Download as pdf or txt
You might also like
- Gyung-Jin Park PHD (Auth.) - Analytic Methods For Design Practice-Springer-Verlag London (2007)Document635 pagesGyung-Jin Park PHD (Auth.) - Analytic Methods For Design Practice-Springer-Verlag London (2007)Abed samadsureyft7vewyrNo ratings yet
- Ann Rea - Discovery JournalDocument47 pagesAnn Rea - Discovery JournalKarolis KauneckasNo ratings yet
- Corrosion: Corrosion ControlFrom EverandCorrosion: Corrosion ControlL L ShreirRating: 5 out of 5 stars5/5 (1)
- DTM Bonding Primer: Protective & Marine CoatingsDocument4 pagesDTM Bonding Primer: Protective & Marine CoatingsAna CabreraNo ratings yet
- Fluteck P7500 CA v01.19Document2 pagesFluteck P7500 CA v01.19fprovitaliNo ratings yet
- ACE 2010 - YL056F Akzo Powder CoatingDocument3 pagesACE 2010 - YL056F Akzo Powder CoatingNitin BalapureNo ratings yet
- DTM Acrylic Pimer Finish B66W1Document4 pagesDTM Acrylic Pimer Finish B66W1Vernon Jiménez FonsecaNo ratings yet
- Protective & Marine Coatings: Galvite™ HsDocument4 pagesProtective & Marine Coatings: Galvite™ HsAna CabreraNo ratings yet
- Protective & Marine Coatings: DTM Wash PrimerDocument4 pagesProtective & Marine Coatings: DTM Wash PrimerAna CabreraNo ratings yet
- Anti-Heat Paint Finish On HandrailsDocument28 pagesAnti-Heat Paint Finish On Handrailsblackk7No ratings yet
- Nukote Har: DescriptionDocument4 pagesNukote Har: DescriptionMarco Dos Santos NevesNo ratings yet
- S-Oil+hydro+fluid TDS PDFDocument1 pageS-Oil+hydro+fluid TDS PDFphucdc095041No ratings yet
- Interpon D1036 LSA Cool CoatingsDocument3 pagesInterpon D1036 LSA Cool Coatings120120120120No ratings yet
- DuraplateDocument4 pagesDuraplatelovaldes62No ratings yet
- Product Specification - Apcoshield Py905sg Grey Ral 7016 20kgDocument1 pageProduct Specification - Apcoshield Py905sg Grey Ral 7016 20kgVenkatraman SubramaniamNo ratings yet
- Nukote STDocument4 pagesNukote STMarco Dos Santos NevesNo ratings yet
- Jotun Facade 2286, 2287, 2288: Technical Data SheetDocument4 pagesJotun Facade 2286, 2287, 2288: Technical Data SheetWan Mohd ThariqNo ratings yet
- ALUBOND SpecificationsDocument2 pagesALUBOND SpecificationssoosanantonyNo ratings yet
- SN-803-2020 Staron Exterior Wall CladdingDocument13 pagesSN-803-2020 Staron Exterior Wall CladdingIsma IzriNo ratings yet
- Carbomastic 15 PDSDocument4 pagesCarbomastic 15 PDSRiyaz Basheer100% (1)
- 313P Stecind ENGDocument2 pages313P Stecind ENGSophia RoseNo ratings yet
- 4454 Turbine Oil 46Document1 page4454 Turbine Oil 46AANo ratings yet
- 4454 Turbine Oil 46Document1 page4454 Turbine Oil 46AANo ratings yet
- Protective & Marine Coatings: DTM Acrylic Primer/FinishDocument4 pagesProtective & Marine Coatings: DTM Acrylic Primer/FinishAna CabreraNo ratings yet
- Devcon Plastic Steel Putty ADocument3 pagesDevcon Plastic Steel Putty AAZLAN ABDULLAINo ratings yet
- Koroglass 1000Document3 pagesKoroglass 1000Sandeep gangulyNo ratings yet
- Carboguard 893 PDSDocument5 pagesCarboguard 893 PDSUtomoNo ratings yet
