
Plant Layout PDF
Plant Layout PDF
You might also like
- Process Flow Diagram - Nitric AcidDocument1 pageProcess Flow Diagram - Nitric AcidAsma NasserNo ratings yet
- TCMSC4Document39 pagesTCMSC4Eco Defense100% (3)
- Advanced Gas-Heated Reformer: P. W. FarneilDocument9 pagesAdvanced Gas-Heated Reformer: P. W. FarneilAlfonso BlancoNo ratings yet
- CASALE-GROUP Melamine HP TechnologyDocument5 pagesCASALE-GROUP Melamine HP TechnologyRudy Mamani Cuellar100% (1)
- 2012 5 Toc r1Document11 pages2012 5 Toc r1adame_uds100% (1)
- Overview: Oil & Gas Industries,: Upstream Production Facilities (FSF/FPF/CPF)Document49 pagesOverview: Oil & Gas Industries,: Upstream Production Facilities (FSF/FPF/CPF)abdulzahra100% (1)
- Welding NOTESDocument5 pagesWelding NOTESAnonymous utfuIcnNo ratings yet
- Colloidal Silica Binder For A Welding Flux and Method PDFDocument26 pagesColloidal Silica Binder For A Welding Flux and Method PDFBurag HamparyanNo ratings yet
- C 10ef 2 0 Explain StemscopediaDocument7 pagesC 10ef 2 0 Explain Stemscopediaapi-2368267470% (1)
- AmmoniaDocument59 pagesAmmoniavcoolkrazy0% (3)
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsFrom EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengNo ratings yet
- "New Reforming Concepts For Large Scale NH Plants": Paper AbstractDocument17 pages"New Reforming Concepts For Large Scale NH Plants": Paper AbstractAlfonso Blanco100% (1)
- KRES TechnologyDocument10 pagesKRES TechnologyabubakarNo ratings yet
- Reactor Kinetics of Urea Formation: November 2015Document21 pagesReactor Kinetics of Urea Formation: November 2015Javiera MellaNo ratings yet
- New KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard StraitDocument12 pagesNew KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard Straitvaratharajan g rNo ratings yet
- Comparative Evaluation of Cryogenic Air SeparationDocument21 pagesComparative Evaluation of Cryogenic Air SeparationmuratNo ratings yet
- Published January 16, 2012 at In: 813 × 699 Block Diagram of Urea Production From NH3 and CO2Document9 pagesPublished January 16, 2012 at In: 813 × 699 Block Diagram of Urea Production From NH3 and CO2himanshuchawla654No ratings yet
- Final ReportDocument46 pagesFinal ReportVarun Gupta100% (1)
- Feasibilty For The ProjectDocument18 pagesFeasibilty For The ProjectRana UzairNo ratings yet
- BREF LargeVolInorgChemicals Vdez06Document446 pagesBREF LargeVolInorgChemicals Vdez06Luís Miguel Castro100% (2)
- UhdeDocument9 pagesUhdeibkhiNo ratings yet
- Control of Evaporator in The Production of UreaDocument15 pagesControl of Evaporator in The Production of Ureatariq fareedNo ratings yet
- 2000 Development of The ACES 21 ProcessDocument17 pages2000 Development of The ACES 21 ProcessTTaddictNo ratings yet
- KSFL ReportDocument56 pagesKSFL ReportAbhishek KumarNo ratings yet
- The Uhde Ammonia ProcessesDocument2 pagesThe Uhde Ammonia ProcessesMohamed R BeialyNo ratings yet
- Economics of Ammonia Production From OffgasesDocument6 pagesEconomics of Ammonia Production From Offgasesvkarora58No ratings yet
- Ammonia CrackerDocument2 pagesAmmonia CrackerPuneet Kumar SharmaNo ratings yet
- 2015 01 Baboo NFL Ammonia and Urea Plant Energy Consumption CalculationsDocument4 pages2015 01 Baboo NFL Ammonia and Urea Plant Energy Consumption CalculationsjunaidNo ratings yet
