
Sciencedirect Sciencedirect Sciencedirect
Sciencedirect Sciencedirect Sciencedirect
You might also like
- White 1780 Sewing Machine Instruction ManualDocument57 pagesWhite 1780 Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- AFO Material Safety Data SheetDocument4 pagesAFO Material Safety Data Sheetolympia sajuNo ratings yet
- Pharmacy Statistics Midterms - Hypothesis TestingDocument41 pagesPharmacy Statistics Midterms - Hypothesis TestingKaguraNo ratings yet
- Bomba de Diafragma Samoa DF50 PDFDocument54 pagesBomba de Diafragma Samoa DF50 PDFArnulfo Diaz CuellarNo ratings yet
- Parameter Penggilingan Dan Kualitas Permukaan Yang Bergantung Pada Keausan Pahat Dalam Penggilingan Mikro Dari KuninganDocument6 pagesParameter Penggilingan Dan Kualitas Permukaan Yang Bergantung Pada Keausan Pahat Dalam Penggilingan Mikro Dari KuninganAchmad Rivai ErzalazNo ratings yet
- 1 s2.0 S2212827119306274 MainDocument6 pages1 s2.0 S2212827119306274 Mainrozi nurNo ratings yet
- Battery Pack ManufacturingDocument6 pagesBattery Pack ManufacturingRaisqi Kun HartadiNo ratings yet
- Enabling Condition Based Maintenance in A Precious HI&ANSIDocument6 pagesEnabling Condition Based Maintenance in A Precious HI&ANSIPitipong SunkhongNo ratings yet
- Schleich2018-Geometrical Variations Management 4.0 Towards Next Generation Geometry AssuranceDocument8 pagesSchleich2018-Geometrical Variations Management 4.0 Towards Next Generation Geometry AssuranceAmira SouedNo ratings yet
- 1 s2.0 S2212827120300573 MainDocument7 pages1 s2.0 S2212827120300573 Mainazaz 01No ratings yet
- Sciencedirect: Alper Uysal, I.S. Jawahir Alper Uysal, I.S. JawahirDocument6 pagesSciencedirect: Alper Uysal, I.S. Jawahir Alper Uysal, I.S. JawahirFelipe ZambranoNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument11 pagesSciencedirect Sciencedirect SciencedirectRizal AsyhariNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument4 pagesSciencedirect Sciencedirect SciencedirectIshwarNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectCesar EscalanteNo ratings yet
- 1 s2.0 S2212827121004091 MainDocument6 pages1 s2.0 S2212827121004091 MainZakirUllahNo ratings yet
- Methodology For Design Process of A Snap-Fit JointDocument6 pagesMethodology For Design Process of A Snap-Fit JointGhenal RiveraNo ratings yet
- A New Methodology To Analyze The Functional and Physical Architecture of Existing Products For An Assembly Oriented Product Family IdentificationDocument6 pagesA New Methodology To Analyze The Functional and Physical Architecture of Existing Products For An Assembly Oriented Product Family IdentificationRanjan KumarNo ratings yet
- Measures For A Successful Digital Transformation of SMEs2020Procedia CIRPDocument6 pagesMeasures For A Successful Digital Transformation of SMEs2020Procedia CIRPCarolina JaimesNo ratings yet
- A Hybrid Approach Using Machine Learning To PredicDocument6 pagesA Hybrid Approach Using Machine Learning To Predicabhi09321No ratings yet
- Product Traceability in Manufacturing A TechnicalDocument6 pagesProduct Traceability in Manufacturing A Technicalsinghnavin91No ratings yet
- Bergs 2020Document6 pagesBergs 2020matheusrubikNo ratings yet
- SciencedirectDocument6 pagesSciencedirectchopin.wlive.cnNo ratings yet
- 1 s2.0 S2212827121006673 MainDocument4 pages1 s2.0 S2212827121006673 MainMuslikhudinNo ratings yet
