
DevelopmentofBrickMakingMachine PDF
DevelopmentofBrickMakingMachine PDF
You might also like
- Labour Rate RecommendedDocument102 pagesLabour Rate RecommendedSarinNo ratings yet
- Concrete Mix Design M-30 (Paver Block) Grade: Name of Work Client Authority Engineer ContractorDocument23 pagesConcrete Mix Design M-30 (Paver Block) Grade: Name of Work Client Authority Engineer ContractorAshok amlapure75% (4)
- Social Sciences Geography (SSG302-22-AG) (Jul)Document8 pagesSocial Sciences Geography (SSG302-22-AG) (Jul)Valencia MohlalaNo ratings yet
- WASH Evaluation Solar Powered Water Supply Systems Somalia 2016-003Document60 pagesWASH Evaluation Solar Powered Water Supply Systems Somalia 2016-003kooj diriye100% (1)
- About Ims SystemDocument32 pagesAbout Ims SystemBoško JanjuševićNo ratings yet
- WiFi Function Manual of Charge Point-181030 PDFDocument16 pagesWiFi Function Manual of Charge Point-181030 PDFfreesonNo ratings yet
- Labour Equipment & MaterialDocument33 pagesLabour Equipment & MaterialSaurabh Kumar SharmaNo ratings yet
- Prospects of Concrete Block Production Industries in NigeriaDocument17 pagesProspects of Concrete Block Production Industries in NigeriaAbu RayhanNo ratings yet
- Cemfil Sprayguide WW 12 2008 Rev1Document32 pagesCemfil Sprayguide WW 12 2008 Rev1freidorNo ratings yet
- 4 Labor, Material and Equipment UtilizationDocument53 pages4 Labor, Material and Equipment UtilizationdndudcNo ratings yet
- Pre-Cast Concrete - Full Case Study1Document14 pagesPre-Cast Concrete - Full Case Study1anant_350872837No ratings yet
- A Testing of Fly Ash Through The Mix Up of Nano Silica For Difference of Strength in ConcreteDocument2 pagesA Testing of Fly Ash Through The Mix Up of Nano Silica For Difference of Strength in ConcreteEditor IJTSRDNo ratings yet
- Bom Mang Chay Dien Husky Hoat DongDocument72 pagesBom Mang Chay Dien Husky Hoat DongcabatoNo ratings yet
- ProposalDocument3 pagesProposalAhsan Iqbal100% (1)
- Precious Plastics - Plastic Brick Machine FabricationDocument16 pagesPrecious Plastics - Plastic Brick Machine Fabricationkotekatbasil0000100% (1)
- Plastic Brick CompressorDocument18 pagesPlastic Brick CompressoreuricordNo ratings yet
- Ijser: Alternatives To Cement in Concrete - A ReviewDocument7 pagesIjser: Alternatives To Cement in Concrete - A ReviewShahnawaz MullaNo ratings yet
- Dangers of A Single Story A Case Study oDocument5 pagesDangers of A Single Story A Case Study oKashish KukrejaNo ratings yet
- COMPRESORASDocument78 pagesCOMPRESORASEduardo RiveraNo ratings yet
- Hollow Bricks Manufacturing StepsDocument3 pagesHollow Bricks Manufacturing StepsClark G. BennettNo ratings yet
- Reserch ProposalDocument10 pagesReserch ProposalHashani Anuttara Abeygunasekara0% (1)
- Instructions For TC083 PER-CAST VACUUM CASTING MACHINE PDFDocument5 pagesInstructions For TC083 PER-CAST VACUUM CASTING MACHINE PDFMarciaNo ratings yet
- Stabilization of Black Cotton Soil With Marble DustDocument4 pagesStabilization of Black Cotton Soil With Marble DustIJRASETPublications100% (1)
- Setting Up A Ready-Mix Concrete Manufacturing Plant-875187 PDFDocument73 pagesSetting Up A Ready-Mix Concrete Manufacturing Plant-875187 PDFGaneshNo ratings yet
- Block Egg LayingDocument17 pagesBlock Egg LayingDebasishSwainNo ratings yet
