Download as docx, pdf, or txt
You might also like
- 13.1. BuhlerDocument20 pages13.1. BuhlerSaumik ShuvoNo ratings yet
- J23-016B ManualDocument12 pagesJ23-016B ManualCarmen Méndez AnTonyNo ratings yet
- SM-330 - SM430 - SM-936 - 1136 Semi-Automatic Divider Rounder SeriesDocument20 pagesSM-330 - SM430 - SM-936 - 1136 Semi-Automatic Divider Rounder Serieshugo_1990No ratings yet
- Beneopro VWG 75 Food: Product SheetDocument3 pagesBeneopro VWG 75 Food: Product SheetJosé RoqueNo ratings yet
- Official History of 86th DivisionDocument344 pagesOfficial History of 86th DivisionFilipNo ratings yet
- Rock SolidDocument1 pageRock Solidkarthikdhadala0% (1)
- SMII Scanmaster SorterDocument2 pagesSMII Scanmaster Sorterdan_alpa5No ratings yet
- Product Information and Traceability / Product Tracing: Good Hygiene Practices Along The Coffee ChainDocument24 pagesProduct Information and Traceability / Product Tracing: Good Hygiene Practices Along The Coffee ChainDiana Clarissa BoncajesNo ratings yet
- SECOM 777: Touch Screen Controller For Discontinous Dyeing ProcessesDocument2 pagesSECOM 777: Touch Screen Controller For Discontinous Dyeing ProcessesRamon Silva G100% (1)
- Touch Screen Controller: Cost-Efficient, High Resolution, With Internal I/ODocument2 pagesTouch Screen Controller: Cost-Efficient, High Resolution, With Internal I/Oanon_612425549100% (1)
- Destoner MachineDocument6 pagesDestoner MachineFauzi GunawanNo ratings yet
- Brochure SORTEX Ricesorting EN 001 PDFDocument12 pagesBrochure SORTEX Ricesorting EN 001 PDFdan_alpa5No ratings yet
- SR Sortex A Range enDocument12 pagesSR Sortex A Range enBala NairNo ratings yet
- Thin Layer Drying of Grains and CropsDocument3 pagesThin Layer Drying of Grains and CropsAD DNo ratings yet
- Wheat Handbook 2014 PDFDocument56 pagesWheat Handbook 2014 PDFysrajputanaNo ratings yet
- 01 Cleaning of Vibratory Sifter CL-01Document3 pages01 Cleaning of Vibratory Sifter CL-01Ravi YadavNo ratings yet
- Coconut Milk Powder SpecsheetDocument1 pageCoconut Milk Powder SpecsheetMarison J. Pintu Batu0% (1)
- CAC Edible Oil Standard (19-2005)Document6 pagesCAC Edible Oil Standard (19-2005)isodept.pcmNo ratings yet
- Mini Dal MillDocument6 pagesMini Dal MilljasenterpriseNo ratings yet
- 12 TRACENET-Organic - Traceablity System - SudhanshuDocument51 pages12 TRACENET-Organic - Traceablity System - Sudhanshugmswga2012No ratings yet
- JAS Training01Document37 pagesJAS Training01Anil Kumar SinghNo ratings yet
- Food Grains MachineryDocument39 pagesFood Grains MachinerykarthiNo ratings yet
- Sunflower Dehulling: Bühler AG 2014Document28 pagesSunflower Dehulling: Bühler AG 2014Liliana ŞeremetNo ratings yet
- Dal Mill MachineDocument7 pagesDal Mill MachineviewpawanNo ratings yet
- Business Area Seed ProcessingDocument16 pagesBusiness Area Seed ProcessingSeed GamingNo ratings yet
- 3 HP CompressorDocument3 pages3 HP Compressorgokul saravananNo ratings yet
- Development and Performance Evaluation of Maize Threshing and Grinding MachineDocument6 pagesDevelopment and Performance Evaluation of Maize Threshing and Grinding MachineAJER JOURNAL100% (1)
- 6 Type of ReportDocument7 pages6 Type of ReportSidNo ratings yet
- LMI-IOM-3390089000-02.10 - SG-User-Manual PETARYDocument56 pagesLMI-IOM-3390089000-02.10 - SG-User-Manual PETARYWilliam Melo100% (1)
- Mid-Year Mill ReportDocument15 pagesMid-Year Mill ReportMilling and Grain magazineNo ratings yet
- Handbook On OECD Varietal Certification in India PDFDocument396 pagesHandbook On OECD Varietal Certification in India PDFRavi DixitNo ratings yet
- JUTE Fibre To Yarn PDFDocument217 pagesJUTE Fibre To Yarn PDFMoshiur RahmanNo ratings yet
- Zhongke Corporation: New Optical New Optical Color Sorter Color SorterDocument8 pagesZhongke Corporation: New Optical New Optical Color Sorter Color SorterEdmar S JNo ratings yet
