
A) Process Description and Potential Materials
A) Process Description and Potential Materials
You might also like
- Lab Report 5 CHM138Document7 pagesLab Report 5 CHM138Muhd Mirza Hizami100% (1)
- I. Objectives A. Content Standard: A Semi-Detailed Lesson Plan For Grade 10 ScienceDocument2 pagesI. Objectives A. Content Standard: A Semi-Detailed Lesson Plan For Grade 10 ScienceJeremy Bren Ofo-ob100% (1)
- CO2 and Lime Dosage Sea WaterDocument11 pagesCO2 and Lime Dosage Sea WaterNoureddine Merah100% (2)
- Mold Cost EstimationDocument5 pagesMold Cost EstimationPenjahit TedyNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Plastic InjectionDocument39 pagesPlastic InjectionRishav KumarNo ratings yet
- Top Injection Molding Problems and Their CountermeasuresDocument7 pagesTop Injection Molding Problems and Their CountermeasuresNaixt CabudzNo ratings yet
- About Rotational MoldingDocument7 pagesAbout Rotational MoldingPatel DarshanNo ratings yet
- PIM 101 Ebook-1Document33 pagesPIM 101 Ebook-1agniflameNo ratings yet
- Tooling Standards Manual: MouldsDocument36 pagesTooling Standards Manual: Mouldsandre boniniNo ratings yet
- Injection MouldinDocument32 pagesInjection MouldinKarthick KarthickNo ratings yet
- Different Types of Blow MoldingDocument11 pagesDifferent Types of Blow MoldingParvateshNo ratings yet
- Injection Moulding REPORT PDFDocument10 pagesInjection Moulding REPORT PDFmiraNo ratings yet
- Pricing The Plastic MoldDocument4 pagesPricing The Plastic MoldSteven ChengNo ratings yet
- ARBURG-Examples of Multi Component Mould Designs GB PDFDocument40 pagesARBURG-Examples of Multi Component Mould Designs GB PDFkfaravNo ratings yet
- Mold Flow Analysis GuideDocument7 pagesMold Flow Analysis Guidesaurav0000999100% (1)
- Setting Process ConditionDocument11 pagesSetting Process Conditioneitan-dalia4971No ratings yet
- Protomold - Design For Mold AbilityDocument16 pagesProtomold - Design For Mold Abilitylanning15No ratings yet
- How Are Bottles MadeDocument3 pagesHow Are Bottles MadelumineurNo ratings yet
- Plastic Injection Molding Write UpDocument16 pagesPlastic Injection Molding Write UpVishal MahajanNo ratings yet
- Injection Mould With Hot RunnerDocument17 pagesInjection Mould With Hot RunnerKiran KumarNo ratings yet
- Injection Mould Hot RunnerDocument17 pagesInjection Mould Hot RunnerKiran KumarNo ratings yet
- Injection Moulding Defects: BlisterDocument10 pagesInjection Moulding Defects: BlisterAmith S KaratkarNo ratings yet
- Mold PlasticDocument98 pagesMold PlasticSenthil KumarNo ratings yet
- Mould BaseDocument58 pagesMould BaseFurqan AlamNo ratings yet
- Blow MoldingDocument22 pagesBlow MoldingMohamad Saufi Hashim100% (1)
- Design For InjectionDocument38 pagesDesign For Injectionnurwinantoindra100% (1)
- Marplex - Injection Moulding of ThermoplasticsDocument24 pagesMarplex - Injection Moulding of ThermoplasticsStarchyLittleOleMeNo ratings yet
- Injection MouldingDocument12 pagesInjection MouldingBalasubramaniam MuruganNo ratings yet
- Injection Moulding Courses BrochureDocument16 pagesInjection Moulding Courses BrochureFa BelNo ratings yet
- Mold Building Standards: Revised DateDocument13 pagesMold Building Standards: Revised Datelam nguyenNo ratings yet
