Download as docx, pdf, or txt
You might also like
- Chapter 8 Cladding and External FinishingDocument66 pagesChapter 8 Cladding and External Finishingnabin prasaiNo ratings yet
- Forging Temperature: Beg N of ForgingDocument2 pagesForging Temperature: Beg N of ForgingAdib RizqullohNo ratings yet
- 11aDocument44 pages11agegegegNo ratings yet
- Silversmithing Jewelry Silver BoxDocument2 pagesSilversmithing Jewelry Silver BoxsimalauraNo ratings yet
- 3.3 Reforming: Reforming by Tensile and CompressiveDocument1 page3.3 Reforming: Reforming by Tensile and CompressiveAdib RizqullohNo ratings yet
- ForgingDocument23 pagesForgingRajeev RanaNo ratings yet
- Metal Forming Processes-1Document44 pagesMetal Forming Processes-1olanrewajuhbernardNo ratings yet
- Of The Workplace Is Increased: Together. The Ram Mounted On TheDocument1 pageOf The Workplace Is Increased: Together. The Ram Mounted On TheAdib RizqullohNo ratings yet
- 'Cold Forming BasicsDocument10 pages'Cold Forming BasicsSa RaNo ratings yet
- Instructions Photo Etched Deck For TR 05912Document13 pagesInstructions Photo Etched Deck For TR 05912BraunGergelyGáborNo ratings yet
- Notes-Bulk Deformation Process FORGINGDocument41 pagesNotes-Bulk Deformation Process FORGINGehtisham khanNo ratings yet
- L21 - Drawing and SpinningDocument22 pagesL21 - Drawing and SpinningCrocodileNo ratings yet
- Pengolahan Pangan Dengan Suhu RendahDocument30 pagesPengolahan Pangan Dengan Suhu Rendahhuda ifandaNo ratings yet
- Lecture 4 ForgingDocument6 pagesLecture 4 ForgingbennyfergusonNo ratings yet
- Bulk Deformation Processes in MetalworkingDocument20 pagesBulk Deformation Processes in MetalworkingKevin Mo KorirhillaNo ratings yet
- Forfing Lec 7Document18 pagesForfing Lec 7Sherif El-soudyNo ratings yet
- ManufacTechLecture 3Document57 pagesManufacTechLecture 3Nawaz KhanNo ratings yet
- Riveted Joints TheoryDocument18 pagesRiveted Joints TheoryAvinash PrabhavathyNo ratings yet
- Introduction To Forging.Document10 pagesIntroduction To Forging.Kirpal SinghNo ratings yet
- 3-Bulk Deformation ProcessesDocument26 pages3-Bulk Deformation ProcessesndrknsNo ratings yet
- Metal Forming ProcessesDocument91 pagesMetal Forming ProcessesSuneth TharakaNo ratings yet
- Metal Forming ProcessesDocument91 pagesMetal Forming ProcessesMalik IrfanNo ratings yet
- Metal Forming Processes Pt2 - Forging, Extrusion, DrawingDocument24 pagesMetal Forming Processes Pt2 - Forging, Extrusion, Drawingcrye shotNo ratings yet
- Mechanical Properties 301015Document47 pagesMechanical Properties 301015Eugene Daga-angNo ratings yet
- Forging of MetalsDocument31 pagesForging of MetalsSaiful IslamNo ratings yet
- Basic Mechanical Engineering: Manufacturing ProcessesDocument49 pagesBasic Mechanical Engineering: Manufacturing Processespritam goleNo ratings yet
- BMM3643 CHP 2 Sheet Metal ProcessesDocument15 pagesBMM3643 CHP 2 Sheet Metal Processesemadaddin alezzaniNo ratings yet
- MP Forging KSR 2015Document78 pagesMP Forging KSR 2015pavan ChintuNo ratings yet
- Forming PDFDocument23 pagesForming PDFsivaNo ratings yet
- ForgingDocument22 pagesForgingnoahshredx13No ratings yet
- Chap 4-CastingProcessesDocument28 pagesChap 4-CastingProcessesMojery MohauNo ratings yet
