Download as pdf or txt
You might also like
- CH 17Document183 pagesCH 17Neerom Baldemoro100% (1)
- TGN-BC-01 Tack Welding of Reinforcement BarDocument8 pagesTGN-BC-01 Tack Welding of Reinforcement BarFerhat KahveciNo ratings yet
- SAP 4.7 Installation TutorialDocument54 pagesSAP 4.7 Installation Tutorialrajeev.ashokan8023100% (34)
- ST Structural Steel FramingDocument45 pagesST Structural Steel Framingwookie1977100% (1)
- Is Standard ListDocument5 pagesIs Standard ListbalramkinageNo ratings yet
- Designation of The Types of SteelsDocument6 pagesDesignation of The Types of SteelsDavid FernandezNo ratings yet
- BOQ Actual Vs BudgetDocument102 pagesBOQ Actual Vs BudgetkarthikeyanNo ratings yet
- ENG Structural SteelsDocument2 pagesENG Structural SteelsOlalla CuiñaNo ratings yet
- Section-I (Specifications & Drawings)Document115 pagesSection-I (Specifications & Drawings)azam RazzaqNo ratings yet
- Cost Effective ConnectionsDocument14 pagesCost Effective ConnectionsMarakan MaranNo ratings yet
- Madhucon Project Limited Nh-33, Rajaullatu, Mamkum, Ranchi Metso 320 TPH Crusher Cost Analysis For The Mont of Jul'17 (Pkg-2)Document2 pagesMadhucon Project Limited Nh-33, Rajaullatu, Mamkum, Ranchi Metso 320 TPH Crusher Cost Analysis For The Mont of Jul'17 (Pkg-2)AnandNo ratings yet
- List - Is StandardDocument19 pagesList - Is StandardvishalNo ratings yet
- ASME Section IX - Close BookDocument6 pagesASME Section IX - Close BooksubhaNo ratings yet
- Test Report OD63mm PN12.5 PE100Document6 pagesTest Report OD63mm PN12.5 PE100Im ChinithNo ratings yet
- Miller - 2010 Welding Heavy Structural Steel SucessfulyyDocument15 pagesMiller - 2010 Welding Heavy Structural Steel SucessfulyyLleiLleiNo ratings yet
- Team Leader - Senior Checker For Structural Steel Detailing - Delhi - Delhi - Simsona Technology Pvt. Ltd. - 3 To 6 Years of Experience PDFDocument3 pagesTeam Leader - Senior Checker For Structural Steel Detailing - Delhi - Delhi - Simsona Technology Pvt. Ltd. - 3 To 6 Years of Experience PDFDeepankar ChoudhuryNo ratings yet
- Welding Engineering: M.Tech. DegreeDocument16 pagesWelding Engineering: M.Tech. DegreerubilNo ratings yet
- American Institute of Steel ConstructionDocument7 pagesAmerican Institute of Steel ConstructionsojeckNo ratings yet
- KLM Intro Storage Tanks Rev 3Document7 pagesKLM Intro Storage Tanks Rev 3Bonzibit ZibitNo ratings yet
- 85 Book1-01022018eDocument279 pages85 Book1-01022018eDomNo ratings yet
- Japanese Architectural Standard Specification Jass 6 CompressDocument19 pagesJapanese Architectural Standard Specification Jass 6 CompressMiroslav Thông100% (1)
- 1993 - 10 Heavy Structural Shapes in Tension ApplicationsDocument6 pages1993 - 10 Heavy Structural Shapes in Tension ApplicationsHenry HoyosNo ratings yet
- TG085 Placing Fiber Optic Cable Into An Underground DuctDocument11 pagesTG085 Placing Fiber Optic Cable Into An Underground DuctNaiem JalalyNo ratings yet
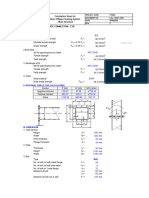
- I. Material 8.8: (Table J3.2)Document4 pagesI. Material 8.8: (Table J3.2)Anh KyNo ratings yet
- Abeco Tanks (Pty) LTD: Manufactured in South AfricaDocument12 pagesAbeco Tanks (Pty) LTD: Manufactured in South AfricalmthunziNo ratings yet
- Civil SpecsDocument136 pagesCivil Specsshravan.office11No ratings yet
- CEE+3346b WZ PartI 2016Document105 pagesCEE+3346b WZ PartI 2016Chachi CNo ratings yet
- Process Plant Project Secquence Chart NotesDocument10 pagesProcess Plant Project Secquence Chart NotesOmerNo ratings yet
- Gas Tungsten Arc Welding of SS 304 and CP TitaniumDocument39 pagesGas Tungsten Arc Welding of SS 304 and CP TitaniumDeepak KumarNo ratings yet
- GR5HRM-CIVIL-ITP-ENGLISH VersionDocument66 pagesGR5HRM-CIVIL-ITP-ENGLISH VersionGaneshNo ratings yet
- Welding Requirements Csa A233 Design Concrete StructuresDocument2 pagesWelding Requirements Csa A233 Design Concrete StructureshoustonhimselfNo ratings yet
- WWW SefindiaDocument11 pagesWWW SefindiaSUSHANTBIJAMNo ratings yet
