Download as pdf or txt
You might also like
- Septic Tank BQDocument2 pagesSeptic Tank BQBushral Yusob100% (1)
- B Se1 Sew Se2 H ResDocument4 pagesB Se1 Sew Se2 H ResJuan Pablo Palma PizarroNo ratings yet
- Mechanical Seal Stirling GNZ - CatalogDocument4 pagesMechanical Seal Stirling GNZ - Catalogsiera100% (2)
- Lo Torc ValvesDocument12 pagesLo Torc ValvesLismi LismiNo ratings yet
- A Carbon Electrode Fabricated Using A Poly (Vinylidene Fluoride) Binder Controlled The Faradaic Reaction of Carbon PowderDocument5 pagesA Carbon Electrode Fabricated Using A Poly (Vinylidene Fluoride) Binder Controlled The Faradaic Reaction of Carbon PowderAlice1923No ratings yet
- BUL-4032-4-UKDocument16 pagesBUL-4032-4-UKAndre aNo ratings yet
- ErmetoDocument28 pagesErmetoRickson Viahul Rayan C100% (1)
- Function of Fittings-ParkerDocument36 pagesFunction of Fittings-Parkerbell_15477100% (1)
- 4100 7 UkjDocument562 pages4100 7 UkjNestramiNo ratings yet
- Ultra Mate BrochureDocument11 pagesUltra Mate BrochureEagle1968No ratings yet
- 4 Innoflex Register BootDocument2 pages4 Innoflex Register BootAmirNo ratings yet
- Quality in ConstructionDocument6 pagesQuality in ConstructionNithin MathaiNo ratings yet
- First in Knife Gate SolutionsDocument8 pagesFirst in Knife Gate SolutionsmmgautomacaoNo ratings yet
- Pressure and Flow Fittings Tutorial: Pressures Up To 10 MpaDocument6 pagesPressure and Flow Fittings Tutorial: Pressures Up To 10 MpaEnrique AssmannNo ratings yet
- Service Bulletin: Power Distribution Box 17-3048 October 2010 New Power Distribution Box Water Integrity All With ESMDocument2 pagesService Bulletin: Power Distribution Box 17-3048 October 2010 New Power Distribution Box Water Integrity All With ESMdfmolinaNo ratings yet
- European Technical Assessment - ETA 14/0108Document20 pagesEuropean Technical Assessment - ETA 14/0108Alexa AlexaNo ratings yet
- Cat. No. 2111 2002: Flanged Gate Valve With Soft SealDocument9 pagesCat. No. 2111 2002: Flanged Gate Valve With Soft SealzaidNo ratings yet
- Ms LA200Document2 pagesMs LA200Oscar SalazarNo ratings yet
- Valvula Esfera GeralDocument16 pagesValvula Esfera GeralluizsavinoNo ratings yet
- TM 2 and TM 4 - Prod - Mark - SHT - AFP 1 475I NewDocument4 pagesTM 2 and TM 4 - Prod - Mark - SHT - AFP 1 475I Newyas ballenNo ratings yet
- Sect 9Document21 pagesSect 9AnouckNo ratings yet
- As 7703 Iso Fe Serie enDocument8 pagesAs 7703 Iso Fe Serie enprihartono_diasNo ratings yet
- ROMA Door Installation and Operating InstructionsDocument10 pagesROMA Door Installation and Operating InstructionsBoris PopovNo ratings yet
- Transformer Bushing Type GOEDocument32 pagesTransformer Bushing Type GOEMMonticelliNo ratings yet
- Trunnion Mounted Ball Valves: Flow-TekDocument8 pagesTrunnion Mounted Ball Valves: Flow-TekFrancescoNo ratings yet
- Installation User Instruction (KMC Corporation)Document33 pagesInstallation User Instruction (KMC Corporation)Dan StroescuNo ratings yet
- HI TECH Corrugate Pipe BroucherDocument30 pagesHI TECH Corrugate Pipe BroucherarsssyNo ratings yet
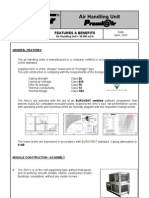
- Air Handling Unit: Features & BenefitsDocument10 pagesAir Handling Unit: Features & Benefits123saurabh123No ratings yet
- European Catalog Single Stage Pulse Valves Series 353 Asco en 7028704Document2 pagesEuropean Catalog Single Stage Pulse Valves Series 353 Asco en 7028704AirteamNo ratings yet