- Metal Forming 1Document36 pagesMetal Forming 1Ilyana Sahira Murizan0% (1)
- Chapter 5 Die DesignDocument129 pagesChapter 5 Die Designkb89% (9)
- Forming Basics For ClasssDocument63 pagesForming Basics For ClasssMetalAnand ChelliahNo ratings yet
- Metal Forming PRDocument90 pagesMetal Forming PRRavi UpadhyeNo ratings yet
- Introduction and Classification of Forging Processes: NPTEL - Mechanical Engineering - FormingDocument8 pagesIntroduction and Classification of Forging Processes: NPTEL - Mechanical Engineering - FormingRashmi DhunganaNo ratings yet
- Black Smithy ShopDocument3 pagesBlack Smithy ShopAmarjeet Singh (Assistant Professor- Mechanical Engineer)No ratings yet
- Welding DistortionDocument51 pagesWelding DistortionRaj singhNo ratings yet
- MM 223 Claw Hammer Literature ReviewDocument10 pagesMM 223 Claw Hammer Literature Reviewdipanshil100% (1)
- Metal Forming 1 PDFDocument6 pagesMetal Forming 1 PDFAlpha WolfNo ratings yet
- Sheet FormingDocument4 pagesSheet Formingvenkat_222123No ratings yet
- IPE 341-Metal Forming Processes - Sheet Metal WorkingDocument36 pagesIPE 341-Metal Forming Processes - Sheet Metal WorkingMuhshin Aziz KhanNo ratings yet
- Sheet Metal FormingDocument53 pagesSheet Metal FormingSid SharmaNo ratings yet
- Sheet Metal Work, Bench Work and FittingDocument62 pagesSheet Metal Work, Bench Work and FittingSolcastic SoulNo ratings yet
- Forging and Extrusion: M Jamil Ms/IeDocument51 pagesForging and Extrusion: M Jamil Ms/IeM. RazaNo ratings yet
- JNF12 Hales 2380 PDFDocument18 pagesJNF12 Hales 2380 PDFagilan89No ratings yet
- Thẻ ghi nhớ - Manufacturing Processes Quiz Bulk Deformation - QuizletDocument3 pagesThẻ ghi nhớ - Manufacturing Processes Quiz Bulk Deformation - QuizletHÒA LÊ TRUNGNo ratings yet
- Press Tools (Autosaved)Document66 pagesPress Tools (Autosaved)Delton FerNo ratings yet
- Video Disclaimer: Ume 505: Manufacturing TechnologyDocument21 pagesVideo Disclaimer: Ume 505: Manufacturing Technologykunal gargNo ratings yet
- Hollow Aluminium BilletDocument6 pagesHollow Aluminium BilletHasan Halil0% (1)
- Sheet Metal Design Training 25april2018 R1Document85 pagesSheet Metal Design Training 25april2018 R1dhruv kumar yashNo ratings yet
- EMM 315 Materials Forming Processes - METAL FORMINGDocument91 pagesEMM 315 Materials Forming Processes - METAL FORMINGKimani JohnNo ratings yet
- Lecture 2Document3 pagesLecture 2Amit MondalNo ratings yet
- Chapter 3Document35 pagesChapter 3Samson YohannesNo ratings yet
- Deformación Plástica en FríoDocument103 pagesDeformación Plástica en FríoNoé V.G.No ratings yet
- Deep Drawing ProcessDocument24 pagesDeep Drawing ProcessanupalNo ratings yet
- Size Reduction Equipment-2Document32 pagesSize Reduction Equipment-2kalpesh100% (1)
- Metal ForgingDocument14 pagesMetal ForgingOFC accountNo ratings yet
- Forging, Materials EngineeringDocument29 pagesForging, Materials EngineeringAna Beatriz MourãoNo ratings yet
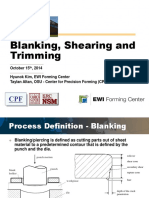
- TOPIC 7 Blanking Sheating and TrimmingDocument19 pagesTOPIC 7 Blanking Sheating and TrimmingmouliNo ratings yet
- An Introduction to Metal-Working (Illustrated)From EverandAn Introduction to Metal-Working (Illustrated)Rating: 2.5 out of 5 stars2.5/5 (2)
