Download as pdf or txt
You might also like
- Social Media QuestionnaireDocument7 pagesSocial Media Questionnairevivek67% (3)
- MCRS Fuel System Overview PDFDocument100 pagesMCRS Fuel System Overview PDFAnonymous ABPUPbK91% (11)
- KissSoft Article GearAnalysisAndOptimization PDFDocument12 pagesKissSoft Article GearAnalysisAndOptimization PDFeng13No ratings yet
- Worm Gear DesignDocument15 pagesWorm Gear Designsohamkoli100% (2)
- Isis DriveDocument18 pagesIsis DriveTms ArnNo ratings yet
- Family ResourcesDocument33 pagesFamily ResourcesJackie S LaymanNo ratings yet
- Direct Gear DesignDocument7 pagesDirect Gear DesignFranco Angelo RegenciaNo ratings yet
- Gear DesignDocument10 pagesGear DesignDragoș Gabriel Hrihor100% (2)
- Topic1 2Document28 pagesTopic1 2mohammed hamdyNo ratings yet
- Basic Gear Terminology and Calculation - KHKDocument9 pagesBasic Gear Terminology and Calculation - KHKvinan44482No ratings yet
- Basic Gear Terminology and Calculation - KHK GearsDocument8 pagesBasic Gear Terminology and Calculation - KHK GearsSuyandi SinagaNo ratings yet
- Basic Gear Terminology and CalculationDocument10 pagesBasic Gear Terminology and CalculationTesseract spyderNo ratings yet
- Face Gears: Geometry and Strength: Ulrich Kissling and Stefan BeermannDocument8 pagesFace Gears: Geometry and Strength: Ulrich Kissling and Stefan BeermannbennyfergusonNo ratings yet
- Basic Gear Terminology and Calculation - KHK GearsDocument10 pagesBasic Gear Terminology and Calculation - KHK GearsJoab Max Apaza MartinezNo ratings yet
- Worm Wheel Design ProcessDocument28 pagesWorm Wheel Design ProcessMuhammadTayyabNo ratings yet
- Worm GearingDocument22 pagesWorm Gearingkismugan0% (1)
- Elements of Metric Gear Technology: Table 1-5 (Cont.) Spur Gear Design FormulasDocument13 pagesElements of Metric Gear Technology: Table 1-5 (Cont.) Spur Gear Design FormulasRakeshvb10No ratings yet
- Worm GearsDocument13 pagesWorm Gearsutopian_player7192No ratings yet
- Design of Spur GearsDocument29 pagesDesign of Spur GearsAishwarya RameshNo ratings yet
- Machining of Spur Gears Using A Special: Milling CutterDocument5 pagesMachining of Spur Gears Using A Special: Milling CutterSubrat BhoktaNo ratings yet
- A Methodology For Obtaining Optimum Gear Tooth Microtopographies For Noise and Stress Minimization Over A Broad Operating Torque RangeDocument14 pagesA Methodology For Obtaining Optimum Gear Tooth Microtopographies For Noise and Stress Minimization Over A Broad Operating Torque RangevijaykumarnNo ratings yet
- A Worm GearDocument19 pagesA Worm GearPetrus Malailak0% (1)
- Basic Gear Terminology and Calculation - KHK Gears PDFDocument8 pagesBasic Gear Terminology and Calculation - KHK Gears PDFMinhas ArshadNo ratings yet
- Bevel Gear CalcsDocument11 pagesBevel Gear Calcsmanish_umdNo ratings yet
- Face Gears: Geometry and Strength: Ulrich Kissling and Stefan BeermannDocument8 pagesFace Gears: Geometry and Strength: Ulrich Kissling and Stefan BeermannosaniamecNo ratings yet
- Spline DesignDocument5 pagesSpline DesignRuchira Chanda Indu100% (2)
- A New Approach For The Calculation Of: Worm Shaft DeflectionDocument10 pagesA New Approach For The Calculation Of: Worm Shaft DeflectionrozenilNo ratings yet
- Ussymetrical Gear Terminology Used in AircraftDocument12 pagesUssymetrical Gear Terminology Used in AircraftilhamNo ratings yet
- BacklashDocument6 pagesBacklashHarihar PanigrahiNo ratings yet
- Gear ShavingDocument6 pagesGear ShavingRuchira Chanda InduNo ratings yet
- Worm Gears FormulasDocument11 pagesWorm Gears FormulasTushar MahajanNo ratings yet
- Elements of Mechanical Design: SYEN4399. FIRST in EngineeringDocument27 pagesElements of Mechanical Design: SYEN4399. FIRST in EngineeringYash GandhiNo ratings yet
- Cycloid Drive - Replaced by Planocentric Involute GearingDocument6 pagesCycloid Drive - Replaced by Planocentric Involute GearingMax GrandeNo ratings yet
- Automated Modelling of Spur Gears and Worm Gears Using ABAQUS/CAEDocument20 pagesAutomated Modelling of Spur Gears and Worm Gears Using ABAQUS/CAEGanesh KCNo ratings yet