- SANS1200ADDocument9 pagesSANS1200ADMark D Villanueva0% (1)
- Dynamic and Static Balancing of Rolls - How, Why and WhenDocument2 pagesDynamic and Static Balancing of Rolls - How, Why and WhenAbolfazl KhakiNo ratings yet
- Scope and SpecificationsDocument286 pagesScope and SpecificationsRam Narendra NathNo ratings yet
- Bolt AnchorageDocument6 pagesBolt AnchoragesdewssNo ratings yet
- Steel Structure Technical SpecificationDocument23 pagesSteel Structure Technical SpecificationSallah OmranNo ratings yet
- Catch Up ProgrammeDocument6 pagesCatch Up Programmederrick_nvNo ratings yet
- Welding GuideDocument515 pagesWelding Guideויליאם סן מרמיגיוסNo ratings yet
- Internship Report: Aziz Cross Flyover On G.T Road GujranwalaDocument21 pagesInternship Report: Aziz Cross Flyover On G.T Road GujranwalaMateen RahimNo ratings yet
- Echartered Engineering Competency Claims - Example CDocument20 pagesEchartered Engineering Competency Claims - Example CRoochie Mico CosicoNo ratings yet
- "Stiffner" - Steel Beam Web Stiffener Analysis: Program DescriptionDocument6 pages"Stiffner" - Steel Beam Web Stiffener Analysis: Program DescriptionGustavo PaganiniNo ratings yet
- SpliceDocument17 pagesSpliceSh MNNo ratings yet
- Steel StructureDocument6 pagesSteel StructureONG VNo ratings yet
- Stuctural Begginer Guide PDFDocument42 pagesStuctural Begginer Guide PDFTushar MangratiNo ratings yet
- Agenda 20 - G4.4 Sample Owner QA ManualDocument43 pagesAgenda 20 - G4.4 Sample Owner QA Manualjcarlos7411No ratings yet
- HD Bolts BS - 7419Document5 pagesHD Bolts BS - 7419Deana White100% (1)
- General Specification For Concrete WorksDocument19 pagesGeneral Specification For Concrete WorksNaveed AhmedNo ratings yet
- PLN-QAP QA PlanDocument7 pagesPLN-QAP QA PlanManash Protim GogoiNo ratings yet
- BOHLER E71T-1C - 1M 1.2mm F71TA08173Document1 pageBOHLER E71T-1C - 1M 1.2mm F71TA08173ALexander HuancahuireNo ratings yet
- Plat BuildingsbuildingsDocument51 pagesPlat Buildingsbuildingsnpwal100% (1)
- Cost of Structural SteelworkDocument23 pagesCost of Structural Steelworkko nayNo ratings yet
- Quality Moment - January 2021Document7 pagesQuality Moment - January 2021Mohd Dzaki B. SamsuriNo ratings yet
- Calculating Length of Reinforcing BarsDocument3 pagesCalculating Length of Reinforcing BarsswarluNo ratings yet
- List of Welding CodesDocument10 pagesList of Welding CodesBharath KumarNo ratings yet
- A Novel Plug-In Self-Locking Inter-Module Connection For Modular SteelDocument17 pagesA Novel Plug-In Self-Locking Inter-Module Connection For Modular SteelOne God MiracleNo ratings yet
- QAP ITP Bhogat - REV-01Document8 pagesQAP ITP Bhogat - REV-01Ramkunwar YadavNo ratings yet
- StandardsDocument7 pagesStandardsMoch Rafi AnugrahNo ratings yet
- Steel Supply Sub-Grades To EC3Document22 pagesSteel Supply Sub-Grades To EC3Anonymous iS33V5No ratings yet
- Welded Joint Design and ProductionDocument116 pagesWelded Joint Design and ProductionGilbertoUGONo ratings yet
- Space Frame AssemblyDocument4 pagesSpace Frame Assemblymoytabura96No ratings yet
- Structural Steel Framing Specs - AISCDocument5 pagesStructural Steel Framing Specs - AISCSteve HuppertNo ratings yet
- Tcsq11305r0 CmuDocument24 pagesTcsq11305r0 CmuAJEC IndiaNo ratings yet
- Welding Wire Diameter CHART PDFDocument1 pageWelding Wire Diameter CHART PDFFerhat KahveciNo ratings yet
- Welding Wire Diameter CHART PDFDocument1 pageWelding Wire Diameter CHART PDFFerhat KahveciNo ratings yet
- Tank Testing MethodsDocument141 pagesTank Testing MethodsFerhat KahveciNo ratings yet
- Effect of Pre-Weld Sand Blasting On Residual Stress Distribution in Ship Steel Using Magnetic Barkhausen Noise TechniqueDocument6 pagesEffect of Pre-Weld Sand Blasting On Residual Stress Distribution in Ship Steel Using Magnetic Barkhausen Noise TechniqueFerhat KahveciNo ratings yet
- PET-CVL-BOD-800115-04 - Civil & Structural Design BasisDocument32 pagesPET-CVL-BOD-800115-04 - Civil & Structural Design BasisFerhat Kahveci50% (2)