- 16.precast ConstructionDocument15 pages16.precast ConstructionSamson TseNo ratings yet
- Serving The Poor, Profitably PrahladDocument49 pagesServing The Poor, Profitably Prahladrananda1990100% (1)
- Aluminum Form Work System: Prasanth SDocument15 pagesAluminum Form Work System: Prasanth SMochammad Arif BudiantoNo ratings yet
- Ultra High Performance Concrete Panels For Prefabricated Wall AssembliesDocument22 pagesUltra High Performance Concrete Panels For Prefabricated Wall AssembliesDebasish DeyNo ratings yet
- ProCH 3 PDFDocument91 pagesProCH 3 PDFBarkhad MohamedNo ratings yet
- Organisational Study at Ahlcon Ready Mix Concrete PVTDocument57 pagesOrganisational Study at Ahlcon Ready Mix Concrete PVTSuraj DeyNo ratings yet
- Rigid Pavement With Geo Plastic BricksDocument14 pagesRigid Pavement With Geo Plastic Bricksraj patilNo ratings yet
- Good Practices in Civil WorksDocument33 pagesGood Practices in Civil Worksமாறன் செங்கேணிNo ratings yet
- Clay Bricks Manufactruing Kiln Rs. 5.56 Million Jun 2015Document19 pagesClay Bricks Manufactruing Kiln Rs. 5.56 Million Jun 2015sherafghan_97No ratings yet
- C11 Gypsum and SystemDocument5 pagesC11 Gypsum and SystemphilipyapNo ratings yet
- Optimization of Ready Mix Concrete (RMC)Document6 pagesOptimization of Ready Mix Concrete (RMC)JuanCarlosCarrilloNo ratings yet
- Supply Chain Management PresentationDocument20 pagesSupply Chain Management Presentationharsha vardhanNo ratings yet
- Precast Construction AdvantagesDocument11 pagesPrecast Construction AdvantagesjanaNo ratings yet
- Agro ProDocument18 pagesAgro ProSami Wondimu67% (3)
- Nanotechnology Integration With Hempcrete Enhancing Sustainable ConstructionDocument4 pagesNanotechnology Integration With Hempcrete Enhancing Sustainable Constructioneyob yohannesNo ratings yet
- Paver Block Manufacturing UnitDocument12 pagesPaver Block Manufacturing UnitMusic & ArtNo ratings yet
- An Investigation Into The Issues Influencing The Use of Interlocking Stabilized Soil Blocks in Kenya A Case Study of Siaya CountyDocument77 pagesAn Investigation Into The Issues Influencing The Use of Interlocking Stabilized Soil Blocks in Kenya A Case Study of Siaya CountyManish Shashikant DharekNo ratings yet
- Introduction of Precast ConcreteDocument23 pagesIntroduction of Precast Concretesharifah atiqahNo ratings yet
- Ceramic TileDocument9 pagesCeramic TileNazanin SabetNo ratings yet
- Double Layer Tile PressDocument6 pagesDouble Layer Tile PressHaile Kebede100% (1)
- Fully Automatic Colour Paver MachinesDocument3 pagesFully Automatic Colour Paver MachinesNipan DekaNo ratings yet
- Manufacturing of TilesDocument33 pagesManufacturing of TilesRajesh UppalNo ratings yet
- Cost Benefit of Hydraform BrickDocument7 pagesCost Benefit of Hydraform BrickAdeomoAdeNo ratings yet
- The Design of Interlocking Concrete Block Pavements For Road TrafficDocument10 pagesThe Design of Interlocking Concrete Block Pavements For Road Traffickbenjika100% (1)
- PolypropyleneDocument12 pagesPolypropyleneTal PeraltaNo ratings yet
- Stabilization of Black Cotton Soil Using Fly AshDocument9 pagesStabilization of Black Cotton Soil Using Fly AshIJRASETPublicationsNo ratings yet
- Gyproc Regular BoardsDocument6 pagesGyproc Regular BoardsRadhika Veerala100% (1)
- Concrete Block Making MachineDocument4 pagesConcrete Block Making MachinePalakJain100% (2)
