
Total Quality Management - TQMB19-5: Session 05 Six Sigma Project (Steps - Measure To Control) + QC Tools (Basic + New)
Total Quality Management - TQMB19-5: Session 05 Six Sigma Project (Steps - Measure To Control) + QC Tools (Basic + New)
You might also like
- H155XL G006 DiagramsDocument88 pagesH155XL G006 DiagramsWagner Dalla Bernardine100% (5)
- Deep House PatternsDocument10 pagesDeep House PatternsBrittany Tayla Marillier100% (1)
- Root Cause Analysis (RCA)Document153 pagesRoot Cause Analysis (RCA)Solha89% (9)
- Plan Do Check Act: Lean Six Sigma Project Execution Essentials, #1From EverandPlan Do Check Act: Lean Six Sigma Project Execution Essentials, #1No ratings yet
- A Roadmap to Cracking the Pmp® Exam: A Pmp Exam Preparation Study GuideFrom EverandA Roadmap to Cracking the Pmp® Exam: A Pmp Exam Preparation Study GuideNo ratings yet
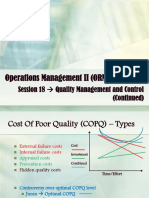
- ORM2BJ (D) 22-3 - Session 18Document16 pagesORM2BJ (D) 22-3 - Session 18mohit9811No ratings yet
- Session 20Document12 pagesSession 20Shivangi ChaudharyNo ratings yet
- Total Quality Management - TQMB19-5: Session 04 Six Sigma Project (Concepts) + DMAIC Step 1 (Define)Document25 pagesTotal Quality Management - TQMB19-5: Session 04 Six Sigma Project (Concepts) + DMAIC Step 1 (Define)Ankur GoyalNo ratings yet
- TQMBH14-5 - Session 04Document28 pagesTQMBH14-5 - Session 04nikaro1989No ratings yet
- Pdca ConceptDocument16 pagesPdca ConceptVardhan ShahNo ratings yet
- Six Sigma Black Belt: Indian Statistical Institute SQC & or Unit HyderabadDocument5 pagesSix Sigma Black Belt: Indian Statistical Institute SQC & or Unit HyderabadPapaiNo ratings yet
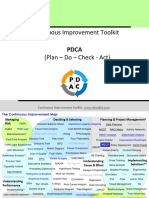
- Continuous Improvement ToolkitDocument16 pagesContinuous Improvement ToolkitKartika Fitri100% (1)
- 6 SigmaDocument2 pages6 SigmaLorenzo CarmeniNo ratings yet
- GB Guide Part 1 Intro 8-12-2019Document75 pagesGB Guide Part 1 Intro 8-12-2019ádfa caNo ratings yet
- LemiDocument24 pagesLemiSumit BhatiaNo ratings yet
- Total Quality Management - TQMBH14-5: Session 06 Benchmarking (Case) + QC Tools (Old & New)Document8 pagesTotal Quality Management - TQMBH14-5: Session 06 Benchmarking (Case) + QC Tools (Old & New)nikaro1989No ratings yet
- Course Outline - Six Sigma Green BeltDocument3 pagesCourse Outline - Six Sigma Green BeltAditya KinariwalaNo ratings yet
- Paper RCFA - Root Cause Failure AnalysisDocument7 pagesPaper RCFA - Root Cause Failure AnalysisMiguelNo ratings yet
- Lean Six SigmaDocument14 pagesLean Six Sigmababudukku100% (10)
- Managemen Mutu (Presentasi)Document123 pagesManagemen Mutu (Presentasi)Ucu SuratmanNo ratings yet
- Value Stream Mapping ProcessDocument45 pagesValue Stream Mapping Processaparna k100% (1)
- Six Sigma Black Belt Course Contents: Project LeadershipDocument3 pagesSix Sigma Black Belt Course Contents: Project Leadershipunknown139No ratings yet
- Standard WorkDocument43 pagesStandard WorkGiovanni Moreno VillamilNo ratings yet
- Introduction To Six SigmaDocument140 pagesIntroduction To Six SigmaAERON CASAONo ratings yet
- Acronyms - Six Sigma - LeanDocument3 pagesAcronyms - Six Sigma - LeantorrespacNo ratings yet
- 7 WastesDocument15 pages7 WastesHUNG555No ratings yet