- Injection Molding Troubleshooting Flash BurnmarksDocument60 pagesInjection Molding Troubleshooting Flash Burnmarkswawawa1100% (1)
- Injection Molding Processing GuideDocument11 pagesInjection Molding Processing GuideBrandon HoldenNo ratings yet
- Blow Mould DesignDocument78 pagesBlow Mould DesignfadyNo ratings yet
- Mould Theory 2 NoteDocument19 pagesMould Theory 2 Note75Ujwal TDNo ratings yet
- Clamping Force & Tonnage CalculationDocument3 pagesClamping Force & Tonnage CalculationJyoti KaleNo ratings yet
- Cold Runner eDocument7 pagesCold Runner eKodhansNo ratings yet
- Injection Moulding ProcessDocument3 pagesInjection Moulding ProcessSteven ChengNo ratings yet
- TPU Drying GuideDocument16 pagesTPU Drying GuideBang QuachNo ratings yet
- Design of Family Mould Tool For Plastic BoxDocument4 pagesDesign of Family Mould Tool For Plastic BoxEditor IJTSRDNo ratings yet
- Molding CavityDocument7 pagesMolding CavitySudarno BaraNo ratings yet
- Compression Injection MouldingDocument4 pagesCompression Injection MouldingTanushka SarangNo ratings yet
- Blow MoldingDocument3 pagesBlow MoldingPradeep ShettyNo ratings yet
- Introduction Injection MoldingDocument39 pagesIntroduction Injection Moldingmaran.suguNo ratings yet
- Explain Basic Injection Molding Machine ProcessDocument9 pagesExplain Basic Injection Molding Machine ProcessNazriNo ratings yet
- Injection MouldingDocument33 pagesInjection MouldingArpit S SavarkarNo ratings yet
- Plastic Design ConsiderationsDocument16 pagesPlastic Design ConsiderationsAlok MallickNo ratings yet
- Moulding DefectsDocument2 pagesMoulding Defectspavankumarsrs100% (2)
- Design and Analysis of Hot Runner Nozzle-2046Document14 pagesDesign and Analysis of Hot Runner Nozzle-2046ValterSantosNo ratings yet
- Mold DesignDocument68 pagesMold DesignBagus Bramantya bagusbramantya.2019No ratings yet
- Basics of Injection Molding DesignDocument20 pagesBasics of Injection Molding DesignAdeniyiNo ratings yet
- Multi-Component Injection Molding PDFDocument40 pagesMulti-Component Injection Molding PDFkfaravNo ratings yet
- Feed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andDocument26 pagesFeed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andS Karthick KeyanNo ratings yet
- MouldDocument16 pagesMouldetamil87No ratings yet
- Plastics Processing TechniquesDocument59 pagesPlastics Processing TechniquesSusmit NimjeNo ratings yet
- Advance Injection Mould DesignDocument175 pagesAdvance Injection Mould DesignŠetkić SemirNo ratings yet
- GLOSS (Low) Low Gloss Can Be Defined As A Dulling of TheDocument3 pagesGLOSS (Low) Low Gloss Can Be Defined As A Dulling of TheSteven Cheng100% (1)
- Top12-Results From MoldflowDocument30 pagesTop12-Results From Moldflowpawang422100% (1)
- Mold Flow AnalysisDocument30 pagesMold Flow AnalysisArun PrasadNo ratings yet
- Computer Modeling for Injection Molding: Simulation, Optimization, and ControlFrom EverandComputer Modeling for Injection Molding: Simulation, Optimization, and ControlHuamin ZhouNo ratings yet
- Process Description and Potential MaterialsDocument10 pagesProcess Description and Potential MaterialsSaddy DipoNo ratings yet
- A) Process Description and Potential MaterialsDocument10 pagesA) Process Description and Potential MaterialsSaddy DipoNo ratings yet