- 3M™ Diamond Grade™ Conspicuity Markings Series 983: Transportation Safety DivisionDocument7 pages3M™ Diamond Grade™ Conspicuity Markings Series 983: Transportation Safety DivisionNgân Hàng Ngô Mạnh TiếnNo ratings yet
- BandarImam 0200Document2 pagesBandarImam 0200art72 talNo ratings yet
- Pyroclad X1: Selection & Specification DataDocument6 pagesPyroclad X1: Selection & Specification DataDuongthithuydungNo ratings yet
- Protective & Marine Coatings: Polysiloxane 1KDocument4 pagesProtective & Marine Coatings: Polysiloxane 1KAna CabreraNo ratings yet
- Corro Zinc 97Document3 pagesCorro Zinc 97Diego RomeroNo ratings yet
- Petrothene: Technical Data SheetDocument3 pagesPetrothene: Technical Data SheetEli DelgadoNo ratings yet
- Technical Data: Plastic Steel Putty (A)Document4 pagesTechnical Data: Plastic Steel Putty (A)francisNo ratings yet
- TDS Hpr1018ha AstmDocument2 pagesTDS Hpr1018ha AstmOsamah JoubsenNo ratings yet
- Carboguard 893 PDSDocument5 pagesCarboguard 893 PDSTrịnh Minh KhoaNo ratings yet
- Carboguard 893: Selection & Specification DataDocument5 pagesCarboguard 893: Selection & Specification DataQuy RomNo ratings yet
- Greenkashi Bio Energy Private Limited: Property Unit Typical Value MethodDocument1 pageGreenkashi Bio Energy Private Limited: Property Unit Typical Value MethodGbeNo ratings yet
- MOLYKOTE 3400A Anti-Friction Coating LF 80-3061C-01Document2 pagesMOLYKOTE 3400A Anti-Friction Coating LF 80-3061C-01MAHESH BELENo ratings yet
- Basf Masterprotect 300 SpecDocument2 pagesBasf Masterprotect 300 SpecWilfredoEnghoyNo ratings yet
- Duranar Solid Sunstorm XL Brochure v3!10!02 19 LowRes 2Document4 pagesDuranar Solid Sunstorm XL Brochure v3!10!02 19 LowRes 2Mani KaruppiahNo ratings yet
- TDS - TR144 - Astm (Eng)Document2 pagesTDS - TR144 - Astm (Eng)Darwin Lenin Iza PradoNo ratings yet
- Protective & Marine Coatings: Pro-Cryl Universal PrimerDocument4 pagesProtective & Marine Coatings: Pro-Cryl Universal PrimerAna CabreraNo ratings yet
- Engen Premium EP SeriesDocument2 pagesEngen Premium EP SeriesNunoNo ratings yet
- Tankguard HB: Technical Data SheetDocument5 pagesTankguard HB: Technical Data Sheetabet_singkong8930No ratings yet
- Technical Data SheetDocument2 pagesTechnical Data SheetLeductoan LeNo ratings yet
- COLORBOND® Steel For Insulated Panel (XIP) Datasheet May 2023Document4 pagesCOLORBOND® Steel For Insulated Panel (XIP) Datasheet May 2023Ramiro RivasNo ratings yet
- Jotamastic 87 AluminiumDocument5 pagesJotamastic 87 AluminiumBiju_PottayilNo ratings yet
- Product Data: Sealants, IncDocument2 pagesProduct Data: Sealants, IncSantoshNo ratings yet
- Product Data: Turbinol XDocument2 pagesProduct Data: Turbinol XdedyhidNo ratings yet
- BP Energrease LSDocument2 pagesBP Energrease LSsaddamNo ratings yet
- Solvay - Duradex D3000Document3 pagesSolvay - Duradex D3000Renan GadioliNo ratings yet
- Especificaciones Pintura Macropoxi NavalDocument4 pagesEspecificaciones Pintura Macropoxi NavalVicenteRojasLeonNo ratings yet
- Proton PF-15Document1 pageProton PF-15HirenNo ratings yet