- Iraqi Dates IndustaryDocument64 pagesIraqi Dates IndustaryMuhammad Sohail AkramNo ratings yet
- General Corn Grits / Corn Flour SpecificationDocument5 pagesGeneral Corn Grits / Corn Flour SpecificationEvi Nur Diana SariNo ratings yet
- Pre Installation Lab Requirements: (For Arl XRF 9900 Intellipower Series Spectrometer - 1200W)Document3 pagesPre Installation Lab Requirements: (For Arl XRF 9900 Intellipower Series Spectrometer - 1200W)saji kumarNo ratings yet
- Gap Turmeric 1Document28 pagesGap Turmeric 1Jayaprakash Muthuvat0% (1)
- Test Sieving ManualDocument52 pagesTest Sieving Manualoğuz kağan100% (1)
- Dyemanager User GuideDocument177 pagesDyemanager User GuideMuhammad Kamal HossainNo ratings yet
- Aacc 10-13aDocument18 pagesAacc 10-13aЕлена СтариноваNo ratings yet
- Standards For Pesticide Residue Limits in Foods PDFDocument180 pagesStandards For Pesticide Residue Limits in Foods PDFNanette DeinlaNo ratings yet
- WTW Catalog+ Lab - 106 - 137 - Photometry - 1493-kb - US PDFDocument32 pagesWTW Catalog+ Lab - 106 - 137 - Photometry - 1493-kb - US PDFCorina StanculescuNo ratings yet
- National Programme For Organic Production: Agricultural and Processed Food Products Export Development Authority (APEDA)Document22 pagesNational Programme For Organic Production: Agricultural and Processed Food Products Export Development Authority (APEDA)govarthan1976No ratings yet
- Banana Pack HouseDocument5 pagesBanana Pack Housevskaarthi100% (2)
- Chemical Safety of Meat and Meat Products PDFDocument11 pagesChemical Safety of Meat and Meat Products PDFekosaputrobbppbatuNo ratings yet
- Shimadzu HPLC Standard Operation Procedure: Dr. Sana Mustafa Assistant Professor Depart. of Chemistry FUUAST, KarachiDocument49 pagesShimadzu HPLC Standard Operation Procedure: Dr. Sana Mustafa Assistant Professor Depart. of Chemistry FUUAST, Karachiran_ooNo ratings yet
- Pleva BrochureDocument7 pagesPleva Brochuresyedraza1No ratings yet
- CSG 60 Cereal Rye 200910 FinalDocument1 pageCSG 60 Cereal Rye 200910 FinalwsocNo ratings yet
- 2021 - UPDATED Seed Testing (Ms. Elalin)Document89 pages2021 - UPDATED Seed Testing (Ms. Elalin)Krizia Daleene M. CorderoNo ratings yet
- Gkf3000s enDocument6 pagesGkf3000s enPiotrSikoraNo ratings yet
- Tablet:Problems in Tablet Manufacturing: From PharmpediaDocument15 pagesTablet:Problems in Tablet Manufacturing: From PharmpediaMuhammad AyubNo ratings yet
- Handbook On Spices and Condiments - Cultivation Processing and ExtractionDocument62 pagesHandbook On Spices and Condiments - Cultivation Processing and ExtractionSvsSridharNo ratings yet
- Shirley Trash AnalysisDocument2 pagesShirley Trash AnalysisAditya Shrivastava50% (2)
- vVIBRAX - SIEBTECHNIK GMBH PDFDocument32 pagesvVIBRAX - SIEBTECHNIK GMBH PDFzamburittiNo ratings yet
- Karaerler Catalogue - EnglishDocument31 pagesKaraerler Catalogue - EnglishLaurentiu MarianNo ratings yet
- AAS-7000F+Spares Dated 31.08.2022Document8 pagesAAS-7000F+Spares Dated 31.08.2022mimmaNo ratings yet
- Design of A Cryogenic Grinding System For SpicesDocument10 pagesDesign of A Cryogenic Grinding System For Spicesdeepakkumar2626No ratings yet
- Grain BrochureDocument16 pagesGrain Brochureyash bhalotiaNo ratings yet
- GS AnalysisDocument4 pagesGS AnalysisElkhattabi AsmaeNo ratings yet
- Rice Mill MachinesDocument7 pagesRice Mill MachinesPraise K PremonNo ratings yet
- Brochure - DT - SO - SORTEX S UltraVision - BSSBDocument12 pagesBrochure - DT - SO - SORTEX S UltraVision - BSSBpresidencia.capisamNo ratings yet
- Quality Control and Quality Assurance: Delivery Quality (Finished Goods)Document5 pagesQuality Control and Quality Assurance: Delivery Quality (Finished Goods)Sharifah NuruljannahNo ratings yet