- 1-s2.0-S2212827119305633-mainDocument6 pages1-s2.0-S2212827119305633-mainotmaneNo ratings yet
- Overview of The State of The Art in The ProductionDocument6 pagesOverview of The State of The Art in The Productionarun.nagarkarNo ratings yet
- A High Gain SIW Cavity Backed Triangular Slot Ante - 2019 - Procedia ManufacturiDocument6 pagesA High Gain SIW Cavity Backed Triangular Slot Ante - 2019 - Procedia ManufacturiHaider SultanNo ratings yet
- SciencedirectDocument6 pagesSciencedirectMeelNo ratings yet
- 1 s2.0 S2212827121009525 MainDocument6 pages1 s2.0 S2212827121009525 Mainsivaa hzNo ratings yet
- 1 s2.0 S2212827119307966 MainDocument6 pages1 s2.0 S2212827119307966 MainMaryNo ratings yet
- Simulation of Kinematic Hardening Model For Carbon Steel AISI 1035 Weld Stress Prediction During The Welding Assembly of A RailcarDocument7 pagesSimulation of Kinematic Hardening Model For Carbon Steel AISI 1035 Weld Stress Prediction During The Welding Assembly of A RailcarFelix AleNo ratings yet
- Preparation of Cutting Edges On Solid Cutting Edge BrushingDocument6 pagesPreparation of Cutting Edges On Solid Cutting Edge BrushingJo marNo ratings yet
- 1 s2.0 S2212827120308726 MainDocument15 pages1 s2.0 S2212827120308726 MainNabila NurazizahNo ratings yet
- Artículo 2Document5 pagesArtículo 2Sebastian PaipaNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument4 pagesSciencedirect Sciencedirect SciencedirectGilberto ZencovNo ratings yet
- Chen Chao Remanufacturing Network Design for DualDocument6 pagesChen Chao Remanufacturing Network Design for DualMelika KlnNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectPrashant JondhaleNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectKaren FlorezNo ratings yet
- Categorizing and Selecting Digitization Technologies For Their I - 2019 - ProcedDocument6 pagesCategorizing and Selecting Digitization Technologies For Their I - 2019 - ProcedocastrohNo ratings yet
- Extended VSM-mainDocument6 pagesExtended VSM-mainTHULASI MANOHARANNo ratings yet
- SciencedirectDocument6 pagesSciencedirectShahrzad GhasemiNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectTony starkNo ratings yet
- Jurnal 9Document6 pagesJurnal 9Haris FirmansyahNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectLeandro GonzagaNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectlizbethNo ratings yet
- Wieden Mann 2020Document6 pagesWieden Mann 2020Lakshani AkalankaNo ratings yet
- Pratap 11Document6 pagesPratap 11Siyyadula Chandra SekharNo ratings yet
- 1 s2.0 S2212827122001214 MainDocument6 pages1 s2.0 S2212827122001214 MainHussain MirzaNo ratings yet
- Analysis of A Ni-Fe-Cr-Mo-Si Hardfacing Alloy Manufactured by LaserDocument4 pagesAnalysis of A Ni-Fe-Cr-Mo-Si Hardfacing Alloy Manufactured by LaserBruna GomesNo ratings yet
- TWR07 Aluminium 1-S2.0-S2212827119307723-MainDocument6 pagesTWR07 Aluminium 1-S2.0-S2212827119307723-MainUmerNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument5 pagesSciencedirect Sciencedirect SciencedirectÁlvaro Nieto CastroNo ratings yet
- Tolerance Allocations On Products A Life Cycle EngDocument6 pagesTolerance Allocations On Products A Life Cycle EnglogonwheelerNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectYohanes TimorNo ratings yet
- Lead Time Prediction Using Machine Learning Algorithms A Case Study by A Semiconductor ManufacturerDocument6 pagesLead Time Prediction Using Machine Learning Algorithms A Case Study by A Semiconductor ManufacturerRicardo KatoNo ratings yet