- Burmad 400 Series-Globe Type Deluge ValveDocument8 pagesBurmad 400 Series-Globe Type Deluge Valvenastyn-1No ratings yet
- YALE YPE 500 Series PEDDocument5 pagesYALE YPE 500 Series PEDHimanshu SolankiNo ratings yet
- 32 & 33. Ball Valve Ss 316Document13 pages32 & 33. Ball Valve Ss 316ljvalerio.gtsiphNo ratings yet
- Document Impulse VSG VMGDocument4 pagesDocument Impulse VSG VMGBiriba_nitNo ratings yet
- Elmex-Terminal Block CatalogDocument144 pagesElmex-Terminal Block CatalogHansen LaMessiah SaputraNo ratings yet
- 200 SeriesDocument4 pages200 Serieslacsmm982No ratings yet
- Flex CouplingDocument19 pagesFlex CouplingPradeep_VashistNo ratings yet
- ETPDocument36 pagesETPSantiago RoseroNo ratings yet
- Transformer Bushings, Type GOE and GOE (2) : Technical GuideDocument24 pagesTransformer Bushings, Type GOE and GOE (2) : Technical GuideTxavitoNo ratings yet
- Buteline Malaysia C&SO Booklet March 2017-LRDocument20 pagesButeline Malaysia C&SO Booklet March 2017-LRwodrNo ratings yet
- LCP Purlins GirtsDocument16 pagesLCP Purlins GirtsGarfieldNo ratings yet
- RNP Actuator Metso NewDocument11 pagesRNP Actuator Metso NewOGPE-AMC1No ratings yet
- KlimallcoDocument8 pagesKlimallcoshahzad32552372No ratings yet
- Ppecoforte: PP-HM System For SewersDocument12 pagesPpecoforte: PP-HM System For SewersDo BuiNo ratings yet
- Outside PlantDocument138 pagesOutside PlantJennifer BurnsNo ratings yet
- UK - Speedfit Oct2012Document66 pagesUK - Speedfit Oct2012ImmorthalNo ratings yet
- Rotalock™: Quick Opening ClosureDocument2 pagesRotalock™: Quick Opening Closureagung wijayaNo ratings yet
- WPCE Horizontal Tree Isolation Plugs FlyerDocument1 pageWPCE Horizontal Tree Isolation Plugs Flyererfan hosseiniNo ratings yet
- 080 EN Flange FittingsDocument78 pages080 EN Flange Fittingsjjh38No ratings yet
- DQ CatalogDocument16 pagesDQ Catalogm_ramas2001No ratings yet
- AMERONDocument32 pagesAMERONadvis79No ratings yet
- Dampers For Power Plant PDFDocument31 pagesDampers For Power Plant PDFNikhil Mukesh Varshney100% (4)
- Datasheet Codeline Ecoline 40L30NDocument2 pagesDatasheet Codeline Ecoline 40L30NArmando Corral BlancoNo ratings yet
- PGE Product BrochureDocument4 pagesPGE Product Brochureadventure11111No ratings yet
- DBBV PDFDocument16 pagesDBBV PDF1339979No ratings yet
- Product Overview: Valves Actuators Automation TechnologyDocument36 pagesProduct Overview: Valves Actuators Automation TechnologyBrion Bara IndonesiaNo ratings yet
- Plain Bearings With ELGOTEX: Available Bearing SizesDocument2 pagesPlain Bearings With ELGOTEX: Available Bearing SizesMarian DunareanuNo ratings yet
- Energy-Saving Free Float Steam Trap: FeaturesDocument2 pagesEnergy-Saving Free Float Steam Trap: FeaturesSebastian AcevedoNo ratings yet
- Vespel: Shapes: SP Polyimide Machining StockDocument8 pagesVespel: Shapes: SP Polyimide Machining StockFriedrich GaussNo ratings yet
- GIE Diaphragm ValveDocument8 pagesGIE Diaphragm ValveZeeshan AnwarNo ratings yet
- XomoxProcessBallValves 334550 6-05Document16 pagesXomoxProcessBallValves 334550 6-05Marcio NegraoNo ratings yet
- Trilogy of Connectors: Basic Principles and Connector Design ExplanationsFrom EverandTrilogy of Connectors: Basic Principles and Connector Design ExplanationsRating: 5 out of 5 stars5/5 (1)