- 1.1 Steel As A Construction Material: Part 1: Architect's GuideDocument1 page1.1 Steel As A Construction Material: Part 1: Architect's GuidepawkomNo ratings yet
- C&D WasteDocument5 pagesC&D WasteAnupEkboteNo ratings yet
- The Basic Clay Brick Making PlantDocument6 pagesThe Basic Clay Brick Making PlantSubhashree Bhattacharya0% (1)
- Normal Concrete Mix DesignDocument4 pagesNormal Concrete Mix Designmurnal0% (1)
- Premix Concrete Supplier - Company ProfileDocument7 pagesPremix Concrete Supplier - Company ProfileSolomon BalemeziNo ratings yet
- Research Proposal - v1Document13 pagesResearch Proposal - v1Thesis IndiaNo ratings yet
- 3D Printing of Concrete: State of the Art and Challenges of the Digital Construction RevolutionFrom Everand3D Printing of Concrete: State of the Art and Challenges of the Digital Construction RevolutionArnaud PerrotNo ratings yet
- Development of Brickmaking MachineDocument125 pagesDevelopment of Brickmaking MachineWyzell SalacuppadreNo ratings yet
- Developmentof Brick Making MachineDocument125 pagesDevelopmentof Brick Making Machinekassambara18499No ratings yet
- Developmentof Brick Making MachineDocument124 pagesDevelopmentof Brick Making Machinemengistuberhanu2015No ratings yet
- Final Year Project Report University ofDocument86 pagesFinal Year Project Report University ofleone shikukuNo ratings yet
- Results and Discussions: Figure 1: Narra Seedlings Planted in The Beer BottlesDocument5 pagesResults and Discussions: Figure 1: Narra Seedlings Planted in The Beer BottlesPhilip ArpiaNo ratings yet
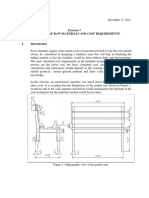
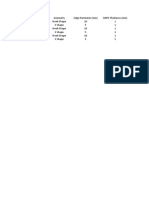
- Exercise 7 Estimation of Raw Materials and Cost RequirementsDocument6 pagesExercise 7 Estimation of Raw Materials and Cost RequirementsPhilip ArpiaNo ratings yet
- JISSE - Volume 1 - Issue 1 - Pages 9-12Document4 pagesJISSE - Volume 1 - Issue 1 - Pages 9-12Philip ArpiaNo ratings yet
- Activity 5a - Data Analysis Using R and Other Stat Application-1Document8 pagesActivity 5a - Data Analysis Using R and Other Stat Application-1Philip ArpiaNo ratings yet
- 1 The Law Making ProcessDocument9 pages1 The Law Making ProcessPhilip ArpiaNo ratings yet
- Descriptions of Parliamentary MotionsDocument3 pagesDescriptions of Parliamentary MotionsPhilip ArpiaNo ratings yet
- Bonded Particles Model Tutorial 2019Document18 pagesBonded Particles Model Tutorial 2019Philip ArpiaNo ratings yet
- Designing, Remodeling and Analyzing The Blades of Portable Concrete MixtureDocument6 pagesDesigning, Remodeling and Analyzing The Blades of Portable Concrete MixturePhilip ArpiaNo ratings yet
- Utilization of Upgraded Shredder Blade and Recycling The Waste Plastic and Rubber TyreDocument6 pagesUtilization of Upgraded Shredder Blade and Recycling The Waste Plastic and Rubber TyrePhilip ArpiaNo ratings yet
- Finite Element Analysis of Plastic Recycling Machine Designed For Production of Thin Filament CoilDocument10 pagesFinite Element Analysis of Plastic Recycling Machine Designed For Production of Thin Filament CoilPhilip ArpiaNo ratings yet
- Optimization of The Development of A Plastic Recycling MachineDocument15 pagesOptimization of The Development of A Plastic Recycling MachinePhilip ArpiaNo ratings yet