- Kacaras 2018Document6 pagesKacaras 2018moonstarNo ratings yet
- Warehouse Design and Operation Using Augmented Reality Technology - A Papermaking Industry Case StudyDocument6 pagesWarehouse Design and Operation Using Augmented Reality Technology - A Papermaking Industry Case StudyfomboniNo ratings yet
- Teaching Eco DesingDocument6 pagesTeaching Eco DesingR JNo ratings yet
- A New Methodology To Analyze The Functional and Physical Architecture of Existing Products For An Assembly Oriented Product Family IdentificationDocument6 pagesA New Methodology To Analyze The Functional and Physical Architecture of Existing Products For An Assembly Oriented Product Family IdentificationASTROS SPACENo ratings yet
- 1 s2.0 S2212827121000974 MainDocument6 pages1 s2.0 S2212827121000974 Mainshiv.c0108No ratings yet
- A Performance Measurement System For Integrated Production and Maintenance PlanningDocument6 pagesA Performance Measurement System For Integrated Production and Maintenance PlanningRepositorio MantenimientoNo ratings yet
- 1 s2.0 S2212827120309264 MainDocument6 pages1 s2.0 S2212827120309264 MaindivljpNo ratings yet
- A Device For Gear Fabrication by Hot Rolling On PR - 2019 - Procedia ManufacturDocument9 pagesA Device For Gear Fabrication by Hot Rolling On PR - 2019 - Procedia ManufacturHaider SultanNo ratings yet
- A New Methodology To Analyze The Functional and Physical Architecture of Existing Products For An Assembly Oriented Product Family IdentificationDocument4 pagesA New Methodology To Analyze The Functional and Physical Architecture of Existing Products For An Assembly Oriented Product Family IdentificationghghxNo ratings yet
- The Effect of The Deformation Rate On The Wall ThiDocument6 pagesThe Effect of The Deformation Rate On The Wall ThiFaishal HafizhNo ratings yet
- Mechatronics: Pushparaj Mani PathakDocument36 pagesMechatronics: Pushparaj Mani Pathakalagar krishna kumarNo ratings yet
- Overview of Solar DesalinationDocument17 pagesOverview of Solar Desalinationalagar krishna kumarNo ratings yet
- Intro Robot Kinematics 5Document25 pagesIntro Robot Kinematics 5Gnanesh PendliNo ratings yet
- Desalination by Using Alternative EnergyDocument20 pagesDesalination by Using Alternative Energyalagar krishna kumarNo ratings yet
- s17 PDFDocument5 pagess17 PDFalagar krishna kumarNo ratings yet
- Static Analysis of A 6 - Axis Industrial Robot Using Finite Element AnalysisDocument7 pagesStatic Analysis of A 6 - Axis Industrial Robot Using Finite Element Analysisalagar krishna kumarNo ratings yet
- A Vibration Analysis of A 6 Axis Industrial Robot Using Fea: SciencedirectDocument8 pagesA Vibration Analysis of A 6 Axis Industrial Robot Using Fea: Sciencedirectalagar krishna kumarNo ratings yet
- Stress TypesDocument1 pageStress Typesalagar krishna kumarNo ratings yet
- Unit 14 - Week 12: Assignment 12Document5 pagesUnit 14 - Week 12: Assignment 12alagar krishna kumarNo ratings yet
- Writing Goals and Objectives GoalsDocument2 pagesWriting Goals and Objectives Goalsalagar krishna kumarNo ratings yet
- Agreement Gold LoanDocument4 pagesAgreement Gold Loanalagar krishna kumarNo ratings yet
- Understanding Volume Kinetics: Robert G. HahnDocument9 pagesUnderstanding Volume Kinetics: Robert G. Hahnalagar krishna kumarNo ratings yet