- Industrial Aluminum Paint: Protective & Marine CoatingsDocument4 pagesIndustrial Aluminum Paint: Protective & Marine CoatingsAna CabreraNo ratings yet
- Zinc-It® Instant Cold Galvanize, 13 WT Oz: No. 18412 - Item# 1005240 - Case# 1005239Document2 pagesZinc-It® Instant Cold Galvanize, 13 WT Oz: No. 18412 - Item# 1005240 - Case# 1005239Jackeline Mary Macedo CondoriNo ratings yet
- Aluminium Paint HR TDSDocument4 pagesAluminium Paint HR TDSRaja S0% (1)
- MyPDF 3Document2 pagesMyPDF 3nikenNo ratings yet
- TDS PRIMER 193V - EnglishDocument2 pagesTDS PRIMER 193V - Englishhoang BuiNo ratings yet
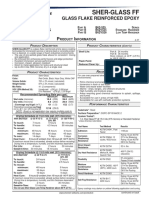
- Sherglass FFDocument4 pagesSherglass FFJhose BonillaNo ratings yet
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Hyd Kom Chapter 3Document14 pagesHyd Kom Chapter 3Abed samadsureyft7vewyrNo ratings yet
- Licentiate Thesis: Effective Development of Dynamic Systems - A Structured ApproachDocument27 pagesLicentiate Thesis: Effective Development of Dynamic Systems - A Structured ApproachAbed samadsureyft7vewyrNo ratings yet
- Vibration Analysis: Chapter FiveDocument24 pagesVibration Analysis: Chapter FiveAbed samadsureyft7vewyrNo ratings yet
- Tinopoxy Coatings: Product Specification SheetDocument5 pagesTinopoxy Coatings: Product Specification SheetAbed samadsureyft7vewyrNo ratings yet
- Department of Defense Standard Practice Chromium Plating, Low Embrittlement, Electro-DepositionDocument14 pagesDepartment of Defense Standard Practice Chromium Plating, Low Embrittlement, Electro-DepositionAbed samadsureyft7vewyrNo ratings yet
- Theoretical Investigation of The Viscous Damping Coefficient of Hydraulic ActuatorsDocument14 pagesTheoretical Investigation of The Viscous Damping Coefficient of Hydraulic ActuatorsAbed samadsureyft7vewyrNo ratings yet
- Tinopoxy Primer - Intermediate Metal CoatingsDocument3 pagesTinopoxy Primer - Intermediate Metal CoatingsAbed samadsureyft7vewyrNo ratings yet
- Tinogalvanize Zinc Rich PrimerDocument2 pagesTinogalvanize Zinc Rich PrimerAbed samadsureyft7vewyrNo ratings yet
- 26 05 36chfDocument20 pages26 05 36chfAbed samadsureyft7vewyrNo ratings yet
- Tinopoxy MIO CoatingDocument4 pagesTinopoxy MIO CoatingAbed samadsureyft7vewyrNo ratings yet
- 26 09 44wenDocument8 pages26 09 44wenAbed samadsureyft7vewyrNo ratings yet
- 26 05 23honDocument20 pages26 05 23honAbed samadsureyft7vewyrNo ratings yet
- Special Electric Motors: High-Speed Machining MotorsDocument68 pagesSpecial Electric Motors: High-Speed Machining MotorsAbed samadsureyft7vewyrNo ratings yet
- CochinBase Tender E 13042021detailDocument27 pagesCochinBase Tender E 13042021detailisan.structural TjsvgalavanNo ratings yet
- Praise Be To Allah: Mymona HendricksDocument37 pagesPraise Be To Allah: Mymona HendricksRulytta MimiNo ratings yet
- May Benson CermakDocument7 pagesMay Benson CermakTamiris AlvesNo ratings yet
- Quantum Tunneling and Spin 14Document14 pagesQuantum Tunneling and Spin 14plfratarNo ratings yet
- Successful FarmingDocument74 pagesSuccessful FarmingAlfred LagbasNo ratings yet