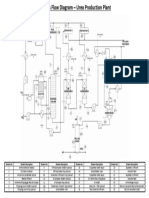
- Process Flow Diagram - Urea Production PlantDocument1 pageProcess Flow Diagram - Urea Production PlantDasun AttanayakeNo ratings yet
- Steam To Carbon Ratio Calculations: InstructionsDocument8 pagesSteam To Carbon Ratio Calculations: InstructionsSuresh Ramakrishnan100% (1)
- Urea PDFDocument11 pagesUrea PDFSteve WanNo ratings yet
- Ammonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEODocument33 pagesAmmonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEOAkil PrabhuNo ratings yet
- Ammonia Energy - EfficiencyDocument4 pagesAmmonia Energy - Efficiencyanupam01013787No ratings yet
- Ammonia The Next StepDocument11 pagesAmmonia The Next StepmuralleroNo ratings yet
- Ammonia Synthesis Catalyst OperationDocument19 pagesAmmonia Synthesis Catalyst OperationMuhammad Junaid0% (1)
- Economic Evaluation of NGL Recovery Process Schemes For Lean Feed CompositionsDocument10 pagesEconomic Evaluation of NGL Recovery Process Schemes For Lean Feed CompositionsFranco Camacho CanchariNo ratings yet
- Gbhe Ammonia Co2 Removal Systems WSV PDFDocument20 pagesGbhe Ammonia Co2 Removal Systems WSV PDFAaserElkenanyNo ratings yet
- Aces Process Material Balance: RE AC TO RDocument4 pagesAces Process Material Balance: RE AC TO Rwaheed ahmadNo ratings yet
- Lessons Learned With Ammonia Synthesis CatalystsDocument12 pagesLessons Learned With Ammonia Synthesis CatalystssugumarNo ratings yet
- 2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2Document15 pages2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2MubasharNo ratings yet
- GV Absorber Shell Leak in Ammonia Plant-II at IFFCO, Aonla Unit, IndiaDocument12 pagesGV Absorber Shell Leak in Ammonia Plant-II at IFFCO, Aonla Unit, Indiavaratharajan g rNo ratings yet
- JM Methanol BrochureDocument24 pagesJM Methanol BrochureM Alim Ur RahmanNo ratings yet
- Design Project On Nitric Acid ProductionDocument152 pagesDesign Project On Nitric Acid Productionحاتم غيدان خلف100% (1)
- Rectisol PDFDocument12 pagesRectisol PDFAna-Maria HodorogeaNo ratings yet
- Ammonia Plant Description by Sohail Raza-2Document30 pagesAmmonia Plant Description by Sohail Raza-2Kade Kevin100% (1)
- Urea FormaldehydeDocument7 pagesUrea Formaldehydeqaisarabbas9002No ratings yet
- Acetic Acid: Europe Chemical ProfileDocument1 pageAcetic Acid: Europe Chemical ProfileJESSICA PAOLA TORO VASCONo ratings yet
- Natural Gas Liquids Recovery.: CRYO-PLUS™ TechnologyDocument12 pagesNatural Gas Liquids Recovery.: CRYO-PLUS™ TechnologyRuben PerezNo ratings yet
- 100 Years of Ammonia Synthesis Technology: Ib DybkjærDocument10 pages100 Years of Ammonia Synthesis Technology: Ib DybkjærGrootNo ratings yet
- Ammonia TechnologyDocument7 pagesAmmonia TechnologyAbhiyan Anala ArvindNo ratings yet
- 34perr PDFDocument18 pages34perr PDFAlek KrótkiNo ratings yet
- Modeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitDocument8 pagesModeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitMartin NizNo ratings yet
- Hydrogen Sulfide (H S) Production Technology: The Worldwide Market For H2S Continues To Grow at An Impressive RateDocument4 pagesHydrogen Sulfide (H S) Production Technology: The Worldwide Market For H2S Continues To Grow at An Impressive Rateingegnere1234100% (1)