- Fluid Mechanics Is A Branch of Science Which Deals With Fluids inDocument6 pagesFluid Mechanics Is A Branch of Science Which Deals With Fluids inalagar krishna kumarNo ratings yet
- For Compressible Flow:: Displacement Thickness: It Is Denoted byDocument1 pageFor Compressible Flow:: Displacement Thickness: It Is Denoted byalagar krishna kumarNo ratings yet
- EGD Diagrams1Document3 pagesEGD Diagrams1alagar krishna kumarNo ratings yet
- Life QuotesDocument2 pagesLife Quotesalagar krishna kumarNo ratings yet
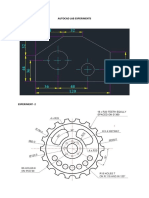
- Autocad Lab Experiments Experiment - 1Document3 pagesAutocad Lab Experiments Experiment - 1alagar krishna kumarNo ratings yet
- Class 1Document15 pagesClass 1eisha123No ratings yet
- SHARP-mxm350n M350u m450n M450uDocument12 pagesSHARP-mxm350n M350u m450n M450uIoas IodfNo ratings yet
- Natural DisastersDocument1 pageNatural DisastersAela VinayNo ratings yet
- Dual Mass FlywheelDocument2 pagesDual Mass FlywheelZimekNo ratings yet
- Ebrahim 2016Document31 pagesEbrahim 2016Afrizal DanaNo ratings yet
- DSSD 605-Revised 2019Document9 pagesDSSD 605-Revised 2019Garfield R. PerezNo ratings yet
- Hotel Owner, ChinaDocument2 pagesHotel Owner, ChinaFortune BuildersNo ratings yet
- PMP Qns 41-60Document6 pagesPMP Qns 41-60longhoa1989No ratings yet
- Smoke & Ventilation CalculationsDocument7 pagesSmoke & Ventilation CalculationsZine Models100% (2)
- Patterns of Technical Change: Toward A Taxonomy and A TheoryDocument31 pagesPatterns of Technical Change: Toward A Taxonomy and A TheoryRobson GuedesNo ratings yet
- Dispensing Circuit BEST: Minimum Tubing Lengths Required: 2.4 Meters 816400700Document1 pageDispensing Circuit BEST: Minimum Tubing Lengths Required: 2.4 Meters 816400700Dinesh SreedharanNo ratings yet
- Focus On Idioms - Praise and CriticismDocument4 pagesFocus On Idioms - Praise and CriticismSaif Khan100% (1)
- MultipLa - A Tool For The Combined Overall Estimation of Various Types of MMHDocument3 pagesMultipLa - A Tool For The Combined Overall Estimation of Various Types of MMHAfirdie FirdausNo ratings yet
- Equipo BardDocument12 pagesEquipo BardanahijanethNo ratings yet
- Three: Evaluating A Company's External EnvironmentDocument30 pagesThree: Evaluating A Company's External EnvironmentPromiti SarkerNo ratings yet
- Ucsp Module 12Document17 pagesUcsp Module 12Aida SabadoNo ratings yet
- Operating Characteristic (OC) CurveDocument4 pagesOperating Characteristic (OC) CurveSaquib Bin Habib100% (2)
- ShaftingDocument7 pagesShaftingMico CampoNo ratings yet
- Schindler 1000 Elevator inDocument16 pagesSchindler 1000 Elevator inSiddhartha JanaNo ratings yet
- Exalco Albio 102 Curtain Wall SystemsDocument92 pagesExalco Albio 102 Curtain Wall SystemsAdmir MatoshiNo ratings yet
- Course CodesDocument26 pagesCourse CodesRohit JainNo ratings yet
- Article IDocument8 pagesArticle IMuhammad Nuril Wahid FauziNo ratings yet
- 1Panel-Data Unit-Root Tests - StataDocument3 pages1Panel-Data Unit-Root Tests - StataHafizAhmadNo ratings yet
- VbhoveniDocument90 pagesVbhoveniPrashant SharmaNo ratings yet
- Chemistry Book - Experimental TechniquesDocument10 pagesChemistry Book - Experimental TechniquesAgustina RIVERO SEGURANo ratings yet
- F172N&P POH Thielert Aircraft SystemsDocument114 pagesF172N&P POH Thielert Aircraft SystemsJuvet Baluyot BigcasNo ratings yet










































































