- The Effect of Center Distance Change On Gear Teeth EngagementDocument21 pagesThe Effect of Center Distance Change On Gear Teeth EngagementDavide MaranoNo ratings yet
- Investigating An Innovative Approach To Generate Asymmetric Tooth Profiles and Analyzing Bending StressDocument15 pagesInvestigating An Innovative Approach To Generate Asymmetric Tooth Profiles and Analyzing Bending Stressindex PubNo ratings yet
- Part SolutionDocument5 pagesPart SolutionCherrydhelNo ratings yet
- Increasing Load Capacity of Splines Due To Design: Günter Schäfer and Martin GarzkeDocument6 pagesIncreasing Load Capacity of Splines Due To Design: Günter Schäfer and Martin GarzkeBala LakshmanNo ratings yet
- Synthesis and Analysis of Plastic Curved Facewidth Spur GearsDocument9 pagesSynthesis and Analysis of Plastic Curved Facewidth Spur GearsMarilena MereutaNo ratings yet
- Parametric Modelling of Straight Bevel Gearing System and Analyze The Forces and Stresses by Analytical ApproachDocument5 pagesParametric Modelling of Straight Bevel Gearing System and Analyze The Forces and Stresses by Analytical ApproachseventhsensegroupNo ratings yet
- Hypoid Gears With Involute Teeth: David B. DoonerDocument6 pagesHypoid Gears With Involute Teeth: David B. DoonerLibardo Cardenas PNo ratings yet
- Cycloid Drive - Replaced by Planocentric Involute Gearing PDFDocument6 pagesCycloid Drive - Replaced by Planocentric Involute Gearing PDFMax GrandeNo ratings yet
- Worm GearingDocument37 pagesWorm GearingAnonymous Hy5Ir9QXNo ratings yet
- IV 4Document16 pagesIV 423mp33No ratings yet
- Influence of Gear Geometry On Gearbox Noise Reduction - An Experimental InvestigationDocument7 pagesInfluence of Gear Geometry On Gearbox Noise Reduction - An Experimental InvestigationsamanaveenNo ratings yet
- Boston Eng Info - SpurGearsDocument5 pagesBoston Eng Info - SpurGearsMauro TognocchiNo ratings yet
- Clevis DesignDocument12 pagesClevis DesignjeremiasjmNo ratings yet
- Gear Cutting Grinding and Measuring MethodsDocument15 pagesGear Cutting Grinding and Measuring Methodshumayun121No ratings yet
- Gears, Splines, and Serrations: Unit 24Document8 pagesGears, Splines, and Serrations: Unit 24Satish Dhandole100% (1)
- Optimization of Turbine Blade Fir-Tree Root Geometry Utilizing LS-Prepost in Pre-And Post-ProcessingDocument12 pagesOptimization of Turbine Blade Fir-Tree Root Geometry Utilizing LS-Prepost in Pre-And Post-ProcessingAnubhav SharmaNo ratings yet
- Proj 2021-2Document5 pagesProj 2021-2RAUL J COLON-OLIVERASNo ratings yet
- Attachment 1638181293Document5 pagesAttachment 1638181293Faizan AlyNo ratings yet
- Considerations On The Geometrical Elements Calculated For Circular Arc Teeth Bevel Gears, 528 Saratov TypeDocument6 pagesConsiderations On The Geometrical Elements Calculated For Circular Arc Teeth Bevel Gears, 528 Saratov Typejulio_rodriguesNo ratings yet
- Finite Element Analysis of The Dynamic Contact Stress of Cycloid Gear of RV Reducer, WEI Ling HuiDocument6 pagesFinite Element Analysis of The Dynamic Contact Stress of Cycloid Gear of RV Reducer, WEI Ling Huii.christianNo ratings yet
- Spur Gears Are The Most Common Type of GearsDocument9 pagesSpur Gears Are The Most Common Type of GearsEngineering ProjectNo ratings yet
- Evolution of Gear Quality in Helical PM Gears During ProcessingDocument7 pagesEvolution of Gear Quality in Helical PM Gears During ProcessingyağmurNo ratings yet
- GearDocument14 pagesGearAnimesh ManiNo ratings yet
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
- Performance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisFrom EverandPerformance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisNo ratings yet
- OnZeroStiffness PDFDocument24 pagesOnZeroStiffness PDFAvinash KumarNo ratings yet
- Welding Abstracts Dec 2011Document86 pagesWelding Abstracts Dec 2011Avinash KumarNo ratings yet
- Paper I Syllabus: 1. Thermodynamics, Cycles and IC EnginesDocument3 pagesPaper I Syllabus: 1. Thermodynamics, Cycles and IC EnginesAvinash KumarNo ratings yet
- Essay 5 Tutorial For A Three-Dimensional Heat Conduction Problem Using ANSYSDocument5 pagesEssay 5 Tutorial For A Three-Dimensional Heat Conduction Problem Using ANSYSAvinash KumarNo ratings yet