- Observations (And GembaWalks)Document14 pagesObservations (And GembaWalks)suraj rawatNo ratings yet
- Certificate Program in Lean Six Sigma: by - Paresh Kariya B.E. (Mech), MBA. Ph.D. Six Sigma, FIVDocument75 pagesCertificate Program in Lean Six Sigma: by - Paresh Kariya B.E. (Mech), MBA. Ph.D. Six Sigma, FIVBhargav Ka.PatelNo ratings yet
- Srilekha G.Industrial Engineer-1Document4 pagesSrilekha G.Industrial Engineer-1prabu cNo ratings yet
- Six Sigma Black Belt: Indian Statistical Institute SQC & or UnitDocument4 pagesSix Sigma Black Belt: Indian Statistical Institute SQC & or UnitManoj DhanorkarNo ratings yet
- Lean and Six Sigma - Not For AmateursDocument6 pagesLean and Six Sigma - Not For AmateursmsasgesNo ratings yet
- Three Key Methods: To Unlock Continuous Improvement Across Your PlantDocument20 pagesThree Key Methods: To Unlock Continuous Improvement Across Your PlantJan Østergaard KnudsenNo ratings yet
- PRD DipankarDocument53 pagesPRD Dipankarh23079No ratings yet
- Six Sigma Concept and Dmaic Implementation: B. Radha Krishnan & K. Arun PrasathDocument4 pagesSix Sigma Concept and Dmaic Implementation: B. Radha Krishnan & K. Arun PrasathNelva SilviaNo ratings yet
- Six SigmaDocument37 pagesSix SigmaAmit Shankar Choudhary100% (1)
- Six Sigma SlidesDocument35 pagesSix Sigma Slidesmawande100% (2)
- Master Course Outline OPM MGT330 PDFDocument6 pagesMaster Course Outline OPM MGT330 PDFSyed MinhalNo ratings yet
- Reduction of Delay at Pre-ProductionDocument13 pagesReduction of Delay at Pre-ProductionARYAN RATHORENo ratings yet
- Six Sigma-GB-Day-1 - 2020Document66 pagesSix Sigma-GB-Day-1 - 2020Tariq MahmoodNo ratings yet
- Forecasting: ReferencesDocument90 pagesForecasting: ReferencesBiruk BirhanuNo ratings yet
- Fmea Failure Mode Effects AnalysisDocument95 pagesFmea Failure Mode Effects Analysisssingla88No ratings yet
- Six Sigma: Ankit VijayvargiyaDocument20 pagesSix Sigma: Ankit VijayvargiyammammerNo ratings yet
- 10 DMAIC ToolsDocument44 pages10 DMAIC ToolsdanorahhhNo ratings yet
- FMEADocument21 pagesFMEABisma LodhiNo ratings yet
- 1 . - FLXMGBESXSINT - Introduccion SixSigmaDocument30 pages1 . - FLXMGBESXSINT - Introduccion SixSigmajose noe perezNo ratings yet
- Value EngineeringDocument49 pagesValue EngineeringAbdennour MachaNo ratings yet
- Ss OverviewDocument24 pagesSs Overviewarun_murthyNo ratings yet
- Queuing TheoryDocument62 pagesQueuing Theoryrichardwitch12No ratings yet
- Six Sigma MBBDocument6 pagesSix Sigma MBBPradeep SharmaNo ratings yet
- Problem SolvingDocument75 pagesProblem SolvingndesigngmailNo ratings yet
- Process Technology 2Document30 pagesProcess Technology 2pavan hydNo ratings yet
- Root Cause Analysis: Presented By: Team: IncrediblesDocument21 pagesRoot Cause Analysis: Presented By: Team: IncrediblesDinesh TyagiNo ratings yet
- CHAPTER 3 - Inception PhaseDocument28 pagesCHAPTER 3 - Inception Phaseazwin zamriNo ratings yet
- 4M Man Machine Material Method Measurement Environment 5M&EDocument25 pages4M Man Machine Material Method Measurement Environment 5M&EPravin ShekharNo ratings yet
- Quality Circle MethodologyDocument14 pagesQuality Circle Methodologyswet003No ratings yet
- Continuous Improvement Toolkit: Waste AnalysisDocument53 pagesContinuous Improvement Toolkit: Waste Analysisakdmech9621No ratings yet