Download as pdf or txt
You might also like
- White 1780 Sewing Machine Instruction ManualDocument57 pagesWhite 1780 Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- AFO Material Safety Data SheetDocument4 pagesAFO Material Safety Data Sheetolympia sajuNo ratings yet
- Pharmacy Statistics Midterms - Hypothesis TestingDocument41 pagesPharmacy Statistics Midterms - Hypothesis TestingKaguraNo ratings yet
- Bomba de Diafragma Samoa DF50 PDFDocument54 pagesBomba de Diafragma Samoa DF50 PDFArnulfo Diaz CuellarNo ratings yet
- Parameter Penggilingan Dan Kualitas Permukaan Yang Bergantung Pada Keausan Pahat Dalam Penggilingan Mikro Dari KuninganDocument6 pagesParameter Penggilingan Dan Kualitas Permukaan Yang Bergantung Pada Keausan Pahat Dalam Penggilingan Mikro Dari KuninganAchmad Rivai ErzalazNo ratings yet
- 1 s2.0 S2212827119306274 MainDocument6 pages1 s2.0 S2212827119306274 Mainrozi nurNo ratings yet
- Battery Pack ManufacturingDocument6 pagesBattery Pack ManufacturingRaisqi Kun HartadiNo ratings yet
- Enabling Condition Based Maintenance in A Precious HI&ANSIDocument6 pagesEnabling Condition Based Maintenance in A Precious HI&ANSIPitipong SunkhongNo ratings yet
- Schleich2018-Geometrical Variations Management 4.0 Towards Next Generation Geometry AssuranceDocument8 pagesSchleich2018-Geometrical Variations Management 4.0 Towards Next Generation Geometry AssuranceAmira SouedNo ratings yet
- 1 s2.0 S2212827120300573 MainDocument7 pages1 s2.0 S2212827120300573 Mainazaz 01No ratings yet
- Sciencedirect: Alper Uysal, I.S. Jawahir Alper Uysal, I.S. JawahirDocument6 pagesSciencedirect: Alper Uysal, I.S. Jawahir Alper Uysal, I.S. JawahirFelipe ZambranoNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument11 pagesSciencedirect Sciencedirect SciencedirectRizal AsyhariNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument4 pagesSciencedirect Sciencedirect SciencedirectIshwarNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectCesar EscalanteNo ratings yet
- 1 s2.0 S2212827121004091 MainDocument6 pages1 s2.0 S2212827121004091 MainZakirUllahNo ratings yet
- Methodology For Design Process of A Snap-Fit JointDocument6 pagesMethodology For Design Process of A Snap-Fit JointGhenal RiveraNo ratings yet
- A New Methodology To Analyze The Functional and Physical Architecture of Existing Products For An Assembly Oriented Product Family IdentificationDocument6 pagesA New Methodology To Analyze The Functional and Physical Architecture of Existing Products For An Assembly Oriented Product Family IdentificationRanjan KumarNo ratings yet
- Measures For A Successful Digital Transformation of SMEs2020Procedia CIRPDocument6 pagesMeasures For A Successful Digital Transformation of SMEs2020Procedia CIRPCarolina JaimesNo ratings yet
- A Hybrid Approach Using Machine Learning To PredicDocument6 pagesA Hybrid Approach Using Machine Learning To Predicabhi09321No ratings yet
- Product Traceability in Manufacturing A TechnicalDocument6 pagesProduct Traceability in Manufacturing A Technicalsinghnavin91No ratings yet
- Bergs 2020Document6 pagesBergs 2020matheusrubikNo ratings yet
- SciencedirectDocument6 pagesSciencedirectchopin.wlive.cnNo ratings yet
- 1 s2.0 S2212827121006673 MainDocument4 pages1 s2.0 S2212827121006673 MainMuslikhudinNo ratings yet