- Cutting ForceDocument2 pagesCutting ForcePhilip ArpiaNo ratings yet
- I. Multisim Configuration of Series-Parallel CircuitDocument5 pagesI. Multisim Configuration of Series-Parallel CircuitPhilip ArpiaNo ratings yet
- AdmathDocument8 pagesAdmathPhilip ArpiaNo ratings yet
- Part I: Diode Characteristics ObjectiveDocument11 pagesPart I: Diode Characteristics ObjectivePhilip Arpia0% (1)
- Hello!: Eduard CasalmeDocument16 pagesHello!: Eduard CasalmePhilip ArpiaNo ratings yet
- Part I: Diode Characteristics ObjectiveDocument11 pagesPart I: Diode Characteristics ObjectivePhilip Arpia0% (1)
- Economic Efficiency of Smallholder Farmers in Tomato Production Inbakotibe District Oromia Region Ethiopia PDFDocument8 pagesEconomic Efficiency of Smallholder Farmers in Tomato Production Inbakotibe District Oromia Region Ethiopia PDFsolomon dejejenNo ratings yet
- Aircraft Refuelling and Defuelling ProceduresDocument36 pagesAircraft Refuelling and Defuelling ProceduresKashi Mughal50% (2)
- RGP Fitting ReviewDocument4 pagesRGP Fitting ReviewSulki HanNo ratings yet
- TosDocument2 pagesTosHubert S. Banting100% (1)
- 98 EntrepreneurshipDocument11 pages98 Entrepreneurshipdolly gorlakorakanaNo ratings yet
- Lesson 22 ECG TracesDocument13 pagesLesson 22 ECG TracesGemma WrigleyNo ratings yet
- HSM 541 Week 7 Course ProjectDocument5 pagesHSM 541 Week 7 Course ProjecttheresajonesasNo ratings yet
- GGN DD 033 - D0 PDFDocument250 pagesGGN DD 033 - D0 PDFAkshit KhuranaNo ratings yet
- Promoting Care For Child Development in Community Health ServicesDocument34 pagesPromoting Care For Child Development in Community Health ServicesMaria Kurchatova Lopes PereiraNo ratings yet
- Bearing LayoutDocument30 pagesBearing LayoutmayasfaresNo ratings yet
- ED215 Observed Lesson Plan 1Document2 pagesED215 Observed Lesson Plan 1adrvazquezNo ratings yet
- Standard Practice (SP)Document9 pagesStandard Practice (SP)nizam1372No ratings yet
- KIK614441 IC Part1Document49 pagesKIK614441 IC Part1Hafid FajriNo ratings yet
- Can Pi Currency Really Cross 100 Dollars Until 2030 - QuoraDocument1 pageCan Pi Currency Really Cross 100 Dollars Until 2030 - QuoraScott MorinNo ratings yet
- NOKIA Connected Mode Mobility Algo - SimplifiedDocument27 pagesNOKIA Connected Mode Mobility Algo - SimplifiedMohamed Abd-ElsalamNo ratings yet
- MCQS Dr. Aalia New 31 October 2008Document4 pagesMCQS Dr. Aalia New 31 October 2008rawalianNo ratings yet
- K DLP Week 22 Day 3 CarinaDocument6 pagesK DLP Week 22 Day 3 Carinacarina pelaezNo ratings yet
- SECTION 07 72 00 Roof AccessoriesDocument8 pagesSECTION 07 72 00 Roof AccessoriesJuanPaoloYbañezNo ratings yet
- Introduction To Business Policy and Strategic ManagementDocument3 pagesIntroduction To Business Policy and Strategic ManagementSaket BehlNo ratings yet
- Teaching Staff of Diet Aizawl 2018Document2 pagesTeaching Staff of Diet Aizawl 2018api-346543590No ratings yet
- DATA SUMMARIZATION - PrintDocument28 pagesDATA SUMMARIZATION - PrintThành Cao ĐứcNo ratings yet
- Guided Exercise - Mendel's Peas: NameDocument9 pagesGuided Exercise - Mendel's Peas: NameStephanie Jane AndoyNo ratings yet
- Blood WorksheetDocument5 pagesBlood Worksheetapi-296199660100% (1)
- Ict NotesDocument63 pagesIct Notesmwaurah ndungu100% (1)
