Download as pdf or txt
You might also like
- Rolling FundamentalsDocument20 pagesRolling FundamentalsJo100% (7)
- Presentation API 570 - 510-653Document83 pagesPresentation API 570 - 510-653Hesham ismail Seddik100% (1)
- Metal Forming Lab - Experiment No 5 - Sheet Metal FormingDocument4 pagesMetal Forming Lab - Experiment No 5 - Sheet Metal FormingSubhasis Biswal100% (1)
- Mse 315aDocument23 pagesMse 315aMuhammad Bilal SahiNo ratings yet
- Rolling of Metals Process and Principles (With Diagram)Document11 pagesRolling of Metals Process and Principles (With Diagram)SUDIPTA BHATTACHARJEENo ratings yet
- Labs-2 METAL FORMING Practice PDFDocument6 pagesLabs-2 METAL FORMING Practice PDFROYALNEWSSNo ratings yet
- Design of Aluminum Rolling Processes For Foil, Sheet, and PlateDocument46 pagesDesign of Aluminum Rolling Processes For Foil, Sheet, and Platered_fulcrum2011No ratings yet
- Bsa College OF Engineering & Technology: A Mini Project OnDocument13 pagesBsa College OF Engineering & Technology: A Mini Project Onswitesh27No ratings yet
- RollingDocument54 pagesRollingavutu_kunduru100% (1)
- Rolling (Bulk Deformation Process)Document27 pagesRolling (Bulk Deformation Process)Kazal ArefinNo ratings yet
- Rolling of MetalsDocument28 pagesRolling of MetalsSaiful Islam100% (1)
- RollingDocument7 pagesRollingMeet BNo ratings yet
- Lab. 2 - Strengthing Materials by Cold WorkingDocument4 pagesLab. 2 - Strengthing Materials by Cold WorkingDonNo ratings yet
- CH 13Document34 pagesCH 13ACC SHNo ratings yet
- RollingDocument5 pagesRollingOm Prakash TenduweNo ratings yet
- Rolling PPT KalpakjianDocument33 pagesRolling PPT Kalpakjianshourav2113No ratings yet
- Rolling Nov2011Document47 pagesRolling Nov2011Navin LiverpoolNo ratings yet
- Unit - Iii: Metal Forming ProcessesDocument63 pagesUnit - Iii: Metal Forming ProcessesRohith RoNo ratings yet
- IronDocument91 pagesIronManish KumarNo ratings yet
- Metal Forming Lect 1Document31 pagesMetal Forming Lect 1e22mecu0009No ratings yet
- Rolling Report (Production)Document27 pagesRolling Report (Production)AhmedHassen7100% (8)
- Mechanism of RollingDocument4 pagesMechanism of RollingGanesh Kotipalli100% (1)
- Unit IV OrigionalDocument25 pagesUnit IV OrigionalPrakash SinghNo ratings yet
- Rolling: Metal Working ProcessDocument63 pagesRolling: Metal Working ProcessRohit SinghalNo ratings yet
- Tarea 3 - Procesos de Conformado MasivoDocument3 pagesTarea 3 - Procesos de Conformado MasivoYuliana Montserrat SanchezNo ratings yet
- Effects of Degrees of Cold Working and Ion On TheDocument9 pagesEffects of Degrees of Cold Working and Ion On TheMustea GigyNo ratings yet
- A Study of Zenner - Holomon Parameter Variation With Pass Reduction in Steel RollingDocument11 pagesA Study of Zenner - Holomon Parameter Variation With Pass Reduction in Steel RollinginventionjournalsNo ratings yet
- Effects of Rolling Speed On Microstructure and Mechanical Properties of Al-1050-H4 During Accumulative Roll Bonding (Arb)Document8 pagesEffects of Rolling Speed On Microstructure and Mechanical Properties of Al-1050-H4 During Accumulative Roll Bonding (Arb)TJPRC PublicationsNo ratings yet
- GR GNT 00166580000000717Document25 pagesGR GNT 00166580000000717ashoku24007No ratings yet
- Cold RollingDocument8 pagesCold Rollingpoom2007No ratings yet