- 1-s2.0-S2212827119305633-mainDocument6 pages1-s2.0-S2212827119305633-mainotmaneNo ratings yet
- Overview of The State of The Art in The ProductionDocument6 pagesOverview of The State of The Art in The Productionarun.nagarkarNo ratings yet
- A High Gain SIW Cavity Backed Triangular Slot Ante - 2019 - Procedia ManufacturiDocument6 pagesA High Gain SIW Cavity Backed Triangular Slot Ante - 2019 - Procedia ManufacturiHaider SultanNo ratings yet
- SciencedirectDocument6 pagesSciencedirectMeelNo ratings yet
- 1 s2.0 S2212827121009525 MainDocument6 pages1 s2.0 S2212827121009525 Mainsivaa hzNo ratings yet
- 1 s2.0 S2212827119307966 MainDocument6 pages1 s2.0 S2212827119307966 MainMaryNo ratings yet
- Simulation of Kinematic Hardening Model For Carbon Steel AISI 1035 Weld Stress Prediction During The Welding Assembly of A RailcarDocument7 pagesSimulation of Kinematic Hardening Model For Carbon Steel AISI 1035 Weld Stress Prediction During The Welding Assembly of A RailcarFelix AleNo ratings yet
- Preparation of Cutting Edges On Solid Cutting Edge BrushingDocument6 pagesPreparation of Cutting Edges On Solid Cutting Edge BrushingJo marNo ratings yet
- 1 s2.0 S2212827120308726 MainDocument15 pages1 s2.0 S2212827120308726 MainNabila NurazizahNo ratings yet
- Artículo 2Document5 pagesArtículo 2Sebastian PaipaNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument4 pagesSciencedirect Sciencedirect SciencedirectGilberto ZencovNo ratings yet
- Chen Chao Remanufacturing Network Design for DualDocument6 pagesChen Chao Remanufacturing Network Design for DualMelika KlnNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectPrashant JondhaleNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectKaren FlorezNo ratings yet
- Categorizing and Selecting Digitization Technologies For Their I - 2019 - ProcedDocument6 pagesCategorizing and Selecting Digitization Technologies For Their I - 2019 - ProcedocastrohNo ratings yet
- Extended VSM-mainDocument6 pagesExtended VSM-mainTHULASI MANOHARANNo ratings yet
- SciencedirectDocument6 pagesSciencedirectShahrzad GhasemiNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectTony starkNo ratings yet
- Jurnal 9Document6 pagesJurnal 9Haris FirmansyahNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectLeandro GonzagaNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectlizbethNo ratings yet
- Wieden Mann 2020Document6 pagesWieden Mann 2020Lakshani AkalankaNo ratings yet
- Pratap 11Document6 pagesPratap 11Siyyadula Chandra SekharNo ratings yet
- 1 s2.0 S2212827122001214 MainDocument6 pages1 s2.0 S2212827122001214 MainHussain MirzaNo ratings yet
- Analysis of A Ni-Fe-Cr-Mo-Si Hardfacing Alloy Manufactured by LaserDocument4 pagesAnalysis of A Ni-Fe-Cr-Mo-Si Hardfacing Alloy Manufactured by LaserBruna GomesNo ratings yet
- TWR07 Aluminium 1-S2.0-S2212827119307723-MainDocument6 pagesTWR07 Aluminium 1-S2.0-S2212827119307723-MainUmerNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument5 pagesSciencedirect Sciencedirect SciencedirectÁlvaro Nieto CastroNo ratings yet
- Tolerance Allocations On Products A Life Cycle EngDocument6 pagesTolerance Allocations On Products A Life Cycle EnglogonwheelerNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectYohanes TimorNo ratings yet
