Download as pdf or txt
You might also like
- Cat 3304 3306 Industrial Marine Service ManualDocument827 pagesCat 3304 3306 Industrial Marine Service Manualruss mathis100% (35)
- Details of 127 Unauthorised Residential Layouts With in Bangalore DevelopmentDocument32 pagesDetails of 127 Unauthorised Residential Layouts With in Bangalore Developmentsanjay2_2260% (5)
- Filing # 120208791 E-Filed 01/25/2021 07:26:55 PMDocument67 pagesFiling # 120208791 E-Filed 01/25/2021 07:26:55 PMthe next miami100% (1)
- SEBF 8164 гизьзы 3500Document19 pagesSEBF 8164 гизьзы 3500Aminadav100% (1)
- Pinion Assemblies - AssembleDocument4 pagesPinion Assemblies - Assemblemijael1393No ratings yet
- Differential & Bevel GearDocument7 pagesDifferential & Bevel GearNadhifatulNo ratings yet
- Differential and Bevel Gear 966 InstallDocument14 pagesDifferential and Bevel Gear 966 InstallAlan GonzalezNo ratings yet
- Read Me FirstDocument9 pagesRead Me Firstmijael1393No ratings yet
- Crankshaft - InstallDocument7 pagesCrankshaft - InstallLeonardo PerezNo ratings yet
- R3000H Ajuste de Backlash Con CoronaDocument3 pagesR3000H Ajuste de Backlash Con Coronacarlos riveraNo ratings yet
- Caterpillar Cat 160h Motor Grader Prefix 9jm Service Repair Manual 9jm00001 and UpDocument23 pagesCaterpillar Cat 160h Motor Grader Prefix 9jm Service Repair Manual 9jm00001 and UpWalter RodriguezNo ratings yet
- Cyl Head InstallDocument5 pagesCyl Head InstallSteven Y.MNo ratings yet
- Final Drive and Wheel - Install - RearDocument6 pagesFinal Drive and Wheel - Install - Rearhernan dueñasNo ratings yet
- Remove and Install Crankshaft Main BearingsDocument3 pagesRemove and Install Crankshaft Main Bearingsramom candido de macedoNo ratings yet
- Bc109 Diff ProcedureDocument11 pagesBc109 Diff ProcedureJack ElliottNo ratings yet
- Swing Rack - InstallDocument7 pagesSwing Rack - InstallGilney FreitasNo ratings yet
- Crankshaft Main BearingDocument4 pagesCrankshaft Main BearingSteven Y.MNo ratings yet
- Disassemble DifferentialDocument11 pagesDisassemble DifferentialAnonymous cS9UMvhBqNo ratings yet
- Bevel and Transfer Gears - AssembleDocument14 pagesBevel and Transfer Gears - AssembleIginio Malaver VargasNo ratings yet
- Connecting Rod: SMCS - 1218 Part Number - 319-7945 S/NDocument5 pagesConnecting Rod: SMCS - 1218 Part Number - 319-7945 S/NsuportethermoNo ratings yet
- 992G Differential Pinion Preload - AdjustDocument8 pages992G Differential Pinion Preload - Adjustzawmoe aung100% (1)
- Cylinder Head - Install: Disassembly and AssemblyDocument8 pagesCylinder Head - Install: Disassembly and Assemblyhocine gherbiNo ratings yet
- Dissassembly and Assembly Hydo Pump 120GDocument14 pagesDissassembly and Assembly Hydo Pump 120GSteven Y.MNo ratings yet
- Instalación Piñon PosteriorDocument9 pagesInstalación Piñon PosteriorFredy QuistialNo ratings yet
- Dif and Carrier 966cDocument18 pagesDif and Carrier 966cHector VallesNo ratings yet
- Crankshaft Main Bearing Bolts Torque (Converted)Document5 pagesCrankshaft Main Bearing Bolts Torque (Converted)Nasser Ayoub100% (5)
- Ajuste de Caja de Transferencia Salida Cat-988kDocument3 pagesAjuste de Caja de Transferencia Salida Cat-988kRAMON CALDERONNo ratings yet
- Circle Clearances - Check/Adjust: Manual de Operación y MantenimientoDocument7 pagesCircle Clearances - Check/Adjust: Manual de Operación y MantenimientoTaller HeavytechNo ratings yet
- Ciguenal NelsonDocument5 pagesCiguenal NelsonEckard GuendelNo ratings yet
- Https 127.0.0.1 Sisweb Sisweb Techdoc Techdoc Print PageDocument9 pagesHttps 127.0.0.1 Sisweb Sisweb Techdoc Techdoc Print Pagep.motortechNo ratings yet
- CrankshaftDocument3 pagesCrankshaftMohamed AliNo ratings yet
