Download as pdf
LEADER VALVES LIMITED
|WeS Number GA/WPS/IS/130_—_ Date
12/11/2014
[Supporting POR No.- QA/PQR/IS/130
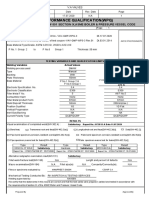
[ASME SECTION Ix , Clause QW-482
WELDING PROCEDURE SPECIFICATION
Rev 0
Preheat Maintenance:
WELDING PROCESS(ES) & TYPE POSITION(QW-405)
Processes: : Manual Gas Tungsten Arc Welding(GTAW) Position Of Joint FLATIIG)
Position OF Fillet: NA
[JOINTS(QW-402)
[Groove Design: Single Vee Groove As PerDesign Specification
Root Spaci ‘As per Joint Detail
Backing: ‘GTAW :With or Without Backing
lRetainers None Permitted
lAlignment None
INOTE:-Typical Joint Details On Page 2
[BASE METALS(QW-403)
P-No. 1 GroupNo. __2 ToP No. 1 __ Group No. 2
[Material Specification: "ASTM A350 Gr.LF2 TO Material Specification: "ASTM A350 Gr.LF2
[Thickness Of Base Metal: 6mm ‘Outside Diameter Of Pipe: NA
[Thickness Range:
Groove: mm-12mm Fillet: Aw
Withimpact: Groove: 3mm-12mm_ flies au
[single Pass Deposit Thickness For SMAW: _Less than 12mm_
FILLER METALS(QW-£04)
Process: GTaw
|AWS (Classification): ER-80S-Ni1
|Specfication No.(SFA): 5.28
F-No. 6
|Weld Metal Analysis A-No. 10
Size OF Filler Metal 24mm
\Autogenous Weldi None Permitted
Flux: ‘None
|consummable Insert: None
Filler Metal Product Form: Bare(Solid)
|Weld Metal Deposit Thickness
2mm MAX.
Unlimited
[PREHEAT(QW.406)
[Min.Preheat Temperature: 10°C PWHT Temperature: N.A
Max. Interpass Temperature: 250°C PWHT Time: NA
NA JOthers- NA
Monitoring: Contact ThermoPencils Or Thermochalks
[GAS(QW-408) “Type & Composition(if applicable) Flow Rate
Shielding: ‘ARGON 99.99% 6-12 LTR/MIN
[Tralting: NA NA
Backing: NA NA
|Gas Cup Size: L.D Of Ceramic Cup is 16.1. mm
se
Wadena
a LEADER VALVES LIMITED
[WPS Number QA/WPS/IS/130
ELECTRICAL CHRACTERISTICS|
[ASME SECTION IX, Clause QW-482
WELDING PROCEDURE SPECIFICATION
INCLUDED ANGLE 75°
‘Ast Layer 2nd 83rd layer 4th & Sth layer
Welding Process : Taw Taw -
Weld Layer: Root Fill
Filler Metal Size: 24mm 24mm =
|Current Type & Polarity: DCEN CEN -
lAmperage Range: 100-110 100-110 -
Voltage Range: 15-20 15-20 =
{Travel spec 90-100mm/min. 90-100mm/min. -
[Tungsten Electrode Size: 3:15mm 3.15mm x
[Tungsten Electrode Type: 2% Thoriated 2% Thoriated -
IMaximun Heat input: 1.471/MM 1.474/MM &
[Pulsating Current None None &
[TECHNIQUE(QW-410)
[Stringer/Weave Bead Root-String & subsequent pass String/ weave Bead
Method OF Cleanir Grinding, Chipping, Brushing,
|Method Of Backgouging: NA
lOscillation{mechanical): NA
Multi to Single Pass Per Side: Multiple pass
Single to Multi Electrodes: Single
Electrode Spacing: NA
|Closed to Out Of Chamber: NA
Peening: None Permitted
lUse of Thermal Process: NA
[TYPICAL JOINT DETAILS
EQ. MANPREET SINGH,
19) wetoinc InspECToR weve 2)“
JCERTIFICATE NO.79604
‘DATE OF CERT. EXPRY 5 SEP2B8
Groove Design: SINGLE'V!
Rectieaceg: = 2mm
Backing None
petalers Nene
naa ism
BevelAngle: pees:
Cos OS wD DAD.