- Living As Jesus LivedDocument46 pagesLiving As Jesus LivedCosmin Ghirisan100% (1)






































































































Download as pdf or txt
You might also like
- Labour Rate RecommendedDocument102 pagesLabour Rate RecommendedSarinNo ratings yet
- Concrete Mix Design M-30 (Paver Block) Grade: Name of Work Client Authority Engineer ContractorDocument23 pagesConcrete Mix Design M-30 (Paver Block) Grade: Name of Work Client Authority Engineer ContractorAshok amlapure75% (4)
- Social Sciences Geography (SSG302-22-AG) (Jul)Document8 pagesSocial Sciences Geography (SSG302-22-AG) (Jul)Valencia MohlalaNo ratings yet
- WASH Evaluation Solar Powered Water Supply Systems Somalia 2016-003Document60 pagesWASH Evaluation Solar Powered Water Supply Systems Somalia 2016-003kooj diriye100% (1)
- About Ims SystemDocument32 pagesAbout Ims SystemBoško JanjuševićNo ratings yet
- WiFi Function Manual of Charge Point-181030 PDFDocument16 pagesWiFi Function Manual of Charge Point-181030 PDFfreesonNo ratings yet
- Labour Equipment & MaterialDocument33 pagesLabour Equipment & MaterialSaurabh Kumar SharmaNo ratings yet
- Prospects of Concrete Block Production Industries in NigeriaDocument17 pagesProspects of Concrete Block Production Industries in NigeriaAbu RayhanNo ratings yet
- Cemfil Sprayguide WW 12 2008 Rev1Document32 pagesCemfil Sprayguide WW 12 2008 Rev1freidorNo ratings yet
- 4 Labor, Material and Equipment UtilizationDocument53 pages4 Labor, Material and Equipment UtilizationdndudcNo ratings yet
- Pre-Cast Concrete - Full Case Study1Document14 pagesPre-Cast Concrete - Full Case Study1anant_350872837No ratings yet
- A Testing of Fly Ash Through The Mix Up of Nano Silica For Difference of Strength in ConcreteDocument2 pagesA Testing of Fly Ash Through The Mix Up of Nano Silica For Difference of Strength in ConcreteEditor IJTSRDNo ratings yet
- Bom Mang Chay Dien Husky Hoat DongDocument72 pagesBom Mang Chay Dien Husky Hoat DongcabatoNo ratings yet
- ProposalDocument3 pagesProposalAhsan Iqbal100% (1)
- Precious Plastics - Plastic Brick Machine FabricationDocument16 pagesPrecious Plastics - Plastic Brick Machine Fabricationkotekatbasil0000100% (1)
- Plastic Brick CompressorDocument18 pagesPlastic Brick CompressoreuricordNo ratings yet
- Ijser: Alternatives To Cement in Concrete - A ReviewDocument7 pagesIjser: Alternatives To Cement in Concrete - A ReviewShahnawaz MullaNo ratings yet
- Dangers of A Single Story A Case Study oDocument5 pagesDangers of A Single Story A Case Study oKashish KukrejaNo ratings yet
- COMPRESORASDocument78 pagesCOMPRESORASEduardo RiveraNo ratings yet
- Hollow Bricks Manufacturing StepsDocument3 pagesHollow Bricks Manufacturing StepsClark G. BennettNo ratings yet
- Reserch ProposalDocument10 pagesReserch ProposalHashani Anuttara Abeygunasekara0% (1)
- Instructions For TC083 PER-CAST VACUUM CASTING MACHINE PDFDocument5 pagesInstructions For TC083 PER-CAST VACUUM CASTING MACHINE PDFMarciaNo ratings yet
- Stabilization of Black Cotton Soil With Marble DustDocument4 pagesStabilization of Black Cotton Soil With Marble DustIJRASETPublications100% (1)
- Setting Up A Ready-Mix Concrete Manufacturing Plant-875187 PDFDocument73 pagesSetting Up A Ready-Mix Concrete Manufacturing Plant-875187 PDFGaneshNo ratings yet