- Aren Elektrod PQR 01 Aws d1.1Document5 pagesAren Elektrod PQR 01 Aws d1.1Ferhat KahveciNo ratings yet
- Art Quarter3 UnitTestDocument2 pagesArt Quarter3 UnitTestPatrick RodriguezNo ratings yet
- Carbonate ClassificationDocument5 pagesCarbonate ClassificationArpit UpadhyayNo ratings yet
- DELHI PUBLIC SCHOOL Indirapuram, GhaziabadDocument2 pagesDELHI PUBLIC SCHOOL Indirapuram, GhaziabadMonster QueenNo ratings yet
- Design and Operation of High-Rate Filters-Part 3Document5 pagesDesign and Operation of High-Rate Filters-Part 3305773253No ratings yet
- Chapter 1 - PermeabilityDocument119 pagesChapter 1 - PermeabilityNubasyer QallinsmanNo ratings yet
- A. M. Law, W. D. Kelton - Simulation Modeling and Analysis-McGraw-HillDocument155 pagesA. M. Law, W. D. Kelton - Simulation Modeling and Analysis-McGraw-Hillita farista100% (1)
- Aod Youtube Dpp3Document32 pagesAod Youtube Dpp3Suraj SinghNo ratings yet
- (Bradford Books) Sidney I. Wiener, Jeffrey S. Taube - Head Direction Cells and The Neural Mechanisms of Spatial Orientation-The MIT Press (2005)Document503 pages(Bradford Books) Sidney I. Wiener, Jeffrey S. Taube - Head Direction Cells and The Neural Mechanisms of Spatial Orientation-The MIT Press (2005)Víctor FuentesNo ratings yet
- Geology For CE Module Ch2 - 2Document12 pagesGeology For CE Module Ch2 - 2Anthony LoñezNo ratings yet
- Programme - DIES Alumni Forum - Preliminary 2022 - 10.10Document6 pagesProgramme - DIES Alumni Forum - Preliminary 2022 - 10.10D SusiloNo ratings yet
- Automated Object Oriented Door BellDocument3 pagesAutomated Object Oriented Door Bellcarl eliot100% (1)
- Indices of Soil Contamination by Heavy Metals - MethodologyDocument25 pagesIndices of Soil Contamination by Heavy Metals - MethodologyArdii Maaw ArdhiiNo ratings yet
- Duke Decompression Risk Analysis Comparing Oxygen and 50 Nitrox Decompression StopsDocument1 pageDuke Decompression Risk Analysis Comparing Oxygen and 50 Nitrox Decompression StopsBenoit BruhmullerNo ratings yet
- Clearias Upsc Prelims Online Mock Test Series 2021 Timetable v1Document58 pagesClearias Upsc Prelims Online Mock Test Series 2021 Timetable v1Silpa KrishnaveniNo ratings yet
- Motivation: Archit GuptaDocument19 pagesMotivation: Archit GuptaArchit GuptaNo ratings yet
- Rencana Pelaksanaan Pembelajaran (RPP) : School Identity Course Name Class/Semester Topic Discussion Skill Time AllocationDocument6 pagesRencana Pelaksanaan Pembelajaran (RPP) : School Identity Course Name Class/Semester Topic Discussion Skill Time AllocationNadya Septiani RahmanNo ratings yet
- SimbuDocument3 pagesSimbu84- R. SilamabarasanNo ratings yet
- Unit 1 Lessons 1 and 2Document8 pagesUnit 1 Lessons 1 and 2ivanNo ratings yet
- 1 Sem. Finals Performance Tasks in Earth & Life Science: Mr. Ingiebert E. Sulapas Mcss FacultyDocument18 pages1 Sem. Finals Performance Tasks in Earth & Life Science: Mr. Ingiebert E. Sulapas Mcss FacultyMary Ann PateñoNo ratings yet
- Prediction of Information Diffusion Probabilities For Independent Cascade ModelDocument9 pagesPrediction of Information Diffusion Probabilities For Independent Cascade ModelMichał StaniszewskiNo ratings yet
- Challenges Faced by An Economics TeacherDocument8 pagesChallenges Faced by An Economics TeacherSanjay mehta100% (4)
- Astm A342a342mDocument5 pagesAstm A342a342mKeven MontgemryNo ratings yet
- Astm D6431 18Document6 pagesAstm D6431 18Abdul RozaqNo ratings yet
- APADocument2 pagesAPANovianto Dwi putraNo ratings yet
- MSC Thesis Defense Presentation - TufailDocument38 pagesMSC Thesis Defense Presentation - TufailNeerajNo ratings yet
- Defence Presentation - Ekaterina NazarenkoDocument44 pagesDefence Presentation - Ekaterina NazarenkoЕкатерина НазаренкоNo ratings yet
- Constructing Basestations July27 RanjithDocument6 pagesConstructing Basestations July27 RanjithAkash MahalikNo ratings yet
- Act 1Document5 pagesAct 1Yue YueNo ratings yet