- Lead Time Prediction Using Machine Learning Algorithms A Case Study by A Semiconductor ManufacturerDocument6 pagesLead Time Prediction Using Machine Learning Algorithms A Case Study by A Semiconductor ManufacturerRicardo KatoNo ratings yet
- Kacaras 2018Document6 pagesKacaras 2018moonstarNo ratings yet
- Warehouse Design and Operation Using Augmented Reality Technology - A Papermaking Industry Case StudyDocument6 pagesWarehouse Design and Operation Using Augmented Reality Technology - A Papermaking Industry Case StudyfomboniNo ratings yet
- Teaching Eco DesingDocument6 pagesTeaching Eco DesingR JNo ratings yet
- A New Methodology To Analyze The Functional and Physical Architecture of Existing Products For An Assembly Oriented Product Family IdentificationDocument6 pagesA New Methodology To Analyze The Functional and Physical Architecture of Existing Products For An Assembly Oriented Product Family IdentificationASTROS SPACENo ratings yet
- 1 s2.0 S2212827121000974 MainDocument6 pages1 s2.0 S2212827121000974 Mainshiv.c0108No ratings yet
- A Performance Measurement System For Integrated Production and Maintenance PlanningDocument6 pagesA Performance Measurement System For Integrated Production and Maintenance PlanningRepositorio MantenimientoNo ratings yet
- 1 s2.0 S2212827120309264 MainDocument6 pages1 s2.0 S2212827120309264 MaindivljpNo ratings yet
- A Device For Gear Fabrication by Hot Rolling On PR - 2019 - Procedia ManufacturDocument9 pagesA Device For Gear Fabrication by Hot Rolling On PR - 2019 - Procedia ManufacturHaider SultanNo ratings yet
- A New Methodology To Analyze The Functional and Physical Architecture of Existing Products For An Assembly Oriented Product Family IdentificationDocument4 pagesA New Methodology To Analyze The Functional and Physical Architecture of Existing Products For An Assembly Oriented Product Family IdentificationghghxNo ratings yet
- The Effect of The Deformation Rate On The Wall ThiDocument6 pagesThe Effect of The Deformation Rate On The Wall ThiFaishal HafizhNo ratings yet
- Mechatronics: Pushparaj Mani PathakDocument36 pagesMechatronics: Pushparaj Mani Pathakalagar krishna kumarNo ratings yet
- Overview of Solar DesalinationDocument17 pagesOverview of Solar Desalinationalagar krishna kumarNo ratings yet
- Intro Robot Kinematics 5Document25 pagesIntro Robot Kinematics 5Gnanesh PendliNo ratings yet
- Desalination by Using Alternative EnergyDocument20 pagesDesalination by Using Alternative Energyalagar krishna kumarNo ratings yet
- s17 PDFDocument5 pagess17 PDFalagar krishna kumarNo ratings yet
- Static Analysis of A 6 - Axis Industrial Robot Using Finite Element AnalysisDocument7 pagesStatic Analysis of A 6 - Axis Industrial Robot Using Finite Element Analysisalagar krishna kumarNo ratings yet
- A Vibration Analysis of A 6 Axis Industrial Robot Using Fea: SciencedirectDocument8 pagesA Vibration Analysis of A 6 Axis Industrial Robot Using Fea: Sciencedirectalagar krishna kumarNo ratings yet
- Stress TypesDocument1 pageStress Typesalagar krishna kumarNo ratings yet
- Unit 14 - Week 12: Assignment 12Document5 pagesUnit 14 - Week 12: Assignment 12alagar krishna kumarNo ratings yet
- Writing Goals and Objectives GoalsDocument2 pagesWriting Goals and Objectives Goalsalagar krishna kumarNo ratings yet
- Agreement Gold LoanDocument4 pagesAgreement Gold Loanalagar krishna kumarNo ratings yet
- Understanding Volume Kinetics: Robert G. HahnDocument9 pagesUnderstanding Volume Kinetics: Robert G. Hahnalagar krishna kumarNo ratings yet
