Download as xls, pdf, or txt
You might also like
- 37507022-WPS-PQR-SS-316 LDocument5 pages37507022-WPS-PQR-SS-316 LVarun Malhotra100% (6)
- Method Statement - STOP-LOGSDocument7 pagesMethod Statement - STOP-LOGSMohammad Bader Al-DeinNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedNo ratings yet
- For Fillet Weld Joint Project:Production ManifoldDocument1 pageFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- Welding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONDocument3 pagesWelding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONJennifer French100% (2)
- Welding Procedure Specification: Page 1 of 1Document2 pagesWelding Procedure Specification: Page 1 of 1Anderson Perez Martinez100% (1)
- BoltList Weight 12.11.2015Document8 pagesBoltList Weight 12.11.2015Vashish RamrechaNo ratings yet
- Wps For Carbon Steel THK 7.11 GtawDocument1 pageWps For Carbon Steel THK 7.11 GtawAli MoosaviNo ratings yet
- WPS For Carbon Steel THK 7.11 GTAWDocument1 pageWPS For Carbon Steel THK 7.11 GTAWAli Moosavi100% (1)
- HHHHHHHHJJJJJJ: O O O ODocument1 pageHHHHHHHHJJJJJJ: O O O OAli MoosaviNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 pagesWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNo ratings yet
- Request For Welding Procedure ApprovalDocument13 pagesRequest For Welding Procedure ApprovalecsuperalNo ratings yet
- Welding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Document2 pagesWelding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Saravanan Palanisamy Lakshmi100% (1)
- WPS (Welding of Hub To Blade)Document2 pagesWPS (Welding of Hub To Blade)workshop13.asaNo ratings yet
- PQR02 (For SMAW)Document2 pagesPQR02 (For SMAW)workshop13.asaNo ratings yet
- PWPS CS To SS446-3Document5 pagesPWPS CS To SS446-3BIIS QAQC Babu SivaNo ratings yet
- Welding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection WorkDocument10 pagesWelding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection Workvijayshelke100% (1)
- RK PWPS PC 001Document2 pagesRK PWPS PC 001SudeepDPoojaryNo ratings yet
- Welding Procedure Specification (WPS) : Code: Asme-IxDocument2 pagesWelding Procedure Specification (WPS) : Code: Asme-IxAnonymous 4WzixLwupNo ratings yet
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- Revised PWPS 001Document2 pagesRevised PWPS 001stdshopNo ratings yet
- WPS For A333 ADocument1 pageWPS For A333 ARamzi BEN AHMED100% (1)
- Welding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Document3 pagesWelding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Ahmad DanielNo ratings yet
- 1.911.032 WPQ Smaw Astm A36Document1 page1.911.032 WPQ Smaw Astm A36Felipe Carrasco sepulvedaNo ratings yet
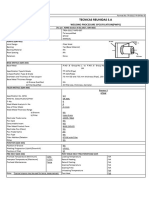
- Tecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)Document2 pagesTecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)BIIS QAQC Babu SivaNo ratings yet
- PQR GmawDocument4 pagesPQR GmawEr Sumant Kumar Singh0% (1)
- WPS&PQR For PipeDocument5 pagesWPS&PQR For PipeKAMALNo ratings yet
- Welding Procedure SpecificationDocument27 pagesWelding Procedure SpecificationGopakumar K100% (3)
- PWPS 102Document2 pagesPWPS 102Cyril J PadiyathNo ratings yet
- Welding Procedure SpecificationDocument4 pagesWelding Procedure SpecificationBhargav BbvsNo ratings yet
- Negemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Document3 pagesNegemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Khaled GamalNo ratings yet
- Tips Wps FormatDocument5 pagesTips Wps FormatWaqas WaqasNo ratings yet
- WPS No. ST-CS-02-2Document1 pageWPS No. ST-CS-02-2Hussein JassimNo ratings yet
- Tecnicas Reunidas S.A: Welding Procedure Specification (WPS)Document2 pagesTecnicas Reunidas S.A: Welding Procedure Specification (WPS)BIIS QAQC Babu SivaNo ratings yet
- Aic Asf PQR 133Document3 pagesAic Asf PQR 133AHMED MEDANYNo ratings yet
- WPS 03 GtawDocument3 pagesWPS 03 GtawBiswajit DeyNo ratings yet
- O O O O: Illustration: Joint Design, Weld Layers and Bead Sequence 3.5+0.5Document1 pageO O O O: Illustration: Joint Design, Weld Layers and Bead Sequence 3.5+0.5Ali MoosaviNo ratings yet
- Arl-Al - WPS-001 PDFDocument2 pagesArl-Al - WPS-001 PDFrajuajiNo ratings yet
- 347 310 WPSDocument2 pages347 310 WPSBIIS QAQC Babu SivaNo ratings yet
- Acfrogdgjpoczzmyytfkwbkh0koiyebkjw2cygu7mcl7x89emnhqrr79 8h9g0sneqlza Asreuqopw V3yccnxf6wf4ssafjrpko6znwt9uci Enrtbyu8y I2ju68Document6 pagesAcfrogdgjpoczzmyytfkwbkh0koiyebkjw2cygu7mcl7x89emnhqrr79 8h9g0sneqlza Asreuqopw V3yccnxf6wf4ssafjrpko6znwt9uci Enrtbyu8y I2ju68Daniel CamposNo ratings yet
- PQR With-PwhtDocument2 pagesPQR With-PwhtKarthikNo ratings yet
- Amrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Document3 pagesAmrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Balkishan DyavanapellyNo ratings yet
- Welding Procedure Specification "WPS": O O O ODocument1 pageWelding Procedure Specification "WPS": O O O OAli Moosavi100% (1)
- WPS 10Document2 pagesWPS 10Arab WeldersNo ratings yet
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- WPSDocument6 pagesWPSYASH BARDHAN SinghNo ratings yet
- Aic Asf PQR 0120Document2 pagesAic Asf PQR 0120AHMED MEDANYNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04Document9 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04BIIS QAQC Babu SivaNo ratings yet
- According To ASME IX: Welding Procedure Specification (W.P.S)Document4 pagesAccording To ASME IX: Welding Procedure Specification (W.P.S)Mohamed SalehNo ratings yet
- Mechanical Engineering M.Abdul GhoziDocument4 pagesMechanical Engineering M.Abdul GhoziRizaldy PhoenksNo ratings yet
- Ce0034-Wps PQR02 E7.62 P01 01 PDFDocument1 pageCe0034-Wps PQR02 E7.62 P01 01 PDFKhaled BouhlelNo ratings yet
- Wps Sp14 Reva PDFDocument9 pagesWps Sp14 Reva PDFravi00098No ratings yet
- (P1) NSC-1020-TR-0102-1.1-WPS-06Document6 pages(P1) NSC-1020-TR-0102-1.1-WPS-06BIIS QAQC Babu SivaNo ratings yet
- PQR A106 HAL-1Document1 pagePQR A106 HAL-1Budi Setia RahmanNo ratings yet
- Procedure Qualification RecordDocument6 pagesProcedure Qualification RecordGaurang PandyaNo ratings yet
- Rep WPS 02Document2 pagesRep WPS 02shaniraj BirajdarNo ratings yet
- Negemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Document3 pagesNegemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Khaled GamalNo ratings yet
- WPS Vessel 1Document4 pagesWPS Vessel 1Naqqash SajidNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsRating: 5 out of 5 stars5/5 (1)
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Spare Part ListDocument236 pagesSpare Part ListYusif MəmmədovNo ratings yet
