Download as pdf or txt
You might also like
- Lecture 7 - To PostDocument58 pagesLecture 7 - To PostFerry FangNo ratings yet
- 2014 Fact Book LRDocument40 pages2014 Fact Book LRYul Armand OrtigasNo ratings yet
- Bingham Canyon MineDocument8 pagesBingham Canyon Minenasir.hdip8468No ratings yet
- Alindeco Company Profile 2016Document40 pagesAlindeco Company Profile 2016Uso DanNo ratings yet
- Column Flotation Circuits in Chilean Copper ConcentratorsDocument14 pagesColumn Flotation Circuits in Chilean Copper ConcentratorsRaúl García Godoy100% (2)
- LCC and OEEDocument4 pagesLCC and OEESAURAV KUMARNo ratings yet
- Aluminum Global Strategic Business ReportDocument40 pagesAluminum Global Strategic Business ReportyagnaakellaNo ratings yet
- Cobalt 60Document5 pagesCobalt 60Sa ReNo ratings yet
- 3.1 Coal Preparation 3.1.1 Design Job and Adopted Standards and SpecificationsDocument46 pages3.1 Coal Preparation 3.1.1 Design Job and Adopted Standards and SpecificationsHarish SahuNo ratings yet
- Kolwezi SX StudyDocument22 pagesKolwezi SX StudywitkerzNo ratings yet
- Relief Valves PDFDocument10 pagesRelief Valves PDFDipti BhanjaNo ratings yet
- PHD Thesis James Edward QuinnDocument239 pagesPHD Thesis James Edward QuinnPablo SebastianNo ratings yet
- HydroFloat Paper MinEng 2018Document9 pagesHydroFloat Paper MinEng 2018JD FCNo ratings yet
- Problems of Management of Domestic and Industrial Water System in Mining Environment-FullText-2019 PDFDocument5 pagesProblems of Management of Domestic and Industrial Water System in Mining Environment-FullText-2019 PDFPratip BhattacharyaNo ratings yet
- ProfileofScientists1 Against Climate ChngeDocument8 pagesProfileofScientists1 Against Climate ChngeAtish KissoonNo ratings yet
- Meterolla SteelsDocument76 pagesMeterolla SteelsKrishna AjithNo ratings yet
- L3 Actuator PDFDocument23 pagesL3 Actuator PDFharishcsharmaNo ratings yet
- Supply, Demand and PriceDocument26 pagesSupply, Demand and PriceSim Je HanNo ratings yet
- The Italian Coffee Import - A Gravity Model Analysis PDFDocument7 pagesThe Italian Coffee Import - A Gravity Model Analysis PDFbarbarafcNo ratings yet
- Electroplating: Electroplating Is A General Name For Processes That Create A MetalDocument9 pagesElectroplating: Electroplating Is A General Name For Processes That Create A MetalLollllNo ratings yet
- Iron Making in Mini Blast Furnace MBFDocument4 pagesIron Making in Mini Blast Furnace MBFMaheswar SethiNo ratings yet
- MiningDocument58 pagesMiningAnonymous UFmvMAYRZNo ratings yet
- TherblingsDocument10 pagesTherblingsajainb239No ratings yet
- ALTA Short Course Outline Sample Pages Copper SX EWDocument7 pagesALTA Short Course Outline Sample Pages Copper SX EWHamed PiriNo ratings yet
- Metallurgium: Making A Better Mousetrap: The Role of Innovation in Mineral Processing & Metallurgical Plant DesignDocument32 pagesMetallurgium: Making A Better Mousetrap: The Role of Innovation in Mineral Processing & Metallurgical Plant DesignAmgad_SNo ratings yet
- 2013 Mining Initiative Concept PaperDocument14 pages2013 Mining Initiative Concept PaperTrisTan DolojanNo ratings yet
- The Albion ProcessDocument19 pagesThe Albion ProcessChristian SanguinettiNo ratings yet
- IM World Lithium Map 2015 PDFDocument1 pageIM World Lithium Map 2015 PDFKiran JojiNo ratings yet
- Designof Damsfor Mining Industry 2017Document11 pagesDesignof Damsfor Mining Industry 2017gushiken SantosNo ratings yet
- Industry Disaster ListDocument6 pagesIndustry Disaster Listaliakbar51214No ratings yet
- MemoQ Server Installation GuideDocument18 pagesMemoQ Server Installation GuideLeon0% (1)
- Standar Terminology of Coal and CokeDocument13 pagesStandar Terminology of Coal and CokeFelipe GonzalezNo ratings yet
- A CIP Simulation Technique Using Excel Built-In FunctionalityDocument4 pagesA CIP Simulation Technique Using Excel Built-In FunctionalityluischusNo ratings yet