- Reformer Convection Coils Explained PT 1 X 0Document7 pagesReformer Convection Coils Explained PT 1 X 0David PierreNo ratings yet
- UV VIS AnalysisDocument32 pagesUV VIS Analysisyouni_2005No ratings yet
- Membrane Preparation Techniques AnisotropicDocument22 pagesMembrane Preparation Techniques AnisotropicAhammed Sherief Kizhakkethil YousephNo ratings yet
- Finite Element Modeling Analysis of Nano Composite Airfoil StructureDocument11 pagesFinite Element Modeling Analysis of Nano Composite Airfoil StructureSuraj GautamNo ratings yet
- Price ConduitDocument3 pagesPrice ConduitAemco Persada NusantaraNo ratings yet
- 8-10370 - Flawless and Q Training - Construction MaterialsDocument50 pages8-10370 - Flawless and Q Training - Construction MaterialsNadeem JavedNo ratings yet
- Minera Esperanza Sea Water Use in Antofagasta Mining GroupDocument15 pagesMinera Esperanza Sea Water Use in Antofagasta Mining GroupBoris Leal MartinezNo ratings yet
- Mech 4sem MSEMDocument190 pagesMech 4sem MSEMlakshmigsr6610No ratings yet
- Numericalsmassignments SolvedDocument5 pagesNumericalsmassignments SolvedghasNo ratings yet
- 109 01552Document14 pages109 01552KnowledgeseekersNo ratings yet
- Homework - Weak Acid Strong Base TitrationsDocument11 pagesHomework - Weak Acid Strong Base Titrationssamchen984No ratings yet
- FM5178R6 TBM Series EnglishDocument2 pagesFM5178R6 TBM Series EnglishalejgonzNo ratings yet
- Experimental Tests and Numerical Modeling of Cellular Beams With Sinusoidal OpeningsDocument16 pagesExperimental Tests and Numerical Modeling of Cellular Beams With Sinusoidal OpeningscaesarNo ratings yet
- Redox ReactionsDocument15 pagesRedox ReactionsAdarsh YadavNo ratings yet
- Monogram Aerospace Fasteners: A Trimas Company L G S R RadDocument2 pagesMonogram Aerospace Fasteners: A Trimas Company L G S R RadSelva RajNo ratings yet
- Dynamic Shear Rheometer - Pavement InteractiveDocument10 pagesDynamic Shear Rheometer - Pavement InteractiveMuhammad FaheemNo ratings yet
- M Series Aluminium Oxide Moisture Probe EnglishDocument4 pagesM Series Aluminium Oxide Moisture Probe EnglishshashankdasNo ratings yet
- M 17-07 Filler For Bituminous Paving Mix PDFDocument3 pagesM 17-07 Filler For Bituminous Paving Mix PDFWalticoZegarraHerrera100% (1)
- Romblon State University: Prepared By: Elena R. Rodeo RSU-CajidiocanDocument33 pagesRomblon State University: Prepared By: Elena R. Rodeo RSU-CajidiocanJudy RianoNo ratings yet
- Design Guide BC1-2012Document86 pagesDesign Guide BC1-2012lwin_oo2435100% (1)
- Sponge Iron 280208Document12 pagesSponge Iron 280208Veeru MohantyNo ratings yet
- Ammonia Mass BalanceDocument24 pagesAmmonia Mass BalanceNurulFatimahalzahra100% (1)
- Civil 113 Shorts Questions CHP 4 To 6Document5 pagesCivil 113 Shorts Questions CHP 4 To 6PRO LEGENDNo ratings yet
- Cac Loi Ve SonDocument86 pagesCac Loi Ve Sonduc trongNo ratings yet
- Lab 2 HysysDocument9 pagesLab 2 HysysMuhamad AimanNo ratings yet
- Flowsheet Assessment To Recover More GoldDocument10 pagesFlowsheet Assessment To Recover More GoldAlejandro ValenzuelaNo ratings yet
- Lecture Notes 1C Fundamentals of Chemistry 2019Document13 pagesLecture Notes 1C Fundamentals of Chemistry 2019Tango Jhecee Meir, D.No ratings yet
- Proctor HistoryDocument27 pagesProctor Historykhadijabugti100% (1)