- 12M Montagem Freio de ServiçoDocument10 pages12M Montagem Freio de ServiçoPaulo_GleriaNo ratings yet
- Pont DifferentielDocument8 pagesPont DifferentielOthmanNo ratings yet
- Crankshaft - Install PDFDocument7 pagesCrankshaft - Install PDFsonjisahuriNo ratings yet
- Especificação Da BielaDocument5 pagesEspecificação Da BielasuportethermoNo ratings yet
- Assembling C32Document24 pagesAssembling C32Muhammad Ramadhan100% (2)
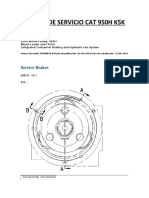
- Frenos de Servicio Cat 950H K5KDocument19 pagesFrenos de Servicio Cat 950H K5KhectorNo ratings yet
- Remove and Install Crankshaft Main BearingsDocument4 pagesRemove and Install Crankshaft Main BearingsMayumi Lizarme BuezoNo ratings yet
- Remove and Install Crankshaft Main BearingsDocument4 pagesRemove and Install Crankshaft Main BearingsMax Will Carrasco SantiNo ratings yet
- Espicificaciones 14G Piñones de TransferenciaDocument4 pagesEspicificaciones 14G Piñones de TransferenciayeisonNo ratings yet
- Dokumen - Tips - Caterpillar Cat 420d Backhoe Loader Prefix FDP Service Repair Manual fdp07199 18399 1594410712 PDFDocument23 pagesDokumen - Tips - Caterpillar Cat 420d Backhoe Loader Prefix FDP Service Repair Manual fdp07199 18399 1594410712 PDFHugo PinedaNo ratings yet
- Automatic Timing Advance 7FB1-Up, 4MG1-4MG3599Document10 pagesAutomatic Timing Advance 7FB1-Up, 4MG1-4MG3599EdivaldoVeronese100% (2)
- Attelage Articulé: Spécifications DesDocument3 pagesAttelage Articulé: Spécifications DesParc ElyesNo ratings yet
- Cylinder Head Install. Cat777DDocument5 pagesCylinder Head Install. Cat777Dtrijoko085No ratings yet
- Cylinder Head - Install: Disassembly and AssemblyDocument4 pagesCylinder Head - Install: Disassembly and AssemblyKarlOs Junco SichaNo ratings yet
- Fuel Injection Pump - InstallDocument9 pagesFuel Injection Pump - InstallYousef RedaNo ratings yet
- Fuel Injection Pump - RemoveDocument17 pagesFuel Injection Pump - RemoveYousef RedaNo ratings yet
- Connecting Rod Bearings - Install - Connecting Rods in PositionDocument4 pagesConnecting Rod Bearings - Install - Connecting Rods in PositionTatiano BrolloNo ratings yet
- Convertidor de Torque D5BDocument13 pagesConvertidor de Torque D5BDeyner PerezNo ratings yet
- Caterpillar Cat M318C WHEELED Excavator (Prefix BCZ) Service Repair Manual (BCZ00001-02000) PDFDocument29 pagesCaterpillar Cat M318C WHEELED Excavator (Prefix BCZ) Service Repair Manual (BCZ00001-02000) PDFfkdmma0% (1)
- Remover e Instalar Camisas de CilindrosDocument4 pagesRemover e Instalar Camisas de CilindrosAlejandro ValenzuelaNo ratings yet
- Cat 3176c Montagem Da Cabeça.Document7 pagesCat 3176c Montagem Da Cabeça.César PérezNo ratings yet
- Instalação - Motor 3054Document5 pagesInstalação - Motor 3054carlos nogueiraNo ratings yet
- Adjust Pre Load Wheel Bearing 777 AGCDocument4 pagesAdjust Pre Load Wheel Bearing 777 AGCFaidh Allanz FairhiaNo ratings yet
- Armado de Deslizamiento Limitado de DiferencialDocument11 pagesArmado de Deslizamiento Limitado de DiferencialAlicia DiazNo ratings yet
- Rocker Arm BuminataDocument7 pagesRocker Arm BuminataRgin AlanNo ratings yet
- Cylinder Head - InstallDocument4 pagesCylinder Head - InstallGeorge GuerreroNo ratings yet
- 3408E and 3412E Crankshaft Main Bearings - InstallDocument6 pages3408E and 3412E Crankshaft Main Bearings - Installalonso100% (1)
- Disassembly Cylinder Head 920 Wheel LoaderDocument7 pagesDisassembly Cylinder Head 920 Wheel LoaderAmir Bambang YudhoyonoNo ratings yet
- Install PistonDocument6 pagesInstall PistonSteven Y.MNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Jadual BerkalaDocument2 pagesJadual BerkalaRohani Yusof75% (4)