- Implementing the Stakeholder Based Goal-Question-Metric (Gqm) Measurement Model for Software ProjectsFrom EverandImplementing the Stakeholder Based Goal-Question-Metric (Gqm) Measurement Model for Software ProjectsNo ratings yet
- A Measurement Framework for Software Projects: A Generic and Practical Goal-Question-Metric(Gqm) Based Approach.From EverandA Measurement Framework for Software Projects: A Generic and Practical Goal-Question-Metric(Gqm) Based Approach.No ratings yet
- Total Quality Management - TQMB19-5: Session 03 Value Stream Mapping (Steps) + Six Sigma Process (Concept)Document26 pagesTotal Quality Management - TQMB19-5: Session 03 Value Stream Mapping (Steps) + Six Sigma Process (Concept)Ankur GoyalNo ratings yet
- SemiFinals Brief WiRED 4.0 Supply Chain Case Study PDFDocument2 pagesSemiFinals Brief WiRED 4.0 Supply Chain Case Study PDFAnkur GoyalNo ratings yet
- Total Quality Management - TQMB19-5: Session 04 Six Sigma Project (Concepts) + DMAIC Step 1 (Define)Document25 pagesTotal Quality Management - TQMB19-5: Session 04 Six Sigma Project (Concepts) + DMAIC Step 1 (Define)Ankur GoyalNo ratings yet
- XLRI Jamshedpur - HayWireDocument8 pagesXLRI Jamshedpur - HayWireAnkur GoyalNo ratings yet
- Retail Strategy: - Target Audience - Format - Sustainable Competitive AdvantageDocument14 pagesRetail Strategy: - Target Audience - Format - Sustainable Competitive AdvantageAnkur GoyalNo ratings yet
- Introduction To Retail: Smitu MalhotraDocument33 pagesIntroduction To Retail: Smitu MalhotraAnkur GoyalNo ratings yet
- Retail MixDocument16 pagesRetail MixAnkur GoyalNo ratings yet
- Consumer Decision MakingDocument11 pagesConsumer Decision MakingAnkur GoyalNo ratings yet
- Competitive AdvantageDocument20 pagesCompetitive AdvantageAnkur GoyalNo ratings yet
- Colgate-Palmolive: Cleopatra Case Analysis - Group 6: BackgroundDocument2 pagesColgate-Palmolive: Cleopatra Case Analysis - Group 6: BackgroundAnkur GoyalNo ratings yet
- Pengaruh Diet Tinggi Protein TRHDP Penyembuhan LukaDocument12 pagesPengaruh Diet Tinggi Protein TRHDP Penyembuhan Lukasartika sigarNo ratings yet
- Bending of PlatesDocument72 pagesBending of PlatesPrajeesh Raj100% (1)
- Tremblay Et Al-2012Document14 pagesTremblay Et Al-2012jlopezarriazaNo ratings yet
- Lecture 1 (Refrigeration Engineering)Document19 pagesLecture 1 (Refrigeration Engineering)Aldwin DuroNo ratings yet
- BootCamp XMLDocument94 pagesBootCamp XMLFernandoMendezNo ratings yet
- 3D Pythagoras 3D Trigonometry: Level 2 Further MathsDocument9 pages3D Pythagoras 3D Trigonometry: Level 2 Further Mathsgreg heffleyNo ratings yet
- ReplicationDocument625 pagesReplicationpilabaNo ratings yet
- Date: - Test Worksheet # 1 (Numbers, Number Names)Document12 pagesDate: - Test Worksheet # 1 (Numbers, Number Names)Ghulam Rasool MagsiNo ratings yet
- Pricing: Compact Ce/Cf/CjDocument14 pagesPricing: Compact Ce/Cf/CjMonique DianeNo ratings yet
- Laboratory Exercises: (Activity 1)Document5 pagesLaboratory Exercises: (Activity 1)Chelly ParaderoNo ratings yet
- Distance Learning Programme: Pre-Medical: Leader Test Series / Joint Package CourseDocument48 pagesDistance Learning Programme: Pre-Medical: Leader Test Series / Joint Package Courseunacademy neetNo ratings yet