- Fluid Mechanics Is A Branch of Science Which Deals With Fluids inDocument6 pagesFluid Mechanics Is A Branch of Science Which Deals With Fluids inalagar krishna kumarNo ratings yet
- For Compressible Flow:: Displacement Thickness: It Is Denoted byDocument1 pageFor Compressible Flow:: Displacement Thickness: It Is Denoted byalagar krishna kumarNo ratings yet
- EGD Diagrams1Document3 pagesEGD Diagrams1alagar krishna kumarNo ratings yet
- Life QuotesDocument2 pagesLife Quotesalagar krishna kumarNo ratings yet
- Autocad Lab Experiments Experiment - 1Document3 pagesAutocad Lab Experiments Experiment - 1alagar krishna kumarNo ratings yet
- Class 1Document15 pagesClass 1eisha123No ratings yet
- SHARP-mxm350n M350u m450n M450uDocument12 pagesSHARP-mxm350n M350u m450n M450uIoas IodfNo ratings yet
- Natural DisastersDocument1 pageNatural DisastersAela VinayNo ratings yet
- Dual Mass FlywheelDocument2 pagesDual Mass FlywheelZimekNo ratings yet
- Ebrahim 2016Document31 pagesEbrahim 2016Afrizal DanaNo ratings yet
- DSSD 605-Revised 2019Document9 pagesDSSD 605-Revised 2019Garfield R. PerezNo ratings yet
- Hotel Owner, ChinaDocument2 pagesHotel Owner, ChinaFortune BuildersNo ratings yet
- PMP Qns 41-60Document6 pagesPMP Qns 41-60longhoa1989No ratings yet
- Smoke & Ventilation CalculationsDocument7 pagesSmoke & Ventilation CalculationsZine Models100% (2)
- Patterns of Technical Change: Toward A Taxonomy and A TheoryDocument31 pagesPatterns of Technical Change: Toward A Taxonomy and A TheoryRobson GuedesNo ratings yet
- Dispensing Circuit BEST: Minimum Tubing Lengths Required: 2.4 Meters 816400700Document1 pageDispensing Circuit BEST: Minimum Tubing Lengths Required: 2.4 Meters 816400700Dinesh SreedharanNo ratings yet
- Focus On Idioms - Praise and CriticismDocument4 pagesFocus On Idioms - Praise and CriticismSaif Khan100% (1)
- MultipLa - A Tool For The Combined Overall Estimation of Various Types of MMHDocument3 pagesMultipLa - A Tool For The Combined Overall Estimation of Various Types of MMHAfirdie FirdausNo ratings yet
- Equipo BardDocument12 pagesEquipo BardanahijanethNo ratings yet
- Three: Evaluating A Company's External EnvironmentDocument30 pagesThree: Evaluating A Company's External EnvironmentPromiti SarkerNo ratings yet
- Ucsp Module 12Document17 pagesUcsp Module 12Aida SabadoNo ratings yet
- Operating Characteristic (OC) CurveDocument4 pagesOperating Characteristic (OC) CurveSaquib Bin Habib100% (2)
- ShaftingDocument7 pagesShaftingMico CampoNo ratings yet
- Schindler 1000 Elevator inDocument16 pagesSchindler 1000 Elevator inSiddhartha JanaNo ratings yet
- Exalco Albio 102 Curtain Wall SystemsDocument92 pagesExalco Albio 102 Curtain Wall SystemsAdmir MatoshiNo ratings yet
- Course CodesDocument26 pagesCourse CodesRohit JainNo ratings yet
- Article IDocument8 pagesArticle IMuhammad Nuril Wahid FauziNo ratings yet
- 1Panel-Data Unit-Root Tests - StataDocument3 pages1Panel-Data Unit-Root Tests - StataHafizAhmadNo ratings yet
- VbhoveniDocument90 pagesVbhoveniPrashant SharmaNo ratings yet
- Chemistry Book - Experimental TechniquesDocument10 pagesChemistry Book - Experimental TechniquesAgustina RIVERO SEGURANo ratings yet
- F172N&P POH Thielert Aircraft SystemsDocument114 pagesF172N&P POH Thielert Aircraft SystemsJuvet Baluyot BigcasNo ratings yet