- Mech 4sem MSEMDocument190 pagesMech 4sem MSEMlakshmigsr6610No ratings yet
- Copper Lead Zinc OresDocument1 pageCopper Lead Zinc OresAnnie Black MussaNo ratings yet
- A Simulation Model For Truck-Shovel Operation PDFDocument307 pagesA Simulation Model For Truck-Shovel Operation PDFFernando SagasteguiNo ratings yet
- AQC GuidelineDocument66 pagesAQC GuidelineRegina EfraimNo ratings yet
- Oyu Tolgoi Socio Economic Impact Assessment 2009 ENGDocument196 pagesOyu Tolgoi Socio Economic Impact Assessment 2009 ENGbqdianzNo ratings yet
- 02 - 21 - 2018 - ChE Plant Design - Synthetic Zeolite From Coal Fly Ash (CFA)Document130 pages02 - 21 - 2018 - ChE Plant Design - Synthetic Zeolite From Coal Fly Ash (CFA)Juhlian V. SantosNo ratings yet
- Minerals Engineering: Duncan M. Smythe, Annegret Lombard, Louis L. CoetzeeDocument10 pagesMinerals Engineering: Duncan M. Smythe, Annegret Lombard, Louis L. Coetzeefaouzi rachidNo ratings yet
- Synthesis of Zeolite A A ReviewDocument6 pagesSynthesis of Zeolite A A ReviewSohel SurtiNo ratings yet
- Canadian Oil Sands - HP - Feb07Document11 pagesCanadian Oil Sands - HP - Feb07김도연No ratings yet
- Report The Toxic ShipDocument38 pagesReport The Toxic ShipIbrahim Abdi GeeleNo ratings yet
- ECSA Discipline-Specific Training Guideline For Candidate Engineers in Metallurgical EngineeringDocument7 pagesECSA Discipline-Specific Training Guideline For Candidate Engineers in Metallurgical EngineeringMoosewanger01No ratings yet
- Baumgardner Frederickson 1985Document10 pagesBaumgardner Frederickson 1985Danilo AlexandreNo ratings yet
- On The Size of Drops in Pulsed and VibratingDocument4 pagesOn The Size of Drops in Pulsed and VibratingArunNo ratings yet
- Evaluation of Various Turbulence Models in Enclosed Environment CFDDocument18 pagesEvaluation of Various Turbulence Models in Enclosed Environment CFDbenjamin.arfi06No ratings yet
- Fluidized Beds and Fixed BedsDocument121 pagesFluidized Beds and Fixed BedstucameaNo ratings yet
- Estimation of Corrosion Kinetics ParametersDocument16 pagesEstimation of Corrosion Kinetics ParametersFelipe Cepeda SilvaNo ratings yet
- Models - Corr.corrosion Parameter EstimationDocument16 pagesModels - Corr.corrosion Parameter EstimationFelipe Cepeda SilvaNo ratings yet
- Mass Transport of Visco-Elastic Electrodes: Hardeep Singh TejaDocument3 pagesMass Transport of Visco-Elastic Electrodes: Hardeep Singh TejaKrishan Bir SinghNo ratings yet
- A Variable Turbulent Schmidt Number Formulation For Scramjet ApplicationDocument7 pagesA Variable Turbulent Schmidt Number Formulation For Scramjet ApplicationAkshay rajanNo ratings yet
- Drag CoefficientDocument61 pagesDrag CoefficientSaurabh SharmaNo ratings yet
- IES Mechanical Engineeering Conventional 2015Document24 pagesIES Mechanical Engineeering Conventional 2015MAheshNo ratings yet
- Algorithms For Multi-Parameter Constrained Compositing of Borehole Assay Intervals From Economic AspectsDocument14 pagesAlgorithms For Multi-Parameter Constrained Compositing of Borehole Assay Intervals From Economic AspectsluisparedesNo ratings yet
- F F2 TacpDocument11 pagesF F2 TacpRegina H ChNo ratings yet
- Test-Case Number 1: Rise of A Spherical Cap Bubble in A Stagnant Liquid (PN)Document4 pagesTest-Case Number 1: Rise of A Spherical Cap Bubble in A Stagnant Liquid (PN)Wunkey WunkruNo ratings yet
- Test-Case Number 1: Rise of A Spherical Cap Bubble in A Stagnant Liquid (PN)Document4 pagesTest-Case Number 1: Rise of A Spherical Cap Bubble in A Stagnant Liquid (PN)Wunkey WunkruNo ratings yet
- Palandri, 1993 (J. Anal. Appl. Pyrolysis)Document12 pagesPalandri, 1993 (J. Anal. Appl. Pyrolysis)Alberto Moreno GomezNo ratings yet
- Donnet Et Al. 2006. The Difference Between Iodine Number and Nitrogen Surface Area Determination For Carbon BlacksDocument15 pagesDonnet Et Al. 2006. The Difference Between Iodine Number and Nitrogen Surface Area Determination For Carbon BlacksMaira Alejandra Cubillos TorresNo ratings yet