- Indexpro List of Project Personnel For The Statutory Inspection of Oil Facilities in Naoc Land and Swamp AreasDocument11 pagesIndexpro List of Project Personnel For The Statutory Inspection of Oil Facilities in Naoc Land and Swamp AreasEdo-Abasi EkereNo ratings yet
- Soldering, Brazing & Welding-A Manual of Techniques - D. PritchardDocument150 pagesSoldering, Brazing & Welding-A Manual of Techniques - D. PritchardDavid BogdanNo ratings yet
- Welding Procedure Specification - Kel 3Document4 pagesWelding Procedure Specification - Kel 3Helmi KusumaNo ratings yet
- Price List: Inspection (Cwi, Cawi, Scwi)Document1 pagePrice List: Inspection (Cwi, Cawi, Scwi)hamedNo ratings yet
- Bokyi Bible - Genesis 1Document5 pagesBokyi Bible - Genesis 1Africa BiblesNo ratings yet
- Welding Procedure Qualification Record: Welded ToDocument6 pagesWelding Procedure Qualification Record: Welded ToParis VNo ratings yet
- Dokumentation BECK - zb3100 enDocument1 pageDokumentation BECK - zb3100 enfesterrNo ratings yet
- Project: 2201-236 - Design and Construction of KIZAD Gas Network - Phase 1Document3 pagesProject: 2201-236 - Design and Construction of KIZAD Gas Network - Phase 1Habibur Rehman MNo ratings yet
- Railway Hardware ListDocument80 pagesRailway Hardware ListOmkarNo ratings yet
- Summary Fcaw-3Document6 pagesSummary Fcaw-3Boonnak AmornvuthivornNo ratings yet
- Diagrama Bomba 9010B 2 de 2Document3 pagesDiagrama Bomba 9010B 2 de 2Comassur SA de CVNo ratings yet
- Fisher Connectors General Catalogue v5 2Document108 pagesFisher Connectors General Catalogue v5 2jcesarrlopezNo ratings yet
- C CCCCC Cyc CDocument38 pagesC CCCCC Cyc CHaider ShakoorNo ratings yet
- AWS Welding Symbols 2 4 117Document1 pageAWS Welding Symbols 2 4 117Duc Thinh NguyenNo ratings yet
- Visual Welding Inspector: Course Reference D 73Document57 pagesVisual Welding Inspector: Course Reference D 73Le Anh DuyNo ratings yet
- Catalogo de Bornes ElectricosDocument53 pagesCatalogo de Bornes ElectricosWalter ChavezNo ratings yet
- Böhler Er Ti 2-Ig: Classifications EN ISO 24034 AWS A5.16Document1 pageBöhler Er Ti 2-Ig: Classifications EN ISO 24034 AWS A5.16Thanh TamNo ratings yet
- Welder's Performancequalification (WPQ) FormDocument1 pageWelder's Performancequalification (WPQ) FormAbhinandan BastiNo ratings yet
- IA 210 ISb P 007 2 - REV0Document1 pageIA 210 ISb P 007 2 - REV0henry0000000No ratings yet
- JS 30-1-2016Document45 pagesJS 30-1-2016Hani NemrawiNo ratings yet
- Competency Assessment Summary ResultsDocument1 pageCompetency Assessment Summary ResultsLloydie Lopez100% (2)
- 2021 Product-Support KPrime CrossReference Guide ENDocument18 pages2021 Product-Support KPrime CrossReference Guide ENmvcspncoagpNo ratings yet
- Rate List: Code No. Description UnitDocument8 pagesRate List: Code No. Description UnitNakul Kumar NishuNo ratings yet
- Daily ReportDocument14 pagesDaily ReportKrishna GuptaNo ratings yet
- Wiring Accessories: Crimping ToolsDocument4 pagesWiring Accessories: Crimping ToolsDonald SantanaNo ratings yet
- WPQT FormatDocument176 pagesWPQT FormatRafiqKu50% (2)
- Supplement t1510 01a4Document1 pageSupplement t1510 01a4anggieNo ratings yet
- Repuestos Con Movimiento IndividualDocument5 pagesRepuestos Con Movimiento IndividualFrancoNo ratings yet