- Block Egg LayingDocument17 pagesBlock Egg LayingDebasishSwainNo ratings yet
- 16.precast ConstructionDocument15 pages16.precast ConstructionSamson TseNo ratings yet
- Serving The Poor, Profitably PrahladDocument49 pagesServing The Poor, Profitably Prahladrananda1990100% (1)
- Aluminum Form Work System: Prasanth SDocument15 pagesAluminum Form Work System: Prasanth SMochammad Arif BudiantoNo ratings yet
- Ultra High Performance Concrete Panels For Prefabricated Wall AssembliesDocument22 pagesUltra High Performance Concrete Panels For Prefabricated Wall AssembliesDebasish DeyNo ratings yet
- ProCH 3 PDFDocument91 pagesProCH 3 PDFBarkhad MohamedNo ratings yet
- Organisational Study at Ahlcon Ready Mix Concrete PVTDocument57 pagesOrganisational Study at Ahlcon Ready Mix Concrete PVTSuraj DeyNo ratings yet
- Rigid Pavement With Geo Plastic BricksDocument14 pagesRigid Pavement With Geo Plastic Bricksraj patilNo ratings yet
- Good Practices in Civil WorksDocument33 pagesGood Practices in Civil Worksமாறன் செங்கேணிNo ratings yet
- Clay Bricks Manufactruing Kiln Rs. 5.56 Million Jun 2015Document19 pagesClay Bricks Manufactruing Kiln Rs. 5.56 Million Jun 2015sherafghan_97No ratings yet
- C11 Gypsum and SystemDocument5 pagesC11 Gypsum and SystemphilipyapNo ratings yet
- Optimization of Ready Mix Concrete (RMC)Document6 pagesOptimization of Ready Mix Concrete (RMC)JuanCarlosCarrilloNo ratings yet
- Supply Chain Management PresentationDocument20 pagesSupply Chain Management Presentationharsha vardhanNo ratings yet
- Precast Construction AdvantagesDocument11 pagesPrecast Construction AdvantagesjanaNo ratings yet
- Agro ProDocument18 pagesAgro ProSami Wondimu67% (3)
- Nanotechnology Integration With Hempcrete Enhancing Sustainable ConstructionDocument4 pagesNanotechnology Integration With Hempcrete Enhancing Sustainable Constructioneyob yohannesNo ratings yet
- Paver Block Manufacturing UnitDocument12 pagesPaver Block Manufacturing UnitMusic & ArtNo ratings yet
- An Investigation Into The Issues Influencing The Use of Interlocking Stabilized Soil Blocks in Kenya A Case Study of Siaya CountyDocument77 pagesAn Investigation Into The Issues Influencing The Use of Interlocking Stabilized Soil Blocks in Kenya A Case Study of Siaya CountyManish Shashikant DharekNo ratings yet
- Introduction of Precast ConcreteDocument23 pagesIntroduction of Precast Concretesharifah atiqahNo ratings yet
- Ceramic TileDocument9 pagesCeramic TileNazanin SabetNo ratings yet
- Double Layer Tile PressDocument6 pagesDouble Layer Tile PressHaile Kebede100% (1)
- Fully Automatic Colour Paver MachinesDocument3 pagesFully Automatic Colour Paver MachinesNipan DekaNo ratings yet
- Manufacturing of TilesDocument33 pagesManufacturing of TilesRajesh UppalNo ratings yet
- Cost Benefit of Hydraform BrickDocument7 pagesCost Benefit of Hydraform BrickAdeomoAdeNo ratings yet
- The Design of Interlocking Concrete Block Pavements For Road TrafficDocument10 pagesThe Design of Interlocking Concrete Block Pavements For Road Traffickbenjika100% (1)
- PolypropyleneDocument12 pagesPolypropyleneTal PeraltaNo ratings yet
- Stabilization of Black Cotton Soil Using Fly AshDocument9 pagesStabilization of Black Cotton Soil Using Fly AshIJRASETPublicationsNo ratings yet
- Gyproc Regular BoardsDocument6 pagesGyproc Regular BoardsRadhika Veerala100% (1)