- Tugas Bahasa Inggris: Skyscrapers ProjectDocument10 pagesTugas Bahasa Inggris: Skyscrapers ProjectAdib RizqullohNo ratings yet
- Muhammad Tunggal Rifat Case StudyDocument5 pagesMuhammad Tunggal Rifat Case StudyAdib RizqullohNo ratings yet
- Tronforever PDFDocument8 pagesTronforever PDFAdib RizqullohNo ratings yet
- PJJ Mechanical FastenerDocument14 pagesPJJ Mechanical FastenerAdib RizqullohNo ratings yet
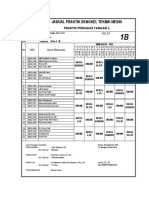
- Jadwal Praktek Bengkel 1B PDFDocument2 pagesJadwal Praktek Bengkel 1B PDFAdib RizqullohNo ratings yet
- Tronforever PDFDocument8 pagesTronforever PDFAdib RizqullohNo ratings yet
- Name: Lutfi Syahlani (2002311046) Class: TM 1BDocument2 pagesName: Lutfi Syahlani (2002311046) Class: TM 1BAdib RizqullohNo ratings yet
- Homework Michael X FarhanDocument7 pagesHomework Michael X FarhanAdib RizqullohNo ratings yet
- Journal ReviewDocument4 pagesJournal ReviewAdib RizqullohNo ratings yet
- Of The Workplace Is Increased: Together. The Ram Mounted On TheDocument1 pageOf The Workplace Is Increased: Together. The Ram Mounted On TheAdib RizqullohNo ratings yet
- Engineering and Equipment ExerciseDocument4 pagesEngineering and Equipment ExerciseAdib RizqullohNo ratings yet
- Singular Plural Singular Plural: and PronounsDocument22 pagesSingular Plural Singular Plural: and PronounsAdib RizqullohNo ratings yet
- Forging Temperature: Beg N of ForgingDocument2 pagesForging Temperature: Beg N of ForgingAdib RizqullohNo ratings yet
- Informasi Ruangan BM Kosong: SMK Negeri 52 JakartaDocument7 pagesInformasi Ruangan BM Kosong: SMK Negeri 52 JakartaAdib Rizqulloh100% (1)
- 3.3 Reforming: Reforming by Tensile and CompressiveDocument1 page3.3 Reforming: Reforming by Tensile and CompressiveAdib RizqullohNo ratings yet
- Jadwal Praktek Bengkel 1BDocument2 pagesJadwal Praktek Bengkel 1BAdib RizqullohNo ratings yet
- Daftar Hadir Mahasiswa ME-1BDocument1 pageDaftar Hadir Mahasiswa ME-1BAdib RizqullohNo ratings yet
- Group 7Document12 pagesGroup 7Adib RizqullohNo ratings yet
- Simulation XDocument7 pagesSimulation XAdib RizqullohNo ratings yet
- Name: Adib Rizqulloh Srisadono Class: Mechanical Engineering 1BDocument3 pagesName: Adib Rizqulloh Srisadono Class: Mechanical Engineering 1BAdib RizqullohNo ratings yet
- LPJ BaksosDocument8 pagesLPJ BaksosAdib RizqullohNo ratings yet
- English: Adib Rizqulloh Xii Automotive ADocument7 pagesEnglish: Adib Rizqulloh Xii Automotive AAdib RizqullohNo ratings yet
- ASTM Norms Commonly UsedDocument1 pageASTM Norms Commonly UsedBauyrzhanNo ratings yet
- Mining Sector in IndiaDocument6 pagesMining Sector in IndiaSAMAYAM KALYAN KUMARNo ratings yet
- Equinox International LTD - Stainless Steel - ST ST Corrosion Resistance - 106 PDFDocument2 pagesEquinox International LTD - Stainless Steel - ST ST Corrosion Resistance - 106 PDFeugenio.gutenbertNo ratings yet
- ASTM A240 A240M 13cDocument14 pagesASTM A240 A240M 13cislamaktham100% (3)
- Cem Manual Pokhara UniversityDocument128 pagesCem Manual Pokhara Universitydond38480No ratings yet
- Alkaline MetalsDocument29 pagesAlkaline MetalsAigerim TurlanovaNo ratings yet
