDocument1 pageEcon Bimetal Thermometers Brass InsertChristianGuerreroNo ratings yet
- Chemicals Zetag DATA Burst 1400 - 0410Document2 pagesChemicals Zetag DATA Burst 1400 - 0410PromagEnviro.comNo ratings yet
- Sugar ManufacturingDocument16 pagesSugar ManufacturingMuhammad Irfan MalikNo ratings yet
- Ejaz 1332022 Ja Csi 10574Document10 pagesEjaz 1332022 Ja Csi 10574Kim NhungNo ratings yet
- 4 Hydrogen GeneratorDocument8 pages4 Hydrogen GeneratorsathishNo ratings yet
- Raychem Heat-Shrinkable Heavy-Wall Flame-Retarded Tubing WCSF For Nuclear EnvironmentsDocument4 pagesRaychem Heat-Shrinkable Heavy-Wall Flame-Retarded Tubing WCSF For Nuclear EnvironmentsNicolas AguilarNo ratings yet
- Piping & Instrument Diagrams PDFDocument12 pagesPiping & Instrument Diagrams PDFSuresh KumarNo ratings yet

























































































Download as doc, pdf, or txt
You might also like
- Science ProbeDocument258 pagesScience ProbeoakesmNo ratings yet
- Presentation1 TQMDocument70 pagesPresentation1 TQMrochelle regenciaNo ratings yet
- Cbmec 101 SG 4Document6 pagesCbmec 101 SG 4Heesung LeeNo ratings yet
- Total Productive Maintenance (TPM) Refers To A Management System For Optimizing TheDocument5 pagesTotal Productive Maintenance (TPM) Refers To A Management System For Optimizing TheAnonymous yCpjZF1rFNo ratings yet
- Module 5 (Gaugano, Quennie Rose G.)Document5 pagesModule 5 (Gaugano, Quennie Rose G.)Quennie Rose Gamlanga GauganoNo ratings yet
- Group 4 TQM PresentationDocument70 pagesGroup 4 TQM PresentationDonabell RapiNo ratings yet
- Total Quality ManagementDocument35 pagesTotal Quality ManagementLaura Sumido100% (2)
- Cbmec1 M15 WedDocument5 pagesCbmec1 M15 Wedilalimngputingilaw3No ratings yet
- 4 Continuous Process ImprovementDocument13 pages4 Continuous Process ImprovementBrennan Roi DuagNo ratings yet
- BM2 Chapter 11 TQM ConceptsDocument18 pagesBM2 Chapter 11 TQM ConceptsAj MedinaNo ratings yet
- Heizer Chapter 6 - Managing QualityDocument17 pagesHeizer Chapter 6 - Managing QualityANo ratings yet
- Just in TimeDocument7 pagesJust in TimePraneit KhotNo ratings yet
- Operation Management - Chapter 1&2 Assignment - GamuedaDocument4 pagesOperation Management - Chapter 1&2 Assignment - GamuedaJovani GamuedaNo ratings yet
- Total Quality MGT 3 KaizenDocument32 pagesTotal Quality MGT 3 KaizenBrezel NuyadNo ratings yet
- Total Quality Management (TQM)Document31 pagesTotal Quality Management (TQM)malathi100% (1)
- 2019 FO Cable Local DemandDocument12 pages2019 FO Cable Local DemandconradNo ratings yet
- SIx Sigma ReportDocument7 pagesSIx Sigma ReportmukulNo ratings yet
- Total Quality Management?: Approach That Focuses On Continuous Quality Improvement of Products and Services byDocument7 pagesTotal Quality Management?: Approach That Focuses On Continuous Quality Improvement of Products and Services bytushar umraoNo ratings yet
- Total Quality Management Questions For The Test (10 X 10 100 Marks) 1. Describe Any Four Philosophies Quoted by Deming With Suitable ExamplesDocument15 pagesTotal Quality Management Questions For The Test (10 X 10 100 Marks) 1. Describe Any Four Philosophies Quoted by Deming With Suitable ExamplesEkta DevkotaNo ratings yet
- Total Quality Management in Healthcare-Chapter OneDocument5 pagesTotal Quality Management in Healthcare-Chapter OneDavid KimosopNo ratings yet
- Module 4 Notes - 18ME734Document13 pagesModule 4 Notes - 18ME734SANTOSHNo ratings yet
- Nama: Siti Aishah Binti Mohamad NO MATRIK: 822942 Quiz (10 Marks) 5 Matching QuestionsDocument6 pagesNama: Siti Aishah Binti Mohamad NO MATRIK: 822942 Quiz (10 Marks) 5 Matching Questionseisha_fhaiNo ratings yet
- Mce 6221 Total Quality ManagementDocument26 pagesMce 6221 Total Quality ManagementMohammad Muhtasim Mashfy, 170011054No ratings yet
- Assignment 6: 1. Explain Why Continual Quality Improvement Is ImportantDocument15 pagesAssignment 6: 1. Explain Why Continual Quality Improvement Is Importantapi-346610412No ratings yet