- 1 Management Theories and PracticesDocument96 pages1 Management Theories and PracticesAsegid H/meskelNo ratings yet
- Soalan Psikologi Pengujian Dan PengukuranDocument11 pagesSoalan Psikologi Pengujian Dan PengukuranmisxcheaNo ratings yet
- NV10 TRB 3.3Document234 pagesNV10 TRB 3.3Juan perezNo ratings yet
- Vocabulary Grammar: A Cake A Decision Best A Mess Mistakes Time HomeworkDocument3 pagesVocabulary Grammar: A Cake A Decision Best A Mess Mistakes Time HomeworkMianonimoNo ratings yet
- The Mechanical Properties of Polypropylene - Polylactic Acid (PP-PLA) Polymer Blends - 24 PagesDocument24 pagesThe Mechanical Properties of Polypropylene - Polylactic Acid (PP-PLA) Polymer Blends - 24 PagesSiddharthBhasneyNo ratings yet
- Vaskulitisi Malih Krvnih Sudova Bubrega: Etiopatogeneza, Dijagnostika I LečenjeDocument5 pagesVaskulitisi Malih Krvnih Sudova Bubrega: Etiopatogeneza, Dijagnostika I LečenjedjpaanNo ratings yet
- SAp QM OverviewDocument80 pagesSAp QM OverviewAlfonso Herrera RojasNo ratings yet
- People vs. JaysonDocument5 pagesPeople vs. JaysonnathNo ratings yet
- Design of Beam DoneDocument2 pagesDesign of Beam DoneEmelyn Del Rosario EstebeNo ratings yet
- A CLFILE Is A ANSI Standard Generic Output File For ToolDocument2 pagesA CLFILE Is A ANSI Standard Generic Output File For ToolFadetwoNo ratings yet
- Combustion Products From Ventilation Controlled Fires - Thesis PDFDocument321 pagesCombustion Products From Ventilation Controlled Fires - Thesis PDFYuri SanchezNo ratings yet
- SD Kelas 5Document2 pagesSD Kelas 5mts. miftahulhudaNo ratings yet
- Math 7 2nd Quarter TestDocument4 pagesMath 7 2nd Quarter TestGina QuirosNo ratings yet
- Portable Boring MachineDocument2 pagesPortable Boring Machinesexmanijak100% (1)
- Dawson 2002Document10 pagesDawson 2002sofia merNo ratings yet
- Surbir Singh Negi: Surbir99 - Negi@yahoo - Co.in, Surbir - Negi1@yahoo - Co.inDocument3 pagesSurbir Singh Negi: Surbir99 - Negi@yahoo - Co.in, Surbir - Negi1@yahoo - Co.insurbir_negi1100% (2)
- Key Performance IndicatorsDocument27 pagesKey Performance IndicatorsZiad NayyerNo ratings yet
- Form 5 ElectrolysisDocument2 pagesForm 5 ElectrolysisgrimyNo ratings yet
- Sri Chaitanya IIT Academy, India: Grand Test-5Document31 pagesSri Chaitanya IIT Academy, India: Grand Test-5ashrithNo ratings yet
- MicroZed-3.3 Operators Manual SW v9.00Document64 pagesMicroZed-3.3 Operators Manual SW v9.00Emeka Pius Oramunwa100% (1)
- Gastroenterología y Hepatología: Use of Electrosurgical Units in The Endoscopic Resection of Gastrointestinal TumorsDocument12 pagesGastroenterología y Hepatología: Use of Electrosurgical Units in The Endoscopic Resection of Gastrointestinal TumorsJesús MaríñezNo ratings yet
- Macdonald - 2009 - The Development of Arabic As A Written Language PDFDocument26 pagesMacdonald - 2009 - The Development of Arabic As A Written Language PDFelreynol100% (1)
- Medium Power Film Capacitor AvxDocument70 pagesMedium Power Film Capacitor AvxPeio GilNo ratings yet
- WHO Food Additives Series 59 2008Document479 pagesWHO Food Additives Series 59 2008jgallegosNo ratings yet