- Composición 1Document1 pageComposición 1mayraeb13No ratings yet
- Methodology of The Canadian Labour Force SurveyDocument109 pagesMethodology of The Canadian Labour Force Survey42度鱼No ratings yet
- CFW BrochureDocument8 pagesCFW BrochureMauricio MpintoNo ratings yet
- Lieber 1961 Human Values and Science Art and MathematicsDocument74 pagesLieber 1961 Human Values and Science Art and MathematicsaNo ratings yet
- 4Q W1 WORKSHEET With ANSWER KEYSDocument2 pages4Q W1 WORKSHEET With ANSWER KEYSjia aganaNo ratings yet
- Ebook Chemistry and Chemical Reactivity 9Th Edition Kotz Solutions Manual Full Chapter PDFDocument44 pagesEbook Chemistry and Chemical Reactivity 9Th Edition Kotz Solutions Manual Full Chapter PDFMrNicolasGuerraJrnsadz100% (14)
- Encoding SchemesDocument1 pageEncoding Schemesdksingh369No ratings yet
- Module 17 Session April 2019Document5 pagesModule 17 Session April 2019Ravishek SharmaNo ratings yet
- Lab02 PDFDocument12 pagesLab02 PDFSiddharth KumraNo ratings yet
- MP1006Document14 pagesMP1006luis perdigonNo ratings yet
- A Study On Flexible Dentures PDFDocument9 pagesA Study On Flexible Dentures PDFAnonymous NFiQTb1No ratings yet
- Write Python Instead of SQL!: An Introduction To SqlalchemyDocument10 pagesWrite Python Instead of SQL!: An Introduction To SqlalchemysxurdcNo ratings yet
- ISCAS-85 Netlist Translator Into VHDL Code: Neša P. Tomić and Mile K. StojčevDocument4 pagesISCAS-85 Netlist Translator Into VHDL Code: Neša P. Tomić and Mile K. StojčevPrasanna GNo ratings yet
- HeatSmart Installation & Instruction NotesDocument2 pagesHeatSmart Installation & Instruction NotesScott KingNo ratings yet
- Pearson 26 Sailboat Technical InfoDocument5 pagesPearson 26 Sailboat Technical InfoWill JohnsonNo ratings yet



























































































Download as pdf or txt
You might also like
- H155XL G006 DiagramsDocument88 pagesH155XL G006 DiagramsWagner Dalla Bernardine100% (5)
- Deep House PatternsDocument10 pagesDeep House PatternsBrittany Tayla Marillier100% (1)
- Root Cause Analysis (RCA)Document153 pagesRoot Cause Analysis (RCA)Solha89% (9)
- Plan Do Check Act: Lean Six Sigma Project Execution Essentials, #1From EverandPlan Do Check Act: Lean Six Sigma Project Execution Essentials, #1No ratings yet
- A Roadmap to Cracking the Pmp® Exam: A Pmp Exam Preparation Study GuideFrom EverandA Roadmap to Cracking the Pmp® Exam: A Pmp Exam Preparation Study GuideNo ratings yet
- ORM2BJ (D) 22-3 - Session 18Document16 pagesORM2BJ (D) 22-3 - Session 18mohit9811No ratings yet
- Session 20Document12 pagesSession 20Shivangi ChaudharyNo ratings yet
- Total Quality Management - TQMB19-5: Session 04 Six Sigma Project (Concepts) + DMAIC Step 1 (Define)Document25 pagesTotal Quality Management - TQMB19-5: Session 04 Six Sigma Project (Concepts) + DMAIC Step 1 (Define)Ankur GoyalNo ratings yet
- TQMBH14-5 - Session 04Document28 pagesTQMBH14-5 - Session 04nikaro1989No ratings yet
- Pdca ConceptDocument16 pagesPdca ConceptVardhan ShahNo ratings yet
- Six Sigma Black Belt: Indian Statistical Institute SQC & or Unit HyderabadDocument5 pagesSix Sigma Black Belt: Indian Statistical Institute SQC & or Unit HyderabadPapaiNo ratings yet