- Manufacture of UreaDocument36 pagesManufacture of UreaNandadulal GhoshNo ratings yet
- New SynCOR Ammonia™ ProcessDocument12 pagesNew SynCOR Ammonia™ Processrukam18No ratings yet
- Catacarb Section, Dawood Hercules Fertilizers LimitedDocument16 pagesCatacarb Section, Dawood Hercules Fertilizers LimitedMuddassar Sultan100% (1)
- Haber Bosch Process, Revision of The Revised Edition 2017, 2017Document20 pagesHaber Bosch Process, Revision of The Revised Edition 2017, 2017Mark Anthony HenryNo ratings yet
- Urea ModelingDocument20 pagesUrea ModelingekmagisNo ratings yet
- Methanation of CO2 Storage of Renewable Energy in A Gas Distribution SystemDocument6 pagesMethanation of CO2 Storage of Renewable Energy in A Gas Distribution SystemzirimiaNo ratings yet
- Options For Economical Supply of Hydrogen: Special EquipmentDocument4 pagesOptions For Economical Supply of Hydrogen: Special EquipmentsaadashfaqNo ratings yet
- Urea Plant Material Balance ACES ProcessDocument5 pagesUrea Plant Material Balance ACES ProcessSTEFAN TOTHNo ratings yet
- Process DescriptionDocument6 pagesProcess Descriptionافكر اشتري كورياNo ratings yet
- Advancements in Sulfur Recovery ProcessesDocument21 pagesAdvancements in Sulfur Recovery Processesprateek kumarNo ratings yet
- Hydrogen Science and Engineering: Materials, Processes, Systems, and TechnologyFrom EverandHydrogen Science and Engineering: Materials, Processes, Systems, and TechnologyNo ratings yet
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationFrom EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNo ratings yet
- Data Discovery StudioDocument15 pagesData Discovery Studioazzatul amiraNo ratings yet
- CHE332 - Introduction To Environmental Engineering CHAPTER 1 - IntroductionDocument17 pagesCHE332 - Introduction To Environmental Engineering CHAPTER 1 - Introductionazzatul amiraNo ratings yet
- Chapter 7 - Environmental Audit and Environmental Impact Assesment (Eia)Document28 pagesChapter 7 - Environmental Audit and Environmental Impact Assesment (Eia)azzatul amiraNo ratings yet
- Chapter 5 (Part 2)Document17 pagesChapter 5 (Part 2)azzatul amiraNo ratings yet
- Chapter 3 - 20190922152816Document6 pagesChapter 3 - 20190922152816azzatul amiraNo ratings yet
- MQP Final Paper - Andrew OllerheadDocument58 pagesMQP Final Paper - Andrew Ollerheadazzatul amiraNo ratings yet
- Chemistry of Freshwaters and OceansDocument48 pagesChemistry of Freshwaters and Oceansazzatul amiraNo ratings yet
- Chapter 1: Introduction To Chemical Product DesignDocument14 pagesChapter 1: Introduction To Chemical Product Designazzatul amiraNo ratings yet
- Energy BalanceDocument10 pagesEnergy Balanceazzatul amiraNo ratings yet
- Green and White Simple Sales Marketing PresentationDocument15 pagesGreen and White Simple Sales Marketing Presentationazzatul amiraNo ratings yet
- ENGINEERING DESIGN GUIDELINES Ammonia Plant Rev2.2web PDFDocument23 pagesENGINEERING DESIGN GUIDELINES Ammonia Plant Rev2.2web PDFazzatul amira0% (1)
- Cream and Black Vinyl Renaissance PresentationDocument26 pagesCream and Black Vinyl Renaissance Presentationazzatul amiraNo ratings yet