- Middle - Tennessee - Fact - Sheet - 2018Document2 pagesMiddle - Tennessee - Fact - Sheet - 2018mushava nyokaNo ratings yet
- Reformatsky Reaction: Organic Reaction Condenses Aldehydes Ketones Esters Zinc Sergey Nikolaevich ReformatskyDocument1 pageReformatsky Reaction: Organic Reaction Condenses Aldehydes Ketones Esters Zinc Sergey Nikolaevich ReformatskyRonit SinghNo ratings yet
- Module & More Kimia TG 4Document203 pagesModule & More Kimia TG 4Pinky Ong Woan Fei Ong100% (1)
- Corrosion Op MondayDocument2 pagesCorrosion Op MondayjasmineammaNo ratings yet
- Ferrous and Non-Ferrous Metals: Intended Learning OutcomesDocument83 pagesFerrous and Non-Ferrous Metals: Intended Learning OutcomesJingness StanNo ratings yet
- Wrought Nitrogen Strengthened 11Manganese-17Chromium-3Molybdenum Low-Nickel Stainless Steel Alloy Bar and Wire For Surgical Implants (UNS S29225)Document5 pagesWrought Nitrogen Strengthened 11Manganese-17Chromium-3Molybdenum Low-Nickel Stainless Steel Alloy Bar and Wire For Surgical Implants (UNS S29225)Ahmad Zubair RasulyNo ratings yet
- Introduction To Stainless SteelDocument45 pagesIntroduction To Stainless Steelaladinmf1No ratings yet
- Battery Recycling Technologies Recycling Waste LitDocument16 pagesBattery Recycling Technologies Recycling Waste LitYong JiangNo ratings yet
- Incropera Appendix - 2011Document32 pagesIncropera Appendix - 2011Gracylla RoseNo ratings yet
- Class X Test Electrolysis and MetullargyDocument4 pagesClass X Test Electrolysis and MetullargyToshiGMaheshwariNo ratings yet
- Lecture 09 - SHELL MOULDING AND CENTRIFUGAL CASTINGDocument9 pagesLecture 09 - SHELL MOULDING AND CENTRIFUGAL CASTINGManan GuptaNo ratings yet
- Garrett Lindemann 1997 Experiments Upon The Reported Transmutation of Mercury Into GoldDocument16 pagesGarrett Lindemann 1997 Experiments Upon The Reported Transmutation of Mercury Into GoldMarc PadrosaNo ratings yet
- Finish Chart: Bhma US Description Base MaterialDocument3 pagesFinish Chart: Bhma US Description Base MaterialRey Eduard Q. UmelNo ratings yet
- Steel Bars, Alloy, Standard GradesDocument5 pagesSteel Bars, Alloy, Standard GradesSamuel PeterNo ratings yet
- Extraction and Uses of Metals 3 MS PDFDocument7 pagesExtraction and Uses of Metals 3 MS PDFAngus AnizNo ratings yet
- Avantor Chemical Price List 2019-2020-VWR CHEMICALSDocument114 pagesAvantor Chemical Price List 2019-2020-VWR CHEMICALSVikki PatelNo ratings yet
- Ore Forming Processes and Rock Association: ProfitablyDocument36 pagesOre Forming Processes and Rock Association: ProfitablyDAAVAR 2020GGB07100% (1)
- GRADE 8 CHEMISTRY SEMESTER 2 FINAL EXAM MS PAPER 2 (AutoRecovered)Document2 pagesGRADE 8 CHEMISTRY SEMESTER 2 FINAL EXAM MS PAPER 2 (AutoRecovered)dodoNo ratings yet
- Acids Bases and SaltsDocument6 pagesAcids Bases and SaltsHanaa AbouziedNo ratings yet
- Sae Ams 5387Document8 pagesSae Ams 5387desingbuschprojectsNo ratings yet
- Night School 18 Session 2Document67 pagesNight School 18 Session 2Luis CortesNo ratings yet
- Objectives Chemical Effects of Electric - 1Document3 pagesObjectives Chemical Effects of Electric - 1VinodNo ratings yet
- 2023 2024 Class VIII Chemistry Part 1 AWDocument16 pages2023 2024 Class VIII Chemistry Part 1 AWBRO IT’S DHARAHASNo ratings yet