- Chapter 4 Kaizen Concepts and SystemsDocument24 pagesChapter 4 Kaizen Concepts and SystemsOmar KatogNo ratings yet
- Instead of Quotas, Management Must Learn and Institute Methods For Improvement. Quotas and Work Standards Focus On Quantity Rather ThanDocument2 pagesInstead of Quotas, Management Must Learn and Institute Methods For Improvement. Quotas and Work Standards Focus On Quantity Rather Thaniqbal khanNo ratings yet
- Philip CrosbyDocument3 pagesPhilip Crosbyarpit guptaNo ratings yet
- What Is A Quality Management System?: 1. Design 2. Build 3. Deploy 4. ControlDocument3 pagesWhat Is A Quality Management System?: 1. Design 2. Build 3. Deploy 4. Controlarnel barawedNo ratings yet
- Assignment 6:: Q.1 Explain Why Continual Quality Improvement Is ImportantDocument9 pagesAssignment 6:: Q.1 Explain Why Continual Quality Improvement Is Importantapi-308384599No ratings yet
- Total Quality Management (TQM)Document35 pagesTotal Quality Management (TQM)cyndrellaNo ratings yet
- Francia Quality and Business Process Reengineering DiscussionDocument12 pagesFrancia Quality and Business Process Reengineering DiscussionEd FeranilNo ratings yet
- Quality Management System: NotesDocument17 pagesQuality Management System: NotesJenine BatiancilaNo ratings yet
- Continuous Improvement and Role of Management in Continuous ImprovementDocument9 pagesContinuous Improvement and Role of Management in Continuous Improvementzeni3No ratings yet
- Chapter Three: Total Quality Management and Iso-9000Document33 pagesChapter Three: Total Quality Management and Iso-9000tolossa assefaNo ratings yet
- Total Quality ManagementDocument7 pagesTotal Quality ManagementRose Anne PalenciaNo ratings yet
- Global Operations Management TrendsDocument24 pagesGlobal Operations Management TrendsfgomesNo ratings yet
- Quality Management TopicsDocument21 pagesQuality Management TopicsNazrul IslamNo ratings yet
- Process Management ExtremeDocument22 pagesProcess Management ExtremeGulzaibNo ratings yet
- Operation Strategy Operation Performanc EDocument18 pagesOperation Strategy Operation Performanc EJoyce FranciscoNo ratings yet
- المحاضرة الثانيةDocument20 pagesالمحاضرة الثانيةa.abdeewi99No ratings yet
- Total Quality Management: by S. LucasDocument77 pagesTotal Quality Management: by S. Lucasjohn enockNo ratings yet
- What Is Demings PGDCA CycleDocument7 pagesWhat Is Demings PGDCA CycleprabhuNo ratings yet
- Building Quality Quality For Sustainability T R ParasuramanDocument26 pagesBuilding Quality Quality For Sustainability T R ParasuramanSudhagar PNo ratings yet
- Juran'S Trilogy-Planning, Control, ImprovementDocument18 pagesJuran'S Trilogy-Planning, Control, ImprovementJoannah RiveraNo ratings yet
- Quality: Q P / E P Performance E ExpectationsDocument39 pagesQuality: Q P / E P Performance E ExpectationsBHUSHAN PATILNo ratings yet
- Total Quality Management Toyota: Presented By: Rajat Tiwari Richa Vaish Shipra Singh Mba (G) Sem Ii Sec B ABSDocument20 pagesTotal Quality Management Toyota: Presented By: Rajat Tiwari Richa Vaish Shipra Singh Mba (G) Sem Ii Sec B ABSmou777No ratings yet
- Total Quality ManagementDocument2 pagesTotal Quality Managementapi-3722792No ratings yet
- TQM & GITDocument18 pagesTQM & GITforeverhituNo ratings yet
- TQM 5Document13 pagesTQM 5Anum IrshadNo ratings yet
- Unit 5Document39 pagesUnit 5aman shamsiNo ratings yet
- Total Quality Management-GHCFGFDocument10 pagesTotal Quality Management-GHCFGFNehaNo ratings yet
- Handout Chapter 1Document5 pagesHandout Chapter 1IKA ALIEYA BINTI NORHISHAMNo ratings yet
- PPT3-Managing QualityDocument29 pagesPPT3-Managing QualityIka FitriNo ratings yet
- Operations Management ASSIGNMENTDocument36 pagesOperations Management ASSIGNMENTKiruthika nagarajanNo ratings yet
- Chapter 19 - Continual Improvement Methods With Six Sigma and LeanDocument8 pagesChapter 19 - Continual Improvement Methods With Six Sigma and LeanAhmad Ipul SyaifuddinNo ratings yet