- Continuous Improvement ToolkitDocument16 pagesContinuous Improvement ToolkitKartika Fitri100% (1)
- 6 SigmaDocument2 pages6 SigmaLorenzo CarmeniNo ratings yet
- GB Guide Part 1 Intro 8-12-2019Document75 pagesGB Guide Part 1 Intro 8-12-2019ádfa caNo ratings yet
- LemiDocument24 pagesLemiSumit BhatiaNo ratings yet
- Total Quality Management - TQMBH14-5: Session 06 Benchmarking (Case) + QC Tools (Old & New)Document8 pagesTotal Quality Management - TQMBH14-5: Session 06 Benchmarking (Case) + QC Tools (Old & New)nikaro1989No ratings yet
- Course Outline - Six Sigma Green BeltDocument3 pagesCourse Outline - Six Sigma Green BeltAditya KinariwalaNo ratings yet
- Paper RCFA - Root Cause Failure AnalysisDocument7 pagesPaper RCFA - Root Cause Failure AnalysisMiguelNo ratings yet
- Lean Six SigmaDocument14 pagesLean Six Sigmababudukku100% (10)
- Managemen Mutu (Presentasi)Document123 pagesManagemen Mutu (Presentasi)Ucu SuratmanNo ratings yet
- Value Stream Mapping ProcessDocument45 pagesValue Stream Mapping Processaparna k100% (1)
- Six Sigma Black Belt Course Contents: Project LeadershipDocument3 pagesSix Sigma Black Belt Course Contents: Project Leadershipunknown139No ratings yet
- Standard WorkDocument43 pagesStandard WorkGiovanni Moreno VillamilNo ratings yet
- Introduction To Six SigmaDocument140 pagesIntroduction To Six SigmaAERON CASAONo ratings yet
- Acronyms - Six Sigma - LeanDocument3 pagesAcronyms - Six Sigma - LeantorrespacNo ratings yet
- 7 WastesDocument15 pages7 WastesHUNG555No ratings yet
- Observations (And GembaWalks)Document14 pagesObservations (And GembaWalks)suraj rawatNo ratings yet
- Certificate Program in Lean Six Sigma: by - Paresh Kariya B.E. (Mech), MBA. Ph.D. Six Sigma, FIVDocument75 pagesCertificate Program in Lean Six Sigma: by - Paresh Kariya B.E. (Mech), MBA. Ph.D. Six Sigma, FIVBhargav Ka.PatelNo ratings yet
- Srilekha G.Industrial Engineer-1Document4 pagesSrilekha G.Industrial Engineer-1prabu cNo ratings yet
- Six Sigma Black Belt: Indian Statistical Institute SQC & or UnitDocument4 pagesSix Sigma Black Belt: Indian Statistical Institute SQC & or UnitManoj DhanorkarNo ratings yet
- Lean and Six Sigma - Not For AmateursDocument6 pagesLean and Six Sigma - Not For AmateursmsasgesNo ratings yet
- Three Key Methods: To Unlock Continuous Improvement Across Your PlantDocument20 pagesThree Key Methods: To Unlock Continuous Improvement Across Your PlantJan Østergaard KnudsenNo ratings yet
- PRD DipankarDocument53 pagesPRD Dipankarh23079No ratings yet
- Six Sigma Concept and Dmaic Implementation: B. Radha Krishnan & K. Arun PrasathDocument4 pagesSix Sigma Concept and Dmaic Implementation: B. Radha Krishnan & K. Arun PrasathNelva SilviaNo ratings yet
- Six SigmaDocument37 pagesSix SigmaAmit Shankar Choudhary100% (1)
- Six Sigma SlidesDocument35 pagesSix Sigma Slidesmawande100% (2)
- Master Course Outline OPM MGT330 PDFDocument6 pagesMaster Course Outline OPM MGT330 PDFSyed MinhalNo ratings yet
- Reduction of Delay at Pre-ProductionDocument13 pagesReduction of Delay at Pre-ProductionARYAN RATHORENo ratings yet
- Six Sigma-GB-Day-1 - 2020Document66 pagesSix Sigma-GB-Day-1 - 2020Tariq MahmoodNo ratings yet
- Forecasting: ReferencesDocument90 pagesForecasting: ReferencesBiruk BirhanuNo ratings yet