- Process Description and Potential MaterialsDocument10 pagesProcess Description and Potential MaterialsSaddy DipoNo ratings yet
- A) Process Description and Potential MaterialsDocument10 pagesA) Process Description and Potential MaterialsSaddy DipoNo ratings yet
- IPD Costing PDFDocument10 pagesIPD Costing PDFSaddy DipoNo ratings yet
- Good Dispensing Manual New 2Document50 pagesGood Dispensing Manual New 2Getachew Hakim YassinNo ratings yet
- Gen Chem 2 Week-1Document9 pagesGen Chem 2 Week-1Saige RedNo ratings yet
- Class Ix Biology Assignment 6 The Fundamental Unit of LifeDocument4 pagesClass Ix Biology Assignment 6 The Fundamental Unit of LifeMadhusudan BanerjeeNo ratings yet
- Volatile of Malaysian Fruits: ComponentsDocument6 pagesVolatile of Malaysian Fruits: ComponentsРусланNo ratings yet
- Leoni CableDocument44 pagesLeoni CableOzanNo ratings yet
- Basic Air MonitoringDocument90 pagesBasic Air MonitoringAbdulmajeedNo ratings yet
- BS-1377 Part-6 Standrard Test For Con Solidation PermeabilitDocument65 pagesBS-1377 Part-6 Standrard Test For Con Solidation PermeabilitAshraf Tomizeh100% (1)
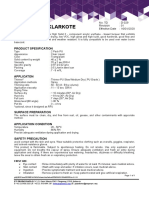
- Durogloss Klarkote: Product SpesificationDocument1 pageDurogloss Klarkote: Product Spesificationdavid Susilo NugrohoNo ratings yet
- G-Series Back Pressure Valves: FeaturesDocument2 pagesG-Series Back Pressure Valves: FeaturesGab FernNo ratings yet
- Flexo TSGDocument27 pagesFlexo TSGAhmed Riyaz JaffarNo ratings yet
- Colour Coated Aluminium Roofing Sheets, Types, Prices in Kerala Life RoofDocument10 pagesColour Coated Aluminium Roofing Sheets, Types, Prices in Kerala Life RoofLife Roof Roofing Manufacturer, KeralaNo ratings yet
- DNA PCR DNA Degradation Solutions: Product Information SheetDocument2 pagesDNA PCR DNA Degradation Solutions: Product Information SheetchiralicNo ratings yet
- Isolation and Identification of Bacteria ThesisDocument7 pagesIsolation and Identification of Bacteria Thesisafbtbegxe100% (2)
- rx194 PDFDocument22 pagesrx194 PDFYinna RuizNo ratings yet
- Aspen 3 Design of PFR EdtDocument8 pagesAspen 3 Design of PFR EdtethanNo ratings yet
- Electrochimica ActaDocument6 pagesElectrochimica ActabecobeliNo ratings yet
- Acn Laboratory ApparatusDocument40 pagesAcn Laboratory ApparatusAlma Cecilia QuiaoNo ratings yet
- Measuring ConcentrationsDocument22 pagesMeasuring ConcentrationsMuhammad AhmedNo ratings yet
- CIHAN - Trouble Shooting CompressionDocument61 pagesCIHAN - Trouble Shooting CompressionHamidNo ratings yet
- MCBN 111 2023Document12 pagesMCBN 111 2023nika35908No ratings yet
- HyVolt - Revision of IEC 60296Document5 pagesHyVolt - Revision of IEC 60296HassanNo ratings yet
- LAS Sci9 q2 Week6 V2Document12 pagesLAS Sci9 q2 Week6 V2Jim TanNo ratings yet
- CDI Common Q&ADocument19 pagesCDI Common Q&APyaeSoneHtunNo ratings yet
- Kurumulaku Krishi-With CoverDocument30 pagesKurumulaku Krishi-With CoverJithu MonNo ratings yet
- Ams 4776 (Bni-1A) : The Prince & Izant Compan YDocument2 pagesAms 4776 (Bni-1A) : The Prince & Izant Compan YJ. BangjakNo ratings yet
- Buesing&Fasch Gel&TopDocument6 pagesBuesing&Fasch Gel&TopBen Abdallah BecemNo ratings yet