- Assignment 6Document7 pagesAssignment 6api-362810287No ratings yet
- MODULE 5 Kaizen Concepts and SystemsDocument42 pagesMODULE 5 Kaizen Concepts and SystemsFernando AquinoNo ratings yet
- #2 Evolution of QualityDocument5 pages#2 Evolution of QualityCarolyn vestidasNo ratings yet
- Iom Quality NotesDocument8 pagesIom Quality Notesowuor PeterNo ratings yet
- Improve Your Business Through Kaizen: Boost your results with continuous improvementFrom EverandImprove Your Business Through Kaizen: Boost your results with continuous improvementRating: 3.5 out of 5 stars3.5/5 (2)
- Inst Question and AnswerDocument7 pagesInst Question and AnswerJose JohnNo ratings yet
- PVG 32 PDFDocument84 pagesPVG 32 PDFMatiasNo ratings yet
- Nader NDB6AZ 63H Products SpecificationDocument6 pagesNader NDB6AZ 63H Products SpecificationMesfin MamoNo ratings yet
- Piping Design Data Book-Hyundai PDFDocument162 pagesPiping Design Data Book-Hyundai PDFFreddy BravoNo ratings yet
- Aalco Metals LTD - Stainless Steel - 201 201L 202 204 200 Series - 97Document3 pagesAalco Metals LTD - Stainless Steel - 201 201L 202 204 200 Series - 97sgupta_192494No ratings yet
- AURTTC003Document8 pagesAURTTC003CHANDRASIRI K.H.M.C. (BETA16009)No ratings yet
- Techno Commercial Part IIDocument9 pagesTechno Commercial Part IImalaya tripathyNo ratings yet
- Electro Industries ES-24-BR Electronic Slab Thermostat For Electric BoilersDocument10 pagesElectro Industries ES-24-BR Electronic Slab Thermostat For Electric Boilerse-ComfortUSANo ratings yet
- Hempadur 15552Document2 pagesHempadur 15552Jj OredinaNo ratings yet
- ASOV Illustration and InstructionsDocument3 pagesASOV Illustration and InstructionsPASEOS13728No ratings yet
- WHR Mechanical Activities For AQC Boiler Blow Outs PDFDocument2 pagesWHR Mechanical Activities For AQC Boiler Blow Outs PDFAmit SinghNo ratings yet
- Best Practice Guide On TheDocument22 pagesBest Practice Guide On TheMichael AbrahaNo ratings yet
- Illustrated Code Catastrophes - Sections 410.30 (B), 500.5 (A) & 514Document2 pagesIllustrated Code Catastrophes - Sections 410.30 (B), 500.5 (A) & 514rajuanthatiNo ratings yet
- 71349-1003 Molex Conn 2x5 (100mil Pitch) PCB HeadersDocument2 pages71349-1003 Molex Conn 2x5 (100mil Pitch) PCB HeadersmofiwNo ratings yet
- Kinetic Particle TheoryDocument53 pagesKinetic Particle TheoryAaditya MKNo ratings yet
- Chapter 8 - PsychrometryDocument12 pagesChapter 8 - PsychrometryamdevaNo ratings yet
- Manual Bomba Sk600IIDocument47 pagesManual Bomba Sk600IIFelipe AndresNo ratings yet
- 3.2 Separating Mechanical Mixtures PDFDocument4 pages3.2 Separating Mechanical Mixtures PDFSiskaWahyuniNo ratings yet
- E Book - Complete Guide of Polycarbonate Fabrication - ExceliteDocument49 pagesE Book - Complete Guide of Polycarbonate Fabrication - ExcelitecpcdbrNo ratings yet
- Catalogue Absorption Chillers ENG FDocument80 pagesCatalogue Absorption Chillers ENG FBubai111100% (1)
- A334Document6 pagesA334Aleksei AvilaNo ratings yet
- MEDocument2 pagesMEliezl binNo ratings yet
- Econ Bimetal Thermometers Brass InsertDocument1 pageEcon Bimetal Thermometers Brass InsertChristianGuerreroNo ratings yet
- Chemicals Zetag DATA Burst 1400 - 0410Document2 pagesChemicals Zetag DATA Burst 1400 - 0410PromagEnviro.comNo ratings yet
- Sugar ManufacturingDocument16 pagesSugar ManufacturingMuhammad Irfan MalikNo ratings yet
- Ejaz 1332022 Ja Csi 10574Document10 pagesEjaz 1332022 Ja Csi 10574Kim NhungNo ratings yet
- 4 Hydrogen GeneratorDocument8 pages4 Hydrogen GeneratorsathishNo ratings yet
- Raychem Heat-Shrinkable Heavy-Wall Flame-Retarded Tubing WCSF For Nuclear EnvironmentsDocument4 pagesRaychem Heat-Shrinkable Heavy-Wall Flame-Retarded Tubing WCSF For Nuclear EnvironmentsNicolas AguilarNo ratings yet
- Piping & Instrument Diagrams PDFDocument12 pagesPiping & Instrument Diagrams PDFSuresh KumarNo ratings yet