- 2018 Trial 1 Biology Questions and Marking SchemeDocument11 pages2018 Trial 1 Biology Questions and Marking SchemeKodhekNo ratings yet
- Assignment For InterviewDocument34 pagesAssignment For InterviewBurugolla RaviNo ratings yet
- Feynman ParadoxDocument3 pagesFeynman ParadoxBabai KunduNo ratings yet
- Institute Name: Indian Institute of Engineering Science and Technology (IR-E-U-0584)Document3 pagesInstitute Name: Indian Institute of Engineering Science and Technology (IR-E-U-0584)Masud RanaNo ratings yet
- Employee Behaviour in Organization Under Work Moral: Project OnDocument26 pagesEmployee Behaviour in Organization Under Work Moral: Project OnDhanvanth ReddyNo ratings yet
- CMP 1 1 CDPDocument11 pagesCMP 1 1 CDPSachin NakadeNo ratings yet
- Pharmacognosy MCQDocument10 pagesPharmacognosy MCQNishamolKS100% (2)
- 2023 MS P2 Al Statistics Zimsec Tuks and MR ShareDocument29 pages2023 MS P2 Al Statistics Zimsec Tuks and MR SharerudomposiNo ratings yet
- 12life Saving RulesDocument33 pages12life Saving RulesLakshmi Kanth P100% (1)
- Case CX TrainingDocument20 pagesCase CX Traininghoward100% (27)
- Effect of Work Environment On Organizational PerformanceDocument14 pagesEffect of Work Environment On Organizational PerformanceDr. Mahesh GopalNo ratings yet
- Birla Power - MBA ProjectDocument23 pagesBirla Power - MBA ProjectBibhu Prasad SahooNo ratings yet
- TC-42X1 Part 1Document50 pagesTC-42X1 Part 1Pedro SandovalNo ratings yet
- ENGLISH - 2006 Read The Following Poem Carefully and Answer The Questions That Follow: (8 Marks) Forest FiresDocument6 pagesENGLISH - 2006 Read The Following Poem Carefully and Answer The Questions That Follow: (8 Marks) Forest FiresSanjay KumarNo ratings yet
- Portarlington Parish NewsletterDocument2 pagesPortarlington Parish NewsletterJohn HayesNo ratings yet
- Apron An Apron Is A Garment That Is Worn Over Other Clothing and Covers Mainly The Front of The BodyDocument3 pagesApron An Apron Is A Garment That Is Worn Over Other Clothing and Covers Mainly The Front of The BodyMicahDelaCruzCuatronaNo ratings yet
- Preliminary Investigation On New Century Health Clinic (NCHC)Document16 pagesPreliminary Investigation On New Century Health Clinic (NCHC)Erlind GeneralaoNo ratings yet
- BOOK NEWS: Fire On The Water: China, America, and The Future of The PacificDocument2 pagesBOOK NEWS: Fire On The Water: China, America, and The Future of The PacificNaval Institute PressNo ratings yet
- Heat Exchanger Design CHE 311 Final Project MSUDocument15 pagesHeat Exchanger Design CHE 311 Final Project MSUnefoussiNo ratings yet
- The Current WarDocument1 pageThe Current WarkanuvietNo ratings yet
- 7.2 Single-Phase Diode RectifiersDocument32 pages7.2 Single-Phase Diode RectifiersTrương Anh DuyNo ratings yet
- Lesson-2-Climate IiDocument30 pagesLesson-2-Climate IiErica NatividadNo ratings yet
- Job Notification NHM Odisha Recruitment 2015 16 For 19 District Programme Manager Other PostsDocument12 pagesJob Notification NHM Odisha Recruitment 2015 16 For 19 District Programme Manager Other PostsJeshiNo ratings yet
- Structural Analysis of Complex Networks 2011Document501 pagesStructural Analysis of Complex Networks 2011kemalihsan_17959No ratings yet
- Countries and Diplomas Diploma Requirements Wageningen University 2023/2024Document11 pagesCountries and Diplomas Diploma Requirements Wageningen University 2023/2024JuliaNo ratings yet
- Technical Paper (Al Sharq Tower)Document17 pagesTechnical Paper (Al Sharq Tower)ကိုနေဝင်းNo ratings yet
- Experiment 7: Investigating The Change of Volume in The Change of Temperature (Document2 pagesExperiment 7: Investigating The Change of Volume in The Change of Temperature (EDWIN SIMBARASHE MASUNUNGURENo ratings yet