- Periodic - Properties - Part 2 - by - AKansha - Karnwal - 1702453072953Document68 pagesPeriodic - Properties - Part 2 - by - AKansha - Karnwal - 1702453072953Saktipratik MishraNo ratings yet



























































































Download as pdf or txt
You might also like
- Lab Report 5 CHM138Document7 pagesLab Report 5 CHM138Muhd Mirza Hizami100% (1)
- I. Objectives A. Content Standard: A Semi-Detailed Lesson Plan For Grade 10 ScienceDocument2 pagesI. Objectives A. Content Standard: A Semi-Detailed Lesson Plan For Grade 10 ScienceJeremy Bren Ofo-ob100% (1)
- CO2 and Lime Dosage Sea WaterDocument11 pagesCO2 and Lime Dosage Sea WaterNoureddine Merah100% (2)
- Mold Cost EstimationDocument5 pagesMold Cost EstimationPenjahit TedyNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Plastic InjectionDocument39 pagesPlastic InjectionRishav KumarNo ratings yet
- Top Injection Molding Problems and Their CountermeasuresDocument7 pagesTop Injection Molding Problems and Their CountermeasuresNaixt CabudzNo ratings yet
- About Rotational MoldingDocument7 pagesAbout Rotational MoldingPatel DarshanNo ratings yet
- PIM 101 Ebook-1Document33 pagesPIM 101 Ebook-1agniflameNo ratings yet
- Tooling Standards Manual: MouldsDocument36 pagesTooling Standards Manual: Mouldsandre boniniNo ratings yet
- Injection MouldinDocument32 pagesInjection MouldinKarthick KarthickNo ratings yet
- Different Types of Blow MoldingDocument11 pagesDifferent Types of Blow MoldingParvateshNo ratings yet
- Injection Moulding REPORT PDFDocument10 pagesInjection Moulding REPORT PDFmiraNo ratings yet
- Pricing The Plastic MoldDocument4 pagesPricing The Plastic MoldSteven ChengNo ratings yet
- ARBURG-Examples of Multi Component Mould Designs GB PDFDocument40 pagesARBURG-Examples of Multi Component Mould Designs GB PDFkfaravNo ratings yet
- Mold Flow Analysis GuideDocument7 pagesMold Flow Analysis Guidesaurav0000999100% (1)
- Setting Process ConditionDocument11 pagesSetting Process Conditioneitan-dalia4971No ratings yet
- Protomold - Design For Mold AbilityDocument16 pagesProtomold - Design For Mold Abilitylanning15No ratings yet
- How Are Bottles MadeDocument3 pagesHow Are Bottles MadelumineurNo ratings yet
- Plastic Injection Molding Write UpDocument16 pagesPlastic Injection Molding Write UpVishal MahajanNo ratings yet
- Injection Mould With Hot RunnerDocument17 pagesInjection Mould With Hot RunnerKiran KumarNo ratings yet
- Injection Mould Hot RunnerDocument17 pagesInjection Mould Hot RunnerKiran KumarNo ratings yet
- Injection Moulding Defects: BlisterDocument10 pagesInjection Moulding Defects: BlisterAmith S KaratkarNo ratings yet
- Mold PlasticDocument98 pagesMold PlasticSenthil KumarNo ratings yet
- Mould BaseDocument58 pagesMould BaseFurqan AlamNo ratings yet
- Blow MoldingDocument22 pagesBlow MoldingMohamad Saufi Hashim100% (1)
- Design For InjectionDocument38 pagesDesign For Injectionnurwinantoindra100% (1)
- Marplex - Injection Moulding of ThermoplasticsDocument24 pagesMarplex - Injection Moulding of ThermoplasticsStarchyLittleOleMeNo ratings yet
- Injection MouldingDocument12 pagesInjection MouldingBalasubramaniam MuruganNo ratings yet
- Injection Moulding Courses BrochureDocument16 pagesInjection Moulding Courses BrochureFa BelNo ratings yet