- Fmea Failure Mode Effects AnalysisDocument95 pagesFmea Failure Mode Effects Analysisssingla88No ratings yet
- Six Sigma: Ankit VijayvargiyaDocument20 pagesSix Sigma: Ankit VijayvargiyammammerNo ratings yet
- 10 DMAIC ToolsDocument44 pages10 DMAIC ToolsdanorahhhNo ratings yet
- FMEADocument21 pagesFMEABisma LodhiNo ratings yet
- 1 . - FLXMGBESXSINT - Introduccion SixSigmaDocument30 pages1 . - FLXMGBESXSINT - Introduccion SixSigmajose noe perezNo ratings yet
- Value EngineeringDocument49 pagesValue EngineeringAbdennour MachaNo ratings yet
- Ss OverviewDocument24 pagesSs Overviewarun_murthyNo ratings yet
- Queuing TheoryDocument62 pagesQueuing Theoryrichardwitch12No ratings yet
- Six Sigma MBBDocument6 pagesSix Sigma MBBPradeep SharmaNo ratings yet
- Problem SolvingDocument75 pagesProblem SolvingndesigngmailNo ratings yet
- Process Technology 2Document30 pagesProcess Technology 2pavan hydNo ratings yet
- Root Cause Analysis: Presented By: Team: IncrediblesDocument21 pagesRoot Cause Analysis: Presented By: Team: IncrediblesDinesh TyagiNo ratings yet
- CHAPTER 3 - Inception PhaseDocument28 pagesCHAPTER 3 - Inception Phaseazwin zamriNo ratings yet
- 4M Man Machine Material Method Measurement Environment 5M&EDocument25 pages4M Man Machine Material Method Measurement Environment 5M&EPravin ShekharNo ratings yet
- Quality Circle MethodologyDocument14 pagesQuality Circle Methodologyswet003No ratings yet
- Continuous Improvement Toolkit: Waste AnalysisDocument53 pagesContinuous Improvement Toolkit: Waste Analysisakdmech9621No ratings yet
- Implementing the Stakeholder Based Goal-Question-Metric (Gqm) Measurement Model for Software ProjectsFrom EverandImplementing the Stakeholder Based Goal-Question-Metric (Gqm) Measurement Model for Software ProjectsNo ratings yet
- A Measurement Framework for Software Projects: A Generic and Practical Goal-Question-Metric(Gqm) Based Approach.From EverandA Measurement Framework for Software Projects: A Generic and Practical Goal-Question-Metric(Gqm) Based Approach.No ratings yet
- Total Quality Management - TQMB19-5: Session 03 Value Stream Mapping (Steps) + Six Sigma Process (Concept)Document26 pagesTotal Quality Management - TQMB19-5: Session 03 Value Stream Mapping (Steps) + Six Sigma Process (Concept)Ankur GoyalNo ratings yet
- SemiFinals Brief WiRED 4.0 Supply Chain Case Study PDFDocument2 pagesSemiFinals Brief WiRED 4.0 Supply Chain Case Study PDFAnkur GoyalNo ratings yet
- Total Quality Management - TQMB19-5: Session 04 Six Sigma Project (Concepts) + DMAIC Step 1 (Define)Document25 pagesTotal Quality Management - TQMB19-5: Session 04 Six Sigma Project (Concepts) + DMAIC Step 1 (Define)Ankur GoyalNo ratings yet
- XLRI Jamshedpur - HayWireDocument8 pagesXLRI Jamshedpur - HayWireAnkur GoyalNo ratings yet
- Retail Strategy: - Target Audience - Format - Sustainable Competitive AdvantageDocument14 pagesRetail Strategy: - Target Audience - Format - Sustainable Competitive AdvantageAnkur GoyalNo ratings yet
- Introduction To Retail: Smitu MalhotraDocument33 pagesIntroduction To Retail: Smitu MalhotraAnkur GoyalNo ratings yet
- Retail MixDocument16 pagesRetail MixAnkur GoyalNo ratings yet
- Consumer Decision MakingDocument11 pagesConsumer Decision MakingAnkur GoyalNo ratings yet