- Concrete Block Making MachineDocument4 pagesConcrete Block Making MachinePalakJain100% (2)
- 1.1 Steel As A Construction Material: Part 1: Architect's GuideDocument1 page1.1 Steel As A Construction Material: Part 1: Architect's GuidepawkomNo ratings yet
- C&D WasteDocument5 pagesC&D WasteAnupEkboteNo ratings yet
- The Basic Clay Brick Making PlantDocument6 pagesThe Basic Clay Brick Making PlantSubhashree Bhattacharya0% (1)
- Normal Concrete Mix DesignDocument4 pagesNormal Concrete Mix Designmurnal0% (1)
- Premix Concrete Supplier - Company ProfileDocument7 pagesPremix Concrete Supplier - Company ProfileSolomon BalemeziNo ratings yet
- Research Proposal - v1Document13 pagesResearch Proposal - v1Thesis IndiaNo ratings yet
- 3D Printing of Concrete: State of the Art and Challenges of the Digital Construction RevolutionFrom Everand3D Printing of Concrete: State of the Art and Challenges of the Digital Construction RevolutionArnaud PerrotNo ratings yet
- Development of Brickmaking MachineDocument125 pagesDevelopment of Brickmaking MachineWyzell SalacuppadreNo ratings yet
- Developmentof Brick Making MachineDocument125 pagesDevelopmentof Brick Making Machinekassambara18499No ratings yet
- Developmentof Brick Making MachineDocument124 pagesDevelopmentof Brick Making Machinemengistuberhanu2015No ratings yet
- Final Year Project Report University ofDocument86 pagesFinal Year Project Report University ofleone shikukuNo ratings yet
- Results and Discussions: Figure 1: Narra Seedlings Planted in The Beer BottlesDocument5 pagesResults and Discussions: Figure 1: Narra Seedlings Planted in The Beer BottlesPhilip ArpiaNo ratings yet
- Exercise 7 Estimation of Raw Materials and Cost RequirementsDocument6 pagesExercise 7 Estimation of Raw Materials and Cost RequirementsPhilip ArpiaNo ratings yet
- JISSE - Volume 1 - Issue 1 - Pages 9-12Document4 pagesJISSE - Volume 1 - Issue 1 - Pages 9-12Philip ArpiaNo ratings yet
- Activity 5a - Data Analysis Using R and Other Stat Application-1Document8 pagesActivity 5a - Data Analysis Using R and Other Stat Application-1Philip ArpiaNo ratings yet
- 1 The Law Making ProcessDocument9 pages1 The Law Making ProcessPhilip ArpiaNo ratings yet
- Descriptions of Parliamentary MotionsDocument3 pagesDescriptions of Parliamentary MotionsPhilip ArpiaNo ratings yet
- Bonded Particles Model Tutorial 2019Document18 pagesBonded Particles Model Tutorial 2019Philip ArpiaNo ratings yet
- Designing, Remodeling and Analyzing The Blades of Portable Concrete MixtureDocument6 pagesDesigning, Remodeling and Analyzing The Blades of Portable Concrete MixturePhilip ArpiaNo ratings yet
- Utilization of Upgraded Shredder Blade and Recycling The Waste Plastic and Rubber TyreDocument6 pagesUtilization of Upgraded Shredder Blade and Recycling The Waste Plastic and Rubber TyrePhilip ArpiaNo ratings yet
- Finite Element Analysis of Plastic Recycling Machine Designed For Production of Thin Filament CoilDocument10 pagesFinite Element Analysis of Plastic Recycling Machine Designed For Production of Thin Filament CoilPhilip ArpiaNo ratings yet
- Optimization of The Development of A Plastic Recycling MachineDocument15 pagesOptimization of The Development of A Plastic Recycling MachinePhilip ArpiaNo ratings yet
- Cutting ForceDocument2 pagesCutting ForcePhilip ArpiaNo ratings yet