- Mold Building Standards: Revised DateDocument13 pagesMold Building Standards: Revised Datelam nguyenNo ratings yet
- Injection Molding Troubleshooting Flash BurnmarksDocument60 pagesInjection Molding Troubleshooting Flash Burnmarkswawawa1100% (1)
- Injection Molding Processing GuideDocument11 pagesInjection Molding Processing GuideBrandon HoldenNo ratings yet
- Blow Mould DesignDocument78 pagesBlow Mould DesignfadyNo ratings yet
- Mould Theory 2 NoteDocument19 pagesMould Theory 2 Note75Ujwal TDNo ratings yet
- Clamping Force & Tonnage CalculationDocument3 pagesClamping Force & Tonnage CalculationJyoti KaleNo ratings yet
- Cold Runner eDocument7 pagesCold Runner eKodhansNo ratings yet
- Injection Moulding ProcessDocument3 pagesInjection Moulding ProcessSteven ChengNo ratings yet
- TPU Drying GuideDocument16 pagesTPU Drying GuideBang QuachNo ratings yet
- Design of Family Mould Tool For Plastic BoxDocument4 pagesDesign of Family Mould Tool For Plastic BoxEditor IJTSRDNo ratings yet
- Molding CavityDocument7 pagesMolding CavitySudarno BaraNo ratings yet
- Compression Injection MouldingDocument4 pagesCompression Injection MouldingTanushka SarangNo ratings yet
- Blow MoldingDocument3 pagesBlow MoldingPradeep ShettyNo ratings yet
- Introduction Injection MoldingDocument39 pagesIntroduction Injection Moldingmaran.suguNo ratings yet
- Explain Basic Injection Molding Machine ProcessDocument9 pagesExplain Basic Injection Molding Machine ProcessNazriNo ratings yet
- Injection MouldingDocument33 pagesInjection MouldingArpit S SavarkarNo ratings yet
- Plastic Design ConsiderationsDocument16 pagesPlastic Design ConsiderationsAlok MallickNo ratings yet
- Moulding DefectsDocument2 pagesMoulding Defectspavankumarsrs100% (2)
- Design and Analysis of Hot Runner Nozzle-2046Document14 pagesDesign and Analysis of Hot Runner Nozzle-2046ValterSantosNo ratings yet
- Mold DesignDocument68 pagesMold DesignBagus Bramantya bagusbramantya.2019No ratings yet
- Basics of Injection Molding DesignDocument20 pagesBasics of Injection Molding DesignAdeniyiNo ratings yet
- Multi-Component Injection Molding PDFDocument40 pagesMulti-Component Injection Molding PDFkfaravNo ratings yet
- Feed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andDocument26 pagesFeed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andS Karthick KeyanNo ratings yet
- MouldDocument16 pagesMouldetamil87No ratings yet
- Plastics Processing TechniquesDocument59 pagesPlastics Processing TechniquesSusmit NimjeNo ratings yet
- Advance Injection Mould DesignDocument175 pagesAdvance Injection Mould DesignŠetkić SemirNo ratings yet
- GLOSS (Low) Low Gloss Can Be Defined As A Dulling of TheDocument3 pagesGLOSS (Low) Low Gloss Can Be Defined As A Dulling of TheSteven Cheng100% (1)
- Top12-Results From MoldflowDocument30 pagesTop12-Results From Moldflowpawang422100% (1)
- Mold Flow AnalysisDocument30 pagesMold Flow AnalysisArun PrasadNo ratings yet
- Computer Modeling for Injection Molding: Simulation, Optimization, and ControlFrom EverandComputer Modeling for Injection Molding: Simulation, Optimization, and ControlHuamin ZhouNo ratings yet
- Process Description and Potential MaterialsDocument10 pagesProcess Description and Potential MaterialsSaddy DipoNo ratings yet