- X-Ray Diffraction: Applications, Advantages and LimitationsDocument9 pagesX-Ray Diffraction: Applications, Advantages and LimitationsSharifah NuruljannahNo ratings yet
- Soybean Oil: Sharifah Nuruljannah Binti Syed AmranDocument4 pagesSoybean Oil: Sharifah Nuruljannah Binti Syed AmranSharifah NuruljannahNo ratings yet
- Iambic PentameterDocument1 pageIambic PentameterSharifah NuruljannahNo ratings yet
- Short Intro To Game Tree (Probability)Document9 pagesShort Intro To Game Tree (Probability)Sharifah NuruljannahNo ratings yet
- 0805SMD010 HitanoDocument9 pages0805SMD010 Hitanoemail emailNo ratings yet
- Steel Bar:: Basically Mild Steel BarsDocument7 pagesSteel Bar:: Basically Mild Steel BarsEdu PlatformNo ratings yet
- Boat Electrical InstallationsDocument15 pagesBoat Electrical Installationsmantencion CRINo ratings yet
- Material Safety Data Sheet: 1 IdentificationDocument6 pagesMaterial Safety Data Sheet: 1 IdentificationTaufik TajudinNo ratings yet
- BFWeDocument1 pageBFWeAhmad HasanNo ratings yet
- 5 Commandments of DatingDocument8 pages5 Commandments of DatingBariki MwasagaNo ratings yet
- OmkarRathod EMDDocument22 pagesOmkarRathod EMDRajesh MetkariNo ratings yet
- Unit 4 Flow of Water in SoilDocument31 pagesUnit 4 Flow of Water in SoilKhalil FanousNo ratings yet
- T T 291978 London Landmark Information Display Posters - Ver - 5Document25 pagesT T 291978 London Landmark Information Display Posters - Ver - 5Анна СокасNo ratings yet
- 13446000Document4 pages13446000hermon_agustioNo ratings yet
- Strategic Analysis For Novo Nordisk's International Expansion Into BrazilDocument10 pagesStrategic Analysis For Novo Nordisk's International Expansion Into BrazilSarlota KratochvilovaNo ratings yet
- Thesis MacRitchieDocument255 pagesThesis MacRitchieDaniel Asaph PianistaNo ratings yet
- AnswersDocument8 pagesAnswersDaniyal AsifNo ratings yet
- Third Periodical Test in English 5.Document7 pagesThird Periodical Test in English 5.Emil Nayad ZamoraNo ratings yet
- Major 7F & Minor 7F AccountsDocument64 pagesMajor 7F & Minor 7F AccountsShaik Arif BashaNo ratings yet
- Fundamentals of Nursing NCLEX Practice Quiz 2 (30 Items) - NurseslabsDocument35 pagesFundamentals of Nursing NCLEX Practice Quiz 2 (30 Items) - NurseslabsCHINGANGBAM ANJU CHANUNo ratings yet
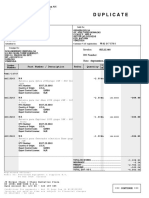
- Duplicate: Invoice: DO NumberDocument2 pagesDuplicate: Invoice: DO NumberLiau Zhan HongNo ratings yet
- Determination of Aspirin Using Back TitrationDocument7 pagesDetermination of Aspirin Using Back TitrationChilaNo ratings yet
- GAILGas ExistingCNGStationsDocument4 pagesGAILGas ExistingCNGStationsclass xNo ratings yet
- DSSFRWDocument10 pagesDSSFRWErmias DjcuzoNo ratings yet
- Prof. Stefano Benedicenti: Dean of Endodotic, Restorative and Laser Dental DepartmentDocument7 pagesProf. Stefano Benedicenti: Dean of Endodotic, Restorative and Laser Dental DepartmentAsif IqbalNo ratings yet
- Answer Saved Marked Out of 1Document26 pagesAnswer Saved Marked Out of 1savzxNo ratings yet
- Treatment & Prognosis of Ewing Sarcoma (Charles)Document5 pagesTreatment & Prognosis of Ewing Sarcoma (Charles)Charles BayogNo ratings yet
- Honorato C. Perez, Sr. Memorial Science High SchoolDocument8 pagesHonorato C. Perez, Sr. Memorial Science High SchoolJOMARI DL. GAVINONo ratings yet
- ToxicantsDocument76 pagesToxicantsAnum KhalidNo ratings yet
- BM SA ROPE ATTACHMENTS HRDocument4 pagesBM SA ROPE ATTACHMENTS HRTheo van der BergNo ratings yet
- E0234 PPTDocument41 pagesE0234 PPTjerry.sharma0312No ratings yet
- Novena - March ST JudeDocument7 pagesNovena - March ST JudeApril Joy Daniel BigorniaNo ratings yet
- ABB KR Dry Type Transformer CatalogDocument16 pagesABB KR Dry Type Transformer CatalogGia Minh ĐỗNo ratings yet