- Cream Repetition Pitch Deck PresentationDocument26 pagesCream Repetition Pitch Deck Presentationazzatul amiraNo ratings yet
- Organic Chemistry (Hydrocarbon)Document3 pagesOrganic Chemistry (Hydrocarbon)azzatul amiraNo ratings yet
- Lab - Report Che143 (Ester)Document5 pagesLab - Report Che143 (Ester)azzatul amiraNo ratings yet
- Lab Report Thermo - RealDocument12 pagesLab Report Thermo - Realazzatul amiraNo ratings yet
- Materials Chemistry A: Journal ofDocument7 pagesMaterials Chemistry A: Journal ofFamiloni LayoNo ratings yet
- Explosives SynthesisDocument5 pagesExplosives SynthesisMatthew93100% (1)
- Weld Fit Up Inspection Employee TrainingDocument10 pagesWeld Fit Up Inspection Employee TrainingBadiuzzama Azmi100% (2)
- Photochemical Splitting of Water For Hydrogen ProductionDocument17 pagesPhotochemical Splitting of Water For Hydrogen ProductionClaudiaOllivveiraNo ratings yet
- Nitrate Test: SpectroquantDocument1 pageNitrate Test: Spectroquantstevie watunaNo ratings yet
- Amino Acids and ProteinsDocument9 pagesAmino Acids and ProteinsZari NovelaNo ratings yet
- The Preparation of Secondary Aliphatic Biazo-Compounds From HydrazonesDocument3 pagesThe Preparation of Secondary Aliphatic Biazo-Compounds From HydrazoneschidambaramrNo ratings yet
- Masri RG 460Document4 pagesMasri RG 460GUDANG BIENo ratings yet
- Raw MaterialsDocument7 pagesRaw MaterialsASHAN HAJINo ratings yet
- GenChem 1 Week 9 Lesson 9Document11 pagesGenChem 1 Week 9 Lesson 9Trixia Pontila100% (2)
- Ammonium Perchlorate Solution: by Sigma AldrichDocument3 pagesAmmonium Perchlorate Solution: by Sigma AldrichBernard ShamNo ratings yet
- 2016 Paper 1 Oct & Nov QP 1Document16 pages2016 Paper 1 Oct & Nov QP 1LeniNo ratings yet
- LIST OF REGISTERED DRUGS As of December 2012Document52 pagesLIST OF REGISTERED DRUGS As of December 2012Benjamin TantiansuNo ratings yet
- Unit Ii Solutions, Technology of Water and Solid StateDocument30 pagesUnit Ii Solutions, Technology of Water and Solid StateRaju GangadhariNo ratings yet
- Seminar Report On Hydrogen As The Future FuelDocument61 pagesSeminar Report On Hydrogen As The Future Fuelykbohra91875% (4)
- Chemical Reactions 93851 - 17 ADocument20 pagesChemical Reactions 93851 - 17 Aakarcz6731No ratings yet
- Sdarticle 004Document85 pagesSdarticle 004geo angNo ratings yet
- DSM-0254.0 Pure Mo PowdersDocument4 pagesDSM-0254.0 Pure Mo PowdersApichitNo ratings yet
- Hodder Education Chemistry Study & Revision GuideDocument129 pagesHodder Education Chemistry Study & Revision GuideJordan Belfort100% (3)
- ERNiCrFeAl-1 (Alloy 693)Document1 pageERNiCrFeAl-1 (Alloy 693)haran2000No ratings yet
- End of Unit Test Higher (H) : © Pearson Education LTD 2019. Copying Permitted ForDocument5 pagesEnd of Unit Test Higher (H) : © Pearson Education LTD 2019. Copying Permitted ForMina Iskander100% (1)
- 10 Worked ExamplesDocument24 pages10 Worked ExamplesTú NguyễnNo ratings yet
- Flowchart of Palm Oil Mill ProcessingDocument15 pagesFlowchart of Palm Oil Mill ProcessingAndy Tander100% (5)
- Elastomar For CableDocument11 pagesElastomar For Cable曾稼琪No ratings yet
- Sulphite Vs Tannin Oxygen Scavenger TreatmentsDocument5 pagesSulphite Vs Tannin Oxygen Scavenger TreatmentsAhmed Taher100% (1)




































































