- Competitive AdvantageDocument20 pagesCompetitive AdvantageAnkur GoyalNo ratings yet
- Colgate-Palmolive: Cleopatra Case Analysis - Group 6: BackgroundDocument2 pagesColgate-Palmolive: Cleopatra Case Analysis - Group 6: BackgroundAnkur GoyalNo ratings yet
- Pengaruh Diet Tinggi Protein TRHDP Penyembuhan LukaDocument12 pagesPengaruh Diet Tinggi Protein TRHDP Penyembuhan Lukasartika sigarNo ratings yet
- Bending of PlatesDocument72 pagesBending of PlatesPrajeesh Raj100% (1)
- Tremblay Et Al-2012Document14 pagesTremblay Et Al-2012jlopezarriazaNo ratings yet
- Lecture 1 (Refrigeration Engineering)Document19 pagesLecture 1 (Refrigeration Engineering)Aldwin DuroNo ratings yet
- BootCamp XMLDocument94 pagesBootCamp XMLFernandoMendezNo ratings yet
- 3D Pythagoras 3D Trigonometry: Level 2 Further MathsDocument9 pages3D Pythagoras 3D Trigonometry: Level 2 Further Mathsgreg heffleyNo ratings yet
- ReplicationDocument625 pagesReplicationpilabaNo ratings yet
- Date: - Test Worksheet # 1 (Numbers, Number Names)Document12 pagesDate: - Test Worksheet # 1 (Numbers, Number Names)Ghulam Rasool MagsiNo ratings yet
- Pricing: Compact Ce/Cf/CjDocument14 pagesPricing: Compact Ce/Cf/CjMonique DianeNo ratings yet
- Laboratory Exercises: (Activity 1)Document5 pagesLaboratory Exercises: (Activity 1)Chelly ParaderoNo ratings yet
- Distance Learning Programme: Pre-Medical: Leader Test Series / Joint Package CourseDocument48 pagesDistance Learning Programme: Pre-Medical: Leader Test Series / Joint Package Courseunacademy neetNo ratings yet
- Composición 1Document1 pageComposición 1mayraeb13No ratings yet
- Methodology of The Canadian Labour Force SurveyDocument109 pagesMethodology of The Canadian Labour Force Survey42度鱼No ratings yet
- CFW BrochureDocument8 pagesCFW BrochureMauricio MpintoNo ratings yet
- Lieber 1961 Human Values and Science Art and MathematicsDocument74 pagesLieber 1961 Human Values and Science Art and MathematicsaNo ratings yet
- 4Q W1 WORKSHEET With ANSWER KEYSDocument2 pages4Q W1 WORKSHEET With ANSWER KEYSjia aganaNo ratings yet
- Ebook Chemistry and Chemical Reactivity 9Th Edition Kotz Solutions Manual Full Chapter PDFDocument44 pagesEbook Chemistry and Chemical Reactivity 9Th Edition Kotz Solutions Manual Full Chapter PDFMrNicolasGuerraJrnsadz100% (14)
- Encoding SchemesDocument1 pageEncoding Schemesdksingh369No ratings yet
- Module 17 Session April 2019Document5 pagesModule 17 Session April 2019Ravishek SharmaNo ratings yet
- Lab02 PDFDocument12 pagesLab02 PDFSiddharth KumraNo ratings yet
- MP1006Document14 pagesMP1006luis perdigonNo ratings yet
- A Study On Flexible Dentures PDFDocument9 pagesA Study On Flexible Dentures PDFAnonymous NFiQTb1No ratings yet
- Write Python Instead of SQL!: An Introduction To SqlalchemyDocument10 pagesWrite Python Instead of SQL!: An Introduction To SqlalchemysxurdcNo ratings yet
- ISCAS-85 Netlist Translator Into VHDL Code: Neša P. Tomić and Mile K. StojčevDocument4 pagesISCAS-85 Netlist Translator Into VHDL Code: Neša P. Tomić and Mile K. StojčevPrasanna GNo ratings yet
- HeatSmart Installation & Instruction NotesDocument2 pagesHeatSmart Installation & Instruction NotesScott KingNo ratings yet
- Pearson 26 Sailboat Technical InfoDocument5 pagesPearson 26 Sailboat Technical InfoWill JohnsonNo ratings yet