- Laboratory Report - UploadDocument10 pagesLaboratory Report - UploadspritesNo ratings yet
- Chapter 4-Bulk Deformation ProcessesDocument38 pagesChapter 4-Bulk Deformation ProcessesG. Dancer GhNo ratings yet
- Effect of Cold Working On BrassDocument3 pagesEffect of Cold Working On BrassHasnain AliNo ratings yet
- Demonstration of Two High Roll Mill Using Aluminium RodDocument64 pagesDemonstration of Two High Roll Mill Using Aluminium RodUdit Sunil KatkarNo ratings yet
- Cs Project ReportDocument24 pagesCs Project Reportharika mandadapuNo ratings yet
- Metal FormingDocument33 pagesMetal FormingSamir KhNo ratings yet
- AbstractDocument4 pagesAbstractneptunaNo ratings yet
- APSC 279 Introduction To Lab 2: Deformation and RecrystallizationDocument10 pagesAPSC 279 Introduction To Lab 2: Deformation and RecrystallizationJackNo ratings yet
- MT 2nd AssignmentDocument72 pagesMT 2nd AssignmentDixitNo ratings yet
- L13-Rolling of MetalsDocument32 pagesL13-Rolling of MetalsAbirHasan100% (1)
- Rolling FinalDocument7 pagesRolling FinalHaroon Karim BalochNo ratings yet
- Metal RollingDocument17 pagesMetal RollingkxalxoNo ratings yet
- Rolling of Steel and Major Equipment in A Cross-Country Rolling MillDocument20 pagesRolling of Steel and Major Equipment in A Cross-Country Rolling MillKASHIFNo ratings yet
- Mechanical Comportement of A Cement Plant Rotary KilnDocument6 pagesMechanical Comportement of A Cement Plant Rotary KilnCorrosion FactoryNo ratings yet
- RollingDocument4 pagesRollingswainpiyushNo ratings yet
- Chapter 13 Lecture - Rolling ProcessDocument66 pagesChapter 13 Lecture - Rolling Processabd altwierNo ratings yet
- Rolling: R. V. College of Engineering, BangaloreDocument13 pagesRolling: R. V. College of Engineering, Bangaloreqnikil7_669442093No ratings yet
- Effect of Cold Working On BrassDocument3 pagesEffect of Cold Working On BrassHasnain AliNo ratings yet
- TMF-Chapter 4 - Notes PDFDocument27 pagesTMF-Chapter 4 - Notes PDFPraneethNo ratings yet
- 6 Effect of Backup Roll Length and Roll Neck Length On Profile ForDocument7 pages6 Effect of Backup Roll Length and Roll Neck Length On Profile Foromid hamidishadNo ratings yet
- AUC - 2004 - Finite Element Analysis of Rolls & Mill Housing in Cold Rolling MillDocument11 pagesAUC - 2004 - Finite Element Analysis of Rolls & Mill Housing in Cold Rolling MillRaju Venkat DasuNo ratings yet
- Form Ability Od A8011 Aluminium Alloy SheetDocument6 pagesForm Ability Od A8011 Aluminium Alloy SheetwojciechsciezorNo ratings yet
- Rolling 1Document142 pagesRolling 1atul bartyNo ratings yet
- MEE 332 05 RollingDocument27 pagesMEE 332 05 RollingAhmed AbdulrhmanNo ratings yet
- Metals FormingDocument34 pagesMetals FormingBilisuma SeyoumNo ratings yet
- Coil Break Line LiteratureDocument3 pagesCoil Break Line LiteraturePartho ChoudhuryNo ratings yet
- Rolling of Metals PDFDocument31 pagesRolling of Metals PDFAravindhan AnbalaganNo ratings yet
- Lecture 37Document4 pagesLecture 37Dharmendra KumarNo ratings yet
- Module 2 Activity No. 1Document6 pagesModule 2 Activity No. 1Benz DyNo ratings yet
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Powder Metallurgy (P/M) : Study Various Characteristics of Copper Powders andDocument3 pagesPowder Metallurgy (P/M) : Study Various Characteristics of Copper Powders andSubhasis BiswalNo ratings yet