Download as pdf or txt
You might also like
- Process Flow Diagram - Nitric AcidDocument1 pageProcess Flow Diagram - Nitric AcidAsma NasserNo ratings yet
- TCMSC4Document39 pagesTCMSC4Eco Defense100% (3)
- Advanced Gas-Heated Reformer: P. W. FarneilDocument9 pagesAdvanced Gas-Heated Reformer: P. W. FarneilAlfonso BlancoNo ratings yet
- CASALE-GROUP Melamine HP TechnologyDocument5 pagesCASALE-GROUP Melamine HP TechnologyRudy Mamani Cuellar100% (1)
- 2012 5 Toc r1Document11 pages2012 5 Toc r1adame_uds100% (1)
- Overview: Oil & Gas Industries,: Upstream Production Facilities (FSF/FPF/CPF)Document49 pagesOverview: Oil & Gas Industries,: Upstream Production Facilities (FSF/FPF/CPF)abdulzahra100% (1)
- Welding NOTESDocument5 pagesWelding NOTESAnonymous utfuIcnNo ratings yet
- Colloidal Silica Binder For A Welding Flux and Method PDFDocument26 pagesColloidal Silica Binder For A Welding Flux and Method PDFBurag HamparyanNo ratings yet
- C 10ef 2 0 Explain StemscopediaDocument7 pagesC 10ef 2 0 Explain Stemscopediaapi-2368267470% (1)
- AmmoniaDocument59 pagesAmmoniavcoolkrazy0% (3)
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsFrom EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengNo ratings yet
- "New Reforming Concepts For Large Scale NH Plants": Paper AbstractDocument17 pages"New Reforming Concepts For Large Scale NH Plants": Paper AbstractAlfonso Blanco100% (1)
- KRES TechnologyDocument10 pagesKRES TechnologyabubakarNo ratings yet
- Reactor Kinetics of Urea Formation: November 2015Document21 pagesReactor Kinetics of Urea Formation: November 2015Javiera MellaNo ratings yet
- New KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard StraitDocument12 pagesNew KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard Straitvaratharajan g rNo ratings yet
- Comparative Evaluation of Cryogenic Air SeparationDocument21 pagesComparative Evaluation of Cryogenic Air SeparationmuratNo ratings yet
- Published January 16, 2012 at In: 813 × 699 Block Diagram of Urea Production From NH3 and CO2Document9 pagesPublished January 16, 2012 at In: 813 × 699 Block Diagram of Urea Production From NH3 and CO2himanshuchawla654No ratings yet
- Final ReportDocument46 pagesFinal ReportVarun Gupta100% (1)
- Feasibilty For The ProjectDocument18 pagesFeasibilty For The ProjectRana UzairNo ratings yet
- BREF LargeVolInorgChemicals Vdez06Document446 pagesBREF LargeVolInorgChemicals Vdez06Luís Miguel Castro100% (2)
- UhdeDocument9 pagesUhdeibkhiNo ratings yet
- Control of Evaporator in The Production of UreaDocument15 pagesControl of Evaporator in The Production of Ureatariq fareedNo ratings yet
- 2000 Development of The ACES 21 ProcessDocument17 pages2000 Development of The ACES 21 ProcessTTaddictNo ratings yet
- KSFL ReportDocument56 pagesKSFL ReportAbhishek KumarNo ratings yet
- The Uhde Ammonia ProcessesDocument2 pagesThe Uhde Ammonia ProcessesMohamed R BeialyNo ratings yet
- Economics of Ammonia Production From OffgasesDocument6 pagesEconomics of Ammonia Production From Offgasesvkarora58No ratings yet
- Ammonia CrackerDocument2 pagesAmmonia CrackerPuneet Kumar SharmaNo ratings yet