- When To Use 1-D ElementsDocument2 pagesWhen To Use 1-D ElementsAvinash KumarNo ratings yet
- G33 ThreadingDocument8 pagesG33 ThreadingAvinash KumarNo ratings yet
- Solidworks MotionDocument13 pagesSolidworks MotionJulio Cesar Montoya DelgadoNo ratings yet
- Abaqus Example Problems Manual (6Document18 pagesAbaqus Example Problems Manual (6Avinash KumarNo ratings yet
- 399 438Document40 pages399 438Avinash Kumar0% (1)
- Failure Analysis of An LCD Assembly: ME 597 Project IDocument28 pagesFailure Analysis of An LCD Assembly: ME 597 Project IAvinash KumarNo ratings yet
- NDT - Piping GuideDocument262 pagesNDT - Piping GuideCarlos CastilloNo ratings yet
- S111 EN 12 Aluminium Standard Inclinometric CasingDocument4 pagesS111 EN 12 Aluminium Standard Inclinometric CasingIrwan DarmawanNo ratings yet
- Q4-31-03-2022 TMBDocument67 pagesQ4-31-03-2022 TMBDhanush Kumar RamanNo ratings yet
- B3-201-2018 - Developing and Using Justifiable Asset Health Indices For Tactical and Strategic Risk ManagementDocument10 pagesB3-201-2018 - Developing and Using Justifiable Asset Health Indices For Tactical and Strategic Risk ManagementNamLeNo ratings yet
- 2019 - International Trade Policy PDFDocument17 pages2019 - International Trade Policy PDFJuana FernandezNo ratings yet
- Summaryof StandardsDocument2 pagesSummaryof Standardsroman_maximoNo ratings yet
- Solvent-Based Separation and Recycling of Waste Plastics A ReviewDocument14 pagesSolvent-Based Separation and Recycling of Waste Plastics A ReviewChristhy Vanessa Ruiz MadroñeroNo ratings yet
- Manzo Food and Cocktail MenuDocument2 pagesManzo Food and Cocktail MenuNell CaseyNo ratings yet
- Benefits of Achieving Customer Service ExcellenceDocument19 pagesBenefits of Achieving Customer Service ExcellencemuhamadNo ratings yet
- Siemense CNC 48SP2Document19 pagesSiemense CNC 48SP2Xaoc KabataNo ratings yet
- ALKANSYADocument2 pagesALKANSYAkhiemonsNo ratings yet
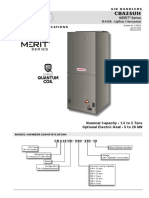
- Manejadora - Cba25uh - 018 Al 060 - Lennox - Ficha Tecnica - I LennoxDocument16 pagesManejadora - Cba25uh - 018 Al 060 - Lennox - Ficha Tecnica - I LennoxWalter BernalNo ratings yet
- EVS BCA Unit 1Document39 pagesEVS BCA Unit 1Kauser JahanNo ratings yet
- Aa - Mindray BS-120 BS-200 Bs200e-Cldl PDFDocument1 pageAa - Mindray BS-120 BS-200 Bs200e-Cldl PDFFlorelia VazquezNo ratings yet
- Unofficial Manual For Sknote Disto: Normal Stereo ModeDocument4 pagesUnofficial Manual For Sknote Disto: Normal Stereo ModedbiscuitsNo ratings yet
- Material 2 SFD and BMDDocument6 pagesMaterial 2 SFD and BMDRafiu SoliuNo ratings yet
- NCKH ĐỊNH TÍNHDocument75 pagesNCKH ĐỊNH TÍNHnguyennguyen.31221022808No ratings yet
- WRAP Food Grade HDPE Recycling Process: Commercial Feasibility StudyDocument45 pagesWRAP Food Grade HDPE Recycling Process: Commercial Feasibility StudyHACHALU FAYENo ratings yet
- 3D CAD Model DownloadsDocument10 pages3D CAD Model DownloadssahirprojectsNo ratings yet
- 5.UART Serial Communication Module Design and SimulationDocument4 pages5.UART Serial Communication Module Design and Simulationvenkatahari babuNo ratings yet
- Permit-To-Work - General Electrical (Under 1000 Volts) : ANNEX 16.1.6Document3 pagesPermit-To-Work - General Electrical (Under 1000 Volts) : ANNEX 16.1.6RihardsNo ratings yet
- Capital MArket MCQDocument11 pagesCapital MArket MCQSoumit DasNo ratings yet
- Material Safety Data Sheet Tenkoz Cypermethrin Insecticide Section 1 Chemical Product and Company IdentificationDocument4 pagesMaterial Safety Data Sheet Tenkoz Cypermethrin Insecticide Section 1 Chemical Product and Company IdentificationzpmNo ratings yet
- Add and Subtract Fractions With Unlike Denominators 7 +Document5 pagesAdd and Subtract Fractions With Unlike Denominators 7 +Priyanka JawaherNo ratings yet
- RulebookDocument8 pagesRulebookEren KoyunoğluNo ratings yet
- Abidemi's CVDocument3 pagesAbidemi's CVOkafor Obinna RNo ratings yet
- Muhammad Saiful Bahri YusoffDocument7 pagesMuhammad Saiful Bahri YusoffRun CapNo ratings yet