- Introduction To Casting Processes: BackgroundDocument5 pagesIntroduction To Casting Processes: BackgroundSubhasis BiswalNo ratings yet
- Introduction To Joining Processes: ObjectiveDocument5 pagesIntroduction To Joining Processes: ObjectiveSubhasis BiswalNo ratings yet
- Experiment 6Document3 pagesExperiment 6Subhasis BiswalNo ratings yet
- Avida Towers BGC 9th Ave. Presentation 01.27.14Document22 pagesAvida Towers BGC 9th Ave. Presentation 01.27.14PollyNo ratings yet
- Cables MCQsDocument11 pagesCables MCQsAbhishek Kumar SahNo ratings yet
- Rheem 2013 Spare Parts ManualDocument199 pagesRheem 2013 Spare Parts ManualNguyen KhaNo ratings yet
- Module 4 - Conduction and Breakdown in Solid DielectricsDocument49 pagesModule 4 - Conduction and Breakdown in Solid DielectricsFah Rukh0% (1)
- Nozzle Dim 12th EdnDocument16 pagesNozzle Dim 12th EdnBTENo ratings yet
- SmawDocument56 pagesSmawFakhar WindratamaNo ratings yet
- TR2343 - Preservation Requirements For Supplier PackagesDocument10 pagesTR2343 - Preservation Requirements For Supplier Packagesmaximusala83No ratings yet
- Methodology For Pile Foundation 08-09Document4 pagesMethodology For Pile Foundation 08-09Jeremy Jenkins86% (7)
- TECON BriefDocument17 pagesTECON BriefGeorge TobingNo ratings yet
- Antalia HeaterDocument1 pageAntalia HeaterDaniel MocanuNo ratings yet
- Lennox International Inc 51M37 29418 PDFDocument54 pagesLennox International Inc 51M37 29418 PDFFadel B ChNo ratings yet
- Comf3293 Pss GlobalDocument18 pagesComf3293 Pss Globalriokuroba2No ratings yet
- Astm A105-2001 PDFDocument4 pagesAstm A105-2001 PDFMohammed TariqNo ratings yet
- Aashto M-33-99Document5 pagesAashto M-33-99Ba Lestari Wijanarko100% (1)
- KDK MDocument16 pagesKDK MWan PekanNo ratings yet
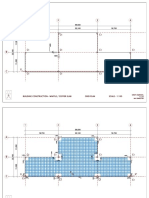
- Grid Plan Building Construction - Waffle / Coffer Slab SCALE - 1:100Document3 pagesGrid Plan Building Construction - Waffle / Coffer Slab SCALE - 1:100Dristi KejriwalNo ratings yet
- Asian PaintDocument26 pagesAsian PaintcivilqsNo ratings yet
- Is 15466 (2004)Document16 pagesIs 15466 (2004)slamienkaNo ratings yet
- Pamphlet - System Earthing - English VersionDocument8 pagesPamphlet - System Earthing - English VersionDhanraj chavanNo ratings yet
- Old Castle Shelter Brochure DownloadDocument32 pagesOld Castle Shelter Brochure DownloadmyglasshouseNo ratings yet
- Report119 - Part2 of 5 InspectionsDocument44 pagesReport119 - Part2 of 5 InspectionshjdNo ratings yet
- Application of Mohr's Circle To The Three-Dimensional Analysis of StressDocument15 pagesApplication of Mohr's Circle To The Three-Dimensional Analysis of StressHaikal HakimNo ratings yet
- Refridgeration and AC SystemsDocument22 pagesRefridgeration and AC SystemsApurva ArniNo ratings yet
- Wind LoadsDocument10 pagesWind LoadsTimNo ratings yet
- LR6 Series - Specifications - DC Type (En)Document15 pagesLR6 Series - Specifications - DC Type (En)Nguyễn Văn ĐịnhNo ratings yet
- Painting ProductsDocument164 pagesPainting ProductsMiguel OliveiraNo ratings yet
- Mse 470 S20 L10-11 PDFDocument24 pagesMse 470 S20 L10-11 PDFAndre VictorNo ratings yet
- Sandwich Plate SystemDocument3 pagesSandwich Plate SystemMihai LunguNo ratings yet
- Search Results: Heat Engine - SlideshareDocument3 pagesSearch Results: Heat Engine - SlideshareJndl SisNo ratings yet