- 2015 01 Baboo NFL Ammonia and Urea Plant Energy Consumption CalculationsDocument4 pages2015 01 Baboo NFL Ammonia and Urea Plant Energy Consumption CalculationsjunaidNo ratings yet
- Process Flow Diagram - Urea Production PlantDocument1 pageProcess Flow Diagram - Urea Production PlantDasun AttanayakeNo ratings yet
- Steam To Carbon Ratio Calculations: InstructionsDocument8 pagesSteam To Carbon Ratio Calculations: InstructionsSuresh Ramakrishnan100% (1)
- Urea PDFDocument11 pagesUrea PDFSteve WanNo ratings yet
- Ammonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEODocument33 pagesAmmonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEOAkil PrabhuNo ratings yet
- Ammonia Energy - EfficiencyDocument4 pagesAmmonia Energy - Efficiencyanupam01013787No ratings yet
- Ammonia The Next StepDocument11 pagesAmmonia The Next StepmuralleroNo ratings yet
- Ammonia Synthesis Catalyst OperationDocument19 pagesAmmonia Synthesis Catalyst OperationMuhammad Junaid0% (1)
- Economic Evaluation of NGL Recovery Process Schemes For Lean Feed CompositionsDocument10 pagesEconomic Evaluation of NGL Recovery Process Schemes For Lean Feed CompositionsFranco Camacho CanchariNo ratings yet
- Gbhe Ammonia Co2 Removal Systems WSV PDFDocument20 pagesGbhe Ammonia Co2 Removal Systems WSV PDFAaserElkenanyNo ratings yet
- Aces Process Material Balance: RE AC TO RDocument4 pagesAces Process Material Balance: RE AC TO Rwaheed ahmadNo ratings yet
- Lessons Learned With Ammonia Synthesis CatalystsDocument12 pagesLessons Learned With Ammonia Synthesis CatalystssugumarNo ratings yet
- 2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2Document15 pages2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2MubasharNo ratings yet
- GV Absorber Shell Leak in Ammonia Plant-II at IFFCO, Aonla Unit, IndiaDocument12 pagesGV Absorber Shell Leak in Ammonia Plant-II at IFFCO, Aonla Unit, Indiavaratharajan g rNo ratings yet
- JM Methanol BrochureDocument24 pagesJM Methanol BrochureM Alim Ur RahmanNo ratings yet
- Design Project On Nitric Acid ProductionDocument152 pagesDesign Project On Nitric Acid Productionحاتم غيدان خلف100% (1)
- Rectisol PDFDocument12 pagesRectisol PDFAna-Maria HodorogeaNo ratings yet
- Ammonia Plant Description by Sohail Raza-2Document30 pagesAmmonia Plant Description by Sohail Raza-2Kade Kevin100% (1)
- Urea FormaldehydeDocument7 pagesUrea Formaldehydeqaisarabbas9002No ratings yet
- Acetic Acid: Europe Chemical ProfileDocument1 pageAcetic Acid: Europe Chemical ProfileJESSICA PAOLA TORO VASCONo ratings yet
- Natural Gas Liquids Recovery.: CRYO-PLUS™ TechnologyDocument12 pagesNatural Gas Liquids Recovery.: CRYO-PLUS™ TechnologyRuben PerezNo ratings yet
- 100 Years of Ammonia Synthesis Technology: Ib DybkjærDocument10 pages100 Years of Ammonia Synthesis Technology: Ib DybkjærGrootNo ratings yet
- Ammonia TechnologyDocument7 pagesAmmonia TechnologyAbhiyan Anala ArvindNo ratings yet
- 34perr PDFDocument18 pages34perr PDFAlek KrótkiNo ratings yet
- Modeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitDocument8 pagesModeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitMartin NizNo ratings yet
- Hydrogen Sulfide (H S) Production Technology: The Worldwide Market For H2S Continues To Grow at An Impressive RateDocument4 pagesHydrogen Sulfide (H S) Production Technology: The Worldwide Market For H2S Continues To Grow at An Impressive Rateingegnere1234100% (1)