- I. Multisim Configuration of Series-Parallel CircuitDocument5 pagesI. Multisim Configuration of Series-Parallel CircuitPhilip ArpiaNo ratings yet
- AdmathDocument8 pagesAdmathPhilip ArpiaNo ratings yet
- Part I: Diode Characteristics ObjectiveDocument11 pagesPart I: Diode Characteristics ObjectivePhilip Arpia0% (1)
- Hello!: Eduard CasalmeDocument16 pagesHello!: Eduard CasalmePhilip ArpiaNo ratings yet
- Part I: Diode Characteristics ObjectiveDocument11 pagesPart I: Diode Characteristics ObjectivePhilip Arpia0% (1)
- Economic Efficiency of Smallholder Farmers in Tomato Production Inbakotibe District Oromia Region Ethiopia PDFDocument8 pagesEconomic Efficiency of Smallholder Farmers in Tomato Production Inbakotibe District Oromia Region Ethiopia PDFsolomon dejejenNo ratings yet
- Aircraft Refuelling and Defuelling ProceduresDocument36 pagesAircraft Refuelling and Defuelling ProceduresKashi Mughal50% (2)
- RGP Fitting ReviewDocument4 pagesRGP Fitting ReviewSulki HanNo ratings yet
- TosDocument2 pagesTosHubert S. Banting100% (1)
- 98 EntrepreneurshipDocument11 pages98 Entrepreneurshipdolly gorlakorakanaNo ratings yet
- Lesson 22 ECG TracesDocument13 pagesLesson 22 ECG TracesGemma WrigleyNo ratings yet
- HSM 541 Week 7 Course ProjectDocument5 pagesHSM 541 Week 7 Course ProjecttheresajonesasNo ratings yet
- GGN DD 033 - D0 PDFDocument250 pagesGGN DD 033 - D0 PDFAkshit KhuranaNo ratings yet
- Promoting Care For Child Development in Community Health ServicesDocument34 pagesPromoting Care For Child Development in Community Health ServicesMaria Kurchatova Lopes PereiraNo ratings yet
- Bearing LayoutDocument30 pagesBearing LayoutmayasfaresNo ratings yet
- ED215 Observed Lesson Plan 1Document2 pagesED215 Observed Lesson Plan 1adrvazquezNo ratings yet
- Standard Practice (SP)Document9 pagesStandard Practice (SP)nizam1372No ratings yet
- KIK614441 IC Part1Document49 pagesKIK614441 IC Part1Hafid FajriNo ratings yet
- Can Pi Currency Really Cross 100 Dollars Until 2030 - QuoraDocument1 pageCan Pi Currency Really Cross 100 Dollars Until 2030 - QuoraScott MorinNo ratings yet
- NOKIA Connected Mode Mobility Algo - SimplifiedDocument27 pagesNOKIA Connected Mode Mobility Algo - SimplifiedMohamed Abd-ElsalamNo ratings yet
- MCQS Dr. Aalia New 31 October 2008Document4 pagesMCQS Dr. Aalia New 31 October 2008rawalianNo ratings yet
- K DLP Week 22 Day 3 CarinaDocument6 pagesK DLP Week 22 Day 3 Carinacarina pelaezNo ratings yet
- SECTION 07 72 00 Roof AccessoriesDocument8 pagesSECTION 07 72 00 Roof AccessoriesJuanPaoloYbañezNo ratings yet
- Introduction To Business Policy and Strategic ManagementDocument3 pagesIntroduction To Business Policy and Strategic ManagementSaket BehlNo ratings yet
- Teaching Staff of Diet Aizawl 2018Document2 pagesTeaching Staff of Diet Aizawl 2018api-346543590No ratings yet
- DATA SUMMARIZATION - PrintDocument28 pagesDATA SUMMARIZATION - PrintThành Cao ĐứcNo ratings yet
- Guided Exercise - Mendel's Peas: NameDocument9 pagesGuided Exercise - Mendel's Peas: NameStephanie Jane AndoyNo ratings yet
- Blood WorksheetDocument5 pagesBlood Worksheetapi-296199660100% (1)
- Ict NotesDocument63 pagesIct Notesmwaurah ndungu100% (1)
- Living As Jesus LivedDocument46 pagesLiving As Jesus LivedCosmin Ghirisan100% (1)