BE LEADER VALVES LIMITED
osu
[WELDING Process & TYPE
~ | Revidate
__15/13/2014
JASME SECTION IX, Clause QW-483
PROCEDURE QUALIFICATION RECORD
IWPS.NO
laaswrs/is/130
JOINT(QW-402)
Max
MANPREET SINGET
\3\ WELDING INSPECTOR (LEVEL.
2) CERTIFICATE NO. 7908
DATE OF CERT.EXPRY: 5
Processes: : Manual Gas Tungsten Arc Welding(GTAW) [Groove Design: SINGLE'V’
[Root Spacing: 24mm
[BASE METALS(QW-403) Backing: None
(Material Specification: ASTM A350 Gr.LF2 Retainers None
To RootFace: 15mm
Material Specification: ASTM A350 Gr.LF2 BevelAngle: 37.5°45*
p-No. 1 Group No. 2
To Neue ate
P-No. 4 Group No.
[Thickness Of Base Metal: 6mm
loutside Diameter OF Pipe: NA
Single Pass Deposit Thickness For SMAW: __Less than 12mm.
FILLER METALS(QW-404) POsTION(GW-405)
Process GTAW SMAW [Position Of Joint: 1G( Fiat)
|AWS (Classification): ER-80S-NiL NA [Welding Progression: NA
Specification No.(SFA): 5.28 NA
F-No. 6 NA [PREHEAT(QW-406)
Weld Metal Analysis A-No. 20 NA [Preheat Temperature: 10°C
Sice Of Filler Meta 24mm NA
lautogenous Welding: None Permitted NA Max.interpass Temperature: 250°C
Flux: None NA
|Consummable Insert: None NA [Preheat Maintenance: NA
Filler Metal Product Form: Bare(Solid) NA
|Weld Metal Deposit Thickness: upto 6.49mm N.A____|Monitoring: Contact Thermopencils
POST WELD HEAT TREATMENT(QW-407) IGAS(QW.-408) Type & Acme
[PWHT Temperature: N.A Composition
lPWHT Time: NA shielding: Argon 99.99% s2uTe/n
lothers:- NA [railing NA NA
Backing: NA NA
[Gas cup size: 1.D OF Ceramic Cup is 16.1 mm
JELECTRICAL CHRACTERISTICS(QW-409) [TECHNIQUE(QW-410)
craw Stringer/Weave Bead: String/ weave
[current Type & Polarity: CEN Method Of Cleaning: Grind,Chipping,Wire Brush
lAmperage Rang 100.110 Method Of Backgouging: NA
Voltage Range: 15-20 lOscillation(mechanical) NA
Travel Speed: 90-100mm/min. | Multi
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (350)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Dig Clamp Meter dcm002Document3 pagesDig Clamp Meter dcm002GobinderSinghSidhuNo ratings yet
- Route SheetDocument2 pagesRoute SheetGobinderSinghSidhuNo ratings yet
- "Master List of Documents": PlansDocument7 pages"Master List of Documents": PlansGobinderSinghSidhuNo ratings yet
- WPS 127 SuppotingDocument2 pagesWPS 127 SuppotingGobinderSinghSidhuNo ratings yet
- OH&S Documents ChecklistDocument6 pagesOH&S Documents ChecklistGobinderSinghSidhuNo ratings yet
- Gulfspic 1391 Revised TCDocument33 pagesGulfspic 1391 Revised TCGobinderSinghSidhuNo ratings yet
- Gas Cylinders DetailDocument1 pageGas Cylinders DetailGobinderSinghSidhuNo ratings yet
- Qw-484 Welder Performance Qualification (WPQ) : SEE QW-301 Section Ix, Asme Boiler & Pressure Vessel CodeDocument8 pagesQw-484 Welder Performance Qualification (WPQ) : SEE QW-301 Section Ix, Asme Boiler & Pressure Vessel CodeGobinderSinghSidhuNo ratings yet
- Summary Sheet: AS ATTACHED OFFER LIST (QA/LVL/2300/01 & QA/LVL/2300/02)Document1 pageSummary Sheet: AS ATTACHED OFFER LIST (QA/LVL/2300/01 & QA/LVL/2300/02)GobinderSinghSidhuNo ratings yet
- Cswip Renewal FormDocument4 pagesCswip Renewal FormGobinderSinghSidhu0% (1)
- Ioc ApiDocument3 pagesIoc ApiGobinderSinghSidhuNo ratings yet