- Manufacture of UreaDocument36 pagesManufacture of UreaNandadulal GhoshNo ratings yet
- New SynCOR Ammonia™ ProcessDocument12 pagesNew SynCOR Ammonia™ Processrukam18No ratings yet
- Catacarb Section, Dawood Hercules Fertilizers LimitedDocument16 pagesCatacarb Section, Dawood Hercules Fertilizers LimitedMuddassar Sultan100% (1)
- Haber Bosch Process, Revision of The Revised Edition 2017, 2017Document20 pagesHaber Bosch Process, Revision of The Revised Edition 2017, 2017Mark Anthony HenryNo ratings yet
- Urea ModelingDocument20 pagesUrea ModelingekmagisNo ratings yet
- Methanation of CO2 Storage of Renewable Energy in A Gas Distribution SystemDocument6 pagesMethanation of CO2 Storage of Renewable Energy in A Gas Distribution SystemzirimiaNo ratings yet
- Options For Economical Supply of Hydrogen: Special EquipmentDocument4 pagesOptions For Economical Supply of Hydrogen: Special EquipmentsaadashfaqNo ratings yet
- Urea Plant Material Balance ACES ProcessDocument5 pagesUrea Plant Material Balance ACES ProcessSTEFAN TOTHNo ratings yet
- Process DescriptionDocument6 pagesProcess Descriptionافكر اشتري كورياNo ratings yet
- Advancements in Sulfur Recovery ProcessesDocument21 pagesAdvancements in Sulfur Recovery Processesprateek kumarNo ratings yet
- Hydrogen Science and Engineering: Materials, Processes, Systems, and TechnologyFrom EverandHydrogen Science and Engineering: Materials, Processes, Systems, and TechnologyNo ratings yet
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationFrom EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNo ratings yet
- Data Discovery StudioDocument15 pagesData Discovery Studioazzatul amiraNo ratings yet
- CHE332 - Introduction To Environmental Engineering CHAPTER 1 - IntroductionDocument17 pagesCHE332 - Introduction To Environmental Engineering CHAPTER 1 - Introductionazzatul amiraNo ratings yet
- Chapter 7 - Environmental Audit and Environmental Impact Assesment (Eia)Document28 pagesChapter 7 - Environmental Audit and Environmental Impact Assesment (Eia)azzatul amiraNo ratings yet
- Chapter 5 (Part 2)Document17 pagesChapter 5 (Part 2)azzatul amiraNo ratings yet
- Chapter 3 - 20190922152816Document6 pagesChapter 3 - 20190922152816azzatul amiraNo ratings yet
- MQP Final Paper - Andrew OllerheadDocument58 pagesMQP Final Paper - Andrew Ollerheadazzatul amiraNo ratings yet
- Chemistry of Freshwaters and OceansDocument48 pagesChemistry of Freshwaters and Oceansazzatul amiraNo ratings yet
- Chapter 1: Introduction To Chemical Product DesignDocument14 pagesChapter 1: Introduction To Chemical Product Designazzatul amiraNo ratings yet
- Energy BalanceDocument10 pagesEnergy Balanceazzatul amiraNo ratings yet
- Green and White Simple Sales Marketing PresentationDocument15 pagesGreen and White Simple Sales Marketing Presentationazzatul amiraNo ratings yet
- ENGINEERING DESIGN GUIDELINES Ammonia Plant Rev2.2web PDFDocument23 pagesENGINEERING DESIGN GUIDELINES Ammonia Plant Rev2.2web PDFazzatul amira0% (1)
- Cream and Black Vinyl Renaissance PresentationDocument26 pagesCream and Black Vinyl Renaissance Presentationazzatul amiraNo ratings yet