- Konita WPC Board Brochure PDFDocument8 pagesKonita WPC Board Brochure PDFSusanta MaharanaNo ratings yet
- VLÄTKRIG InstructionsDocument2 pagesVLÄTKRIG InstructionsEscargotNo ratings yet
- Final Test Series For Neet-2021Document22 pagesFinal Test Series For Neet-2021hardik cheemaNo ratings yet
- SEFCOR Quick Reference Catalog 2011Document301 pagesSEFCOR Quick Reference Catalog 2011samirparida81No ratings yet
- GraniteDocument4 pagesGranitequsaiNo ratings yet
- A Small Report On The Steel Melting Shop at Bokaro Steel PlantDocument4 pagesA Small Report On The Steel Melting Shop at Bokaro Steel PlantSrikant Mahapatra0% (1)
- HIGHVOLTAGE - L11 - BreakdownDocument39 pagesHIGHVOLTAGE - L11 - Breakdownrezasirjani1No ratings yet
- EDGE 48-705 Cut and OilDocument2 pagesEDGE 48-705 Cut and Oil퀴니퀴니No ratings yet
- Dye Sensitised Solar Cell: Project ReportDocument26 pagesDye Sensitised Solar Cell: Project ReportNeha SharmaNo ratings yet
- Zhejiang Zhapu Technology Co.,LtdDocument1 pageZhejiang Zhapu Technology Co.,LtdTurbo Snail RNo ratings yet
- Tappi Chart FaqsDocument2 pagesTappi Chart FaqsSharmila MielaNo ratings yet
- 02 - Technical Specifications - Cast-In-Place ConcreteDocument15 pages02 - Technical Specifications - Cast-In-Place ConcreteMarcons Jon Maturan CasabaNo ratings yet
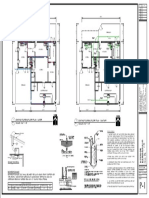
- Existing Plumbing Floor Plan - Water 1 P-1 SCALE: 3/16" 1'-0" Existing Plumbing Floor Plan - Sanitary 2 P-1 SCALE: 3/16" 1'-0"Document1 pageExisting Plumbing Floor Plan - Water 1 P-1 SCALE: 3/16" 1'-0" Existing Plumbing Floor Plan - Sanitary 2 P-1 SCALE: 3/16" 1'-0"Raúl Carbonell HerreraNo ratings yet
- 4 Great Methods To Make Graphene at Home, Along With Graphene BasicsDocument12 pages4 Great Methods To Make Graphene at Home, Along With Graphene BasicsNaga RajuNo ratings yet
- Obra C RFQ For Remaining Boundary Wall Work PC AC BOQ (20220624)Document1 pageObra C RFQ For Remaining Boundary Wall Work PC AC BOQ (20220624)ashutoshpathakcivilNo ratings yet
- Fluid Mechanics PDFDocument48 pagesFluid Mechanics PDFrakib hasanNo ratings yet
- EPODIL® 748 Reactive Diluent: DescriptionDocument2 pagesEPODIL® 748 Reactive Diluent: DescriptionArturo BarjauNo ratings yet
- Product Data Sheet: K-Sperse 152MSDocument2 pagesProduct Data Sheet: K-Sperse 152MSManoj Lalita GoswamiNo ratings yet
- Amana Steel Buildings Contracting LLCDocument108 pagesAmana Steel Buildings Contracting LLCrexNo ratings yet
- Chapter-2 Experimental Techniques in Chemistry Short QuestionsDocument4 pagesChapter-2 Experimental Techniques in Chemistry Short QuestionsNisa lociNo ratings yet
- Analysis of Leaf Spring Conditions For Heavy Duty VehicleDocument8 pagesAnalysis of Leaf Spring Conditions For Heavy Duty Vehicle신동호No ratings yet
- Boiler Water TreatmentDocument80 pagesBoiler Water TreatmentRAJINDER HANSNo ratings yet
- Titanium Alloys For BiomedicalDocument10 pagesTitanium Alloys For BiomedicalNandakumar M BasavarajNo ratings yet
- Mek General AnwarDocument98 pagesMek General Anwaranil kumarNo ratings yet
- Review Questions Structural 4Document14 pagesReview Questions Structural 4abNo ratings yet
- Kpa Pump SealDocument6 pagesKpa Pump Sealedwin edarNo ratings yet
- Analysis of Field Performance of Embankments On Soft Clay Deposit With and Without PVD-improvementDocument23 pagesAnalysis of Field Performance of Embankments On Soft Clay Deposit With and Without PVD-improvementlingamkumarNo ratings yet
- Hvs-3520S Series 35Kv Class Splice For Extruded Dielectric (Poly/Epr) Power Cables: Metallic Tape, Wire Shield, Unishield or Lead Sheath CablesDocument19 pagesHvs-3520S Series 35Kv Class Splice For Extruded Dielectric (Poly/Epr) Power Cables: Metallic Tape, Wire Shield, Unishield or Lead Sheath CablesJuanes CevallosNo ratings yet