- Cream Repetition Pitch Deck PresentationDocument26 pagesCream Repetition Pitch Deck Presentationazzatul amiraNo ratings yet
- Organic Chemistry (Hydrocarbon)Document3 pagesOrganic Chemistry (Hydrocarbon)azzatul amiraNo ratings yet
- Lab - Report Che143 (Ester)Document5 pagesLab - Report Che143 (Ester)azzatul amiraNo ratings yet
- Lab Report Thermo - RealDocument12 pagesLab Report Thermo - Realazzatul amiraNo ratings yet
- Materials Chemistry A: Journal ofDocument7 pagesMaterials Chemistry A: Journal ofFamiloni LayoNo ratings yet
- Explosives SynthesisDocument5 pagesExplosives SynthesisMatthew93100% (1)
- Weld Fit Up Inspection Employee TrainingDocument10 pagesWeld Fit Up Inspection Employee TrainingBadiuzzama Azmi100% (2)
- Photochemical Splitting of Water For Hydrogen ProductionDocument17 pagesPhotochemical Splitting of Water For Hydrogen ProductionClaudiaOllivveiraNo ratings yet
- Nitrate Test: SpectroquantDocument1 pageNitrate Test: Spectroquantstevie watunaNo ratings yet
- Amino Acids and ProteinsDocument9 pagesAmino Acids and ProteinsZari NovelaNo ratings yet
- The Preparation of Secondary Aliphatic Biazo-Compounds From HydrazonesDocument3 pagesThe Preparation of Secondary Aliphatic Biazo-Compounds From HydrazoneschidambaramrNo ratings yet
- Masri RG 460Document4 pagesMasri RG 460GUDANG BIENo ratings yet
- Raw MaterialsDocument7 pagesRaw MaterialsASHAN HAJINo ratings yet
- GenChem 1 Week 9 Lesson 9Document11 pagesGenChem 1 Week 9 Lesson 9Trixia Pontila100% (2)
- Ammonium Perchlorate Solution: by Sigma AldrichDocument3 pagesAmmonium Perchlorate Solution: by Sigma AldrichBernard ShamNo ratings yet
- 2016 Paper 1 Oct & Nov QP 1Document16 pages2016 Paper 1 Oct & Nov QP 1LeniNo ratings yet
- LIST OF REGISTERED DRUGS As of December 2012Document52 pagesLIST OF REGISTERED DRUGS As of December 2012Benjamin TantiansuNo ratings yet
- Unit Ii Solutions, Technology of Water and Solid StateDocument30 pagesUnit Ii Solutions, Technology of Water and Solid StateRaju GangadhariNo ratings yet
- Seminar Report On Hydrogen As The Future FuelDocument61 pagesSeminar Report On Hydrogen As The Future Fuelykbohra91875% (4)
- Chemical Reactions 93851 - 17 ADocument20 pagesChemical Reactions 93851 - 17 Aakarcz6731No ratings yet
- Sdarticle 004Document85 pagesSdarticle 004geo angNo ratings yet
- DSM-0254.0 Pure Mo PowdersDocument4 pagesDSM-0254.0 Pure Mo PowdersApichitNo ratings yet
- Hodder Education Chemistry Study & Revision GuideDocument129 pagesHodder Education Chemistry Study & Revision GuideJordan Belfort100% (3)
- ERNiCrFeAl-1 (Alloy 693)Document1 pageERNiCrFeAl-1 (Alloy 693)haran2000No ratings yet
- End of Unit Test Higher (H) : © Pearson Education LTD 2019. Copying Permitted ForDocument5 pagesEnd of Unit Test Higher (H) : © Pearson Education LTD 2019. Copying Permitted ForMina Iskander100% (1)
- 10 Worked ExamplesDocument24 pages10 Worked ExamplesTú NguyễnNo ratings yet
- Flowchart of Palm Oil Mill ProcessingDocument15 pagesFlowchart of Palm Oil Mill ProcessingAndy Tander100% (5)
- Elastomar For CableDocument11 pagesElastomar For Cable曾稼琪No ratings yet
- Sulphite Vs Tannin Oxygen Scavenger TreatmentsDocument5 pagesSulphite Vs Tannin Oxygen Scavenger TreatmentsAhmed Taher100% (1)