- A) Process Description and Potential MaterialsDocument10 pagesA) Process Description and Potential MaterialsSaddy DipoNo ratings yet
- Process Description and Potential MaterialsDocument10 pagesProcess Description and Potential MaterialsSaddy DipoNo ratings yet
- A) Process Description and Potential MaterialsDocument10 pagesA) Process Description and Potential MaterialsSaddy DipoNo ratings yet
- IPD Costing PDFDocument10 pagesIPD Costing PDFSaddy DipoNo ratings yet
- Good Dispensing Manual New 2Document50 pagesGood Dispensing Manual New 2Getachew Hakim YassinNo ratings yet
- Gen Chem 2 Week-1Document9 pagesGen Chem 2 Week-1Saige RedNo ratings yet
- Class Ix Biology Assignment 6 The Fundamental Unit of LifeDocument4 pagesClass Ix Biology Assignment 6 The Fundamental Unit of LifeMadhusudan BanerjeeNo ratings yet
- Volatile of Malaysian Fruits: ComponentsDocument6 pagesVolatile of Malaysian Fruits: ComponentsРусланNo ratings yet
- Leoni CableDocument44 pagesLeoni CableOzanNo ratings yet
- Basic Air MonitoringDocument90 pagesBasic Air MonitoringAbdulmajeedNo ratings yet
- BS-1377 Part-6 Standrard Test For Con Solidation PermeabilitDocument65 pagesBS-1377 Part-6 Standrard Test For Con Solidation PermeabilitAshraf Tomizeh100% (1)
- Durogloss Klarkote: Product SpesificationDocument1 pageDurogloss Klarkote: Product Spesificationdavid Susilo NugrohoNo ratings yet
- G-Series Back Pressure Valves: FeaturesDocument2 pagesG-Series Back Pressure Valves: FeaturesGab FernNo ratings yet
- Flexo TSGDocument27 pagesFlexo TSGAhmed Riyaz JaffarNo ratings yet
- Colour Coated Aluminium Roofing Sheets, Types, Prices in Kerala Life RoofDocument10 pagesColour Coated Aluminium Roofing Sheets, Types, Prices in Kerala Life RoofLife Roof Roofing Manufacturer, KeralaNo ratings yet
- DNA PCR DNA Degradation Solutions: Product Information SheetDocument2 pagesDNA PCR DNA Degradation Solutions: Product Information SheetchiralicNo ratings yet
- Isolation and Identification of Bacteria ThesisDocument7 pagesIsolation and Identification of Bacteria Thesisafbtbegxe100% (2)
- rx194 PDFDocument22 pagesrx194 PDFYinna RuizNo ratings yet
- Aspen 3 Design of PFR EdtDocument8 pagesAspen 3 Design of PFR EdtethanNo ratings yet
- Electrochimica ActaDocument6 pagesElectrochimica ActabecobeliNo ratings yet
- Acn Laboratory ApparatusDocument40 pagesAcn Laboratory ApparatusAlma Cecilia QuiaoNo ratings yet
- Measuring ConcentrationsDocument22 pagesMeasuring ConcentrationsMuhammad AhmedNo ratings yet
- CIHAN - Trouble Shooting CompressionDocument61 pagesCIHAN - Trouble Shooting CompressionHamidNo ratings yet
- MCBN 111 2023Document12 pagesMCBN 111 2023nika35908No ratings yet
- HyVolt - Revision of IEC 60296Document5 pagesHyVolt - Revision of IEC 60296HassanNo ratings yet
- LAS Sci9 q2 Week6 V2Document12 pagesLAS Sci9 q2 Week6 V2Jim TanNo ratings yet
- CDI Common Q&ADocument19 pagesCDI Common Q&APyaeSoneHtunNo ratings yet
- Kurumulaku Krishi-With CoverDocument30 pagesKurumulaku Krishi-With CoverJithu MonNo ratings yet
- Ams 4776 (Bni-1A) : The Prince & Izant Compan YDocument2 pagesAms 4776 (Bni-1A) : The Prince & Izant Compan YJ. BangjakNo ratings yet
- Buesing&Fasch Gel&TopDocument6 pagesBuesing&Fasch Gel&TopBen Abdallah BecemNo ratings yet
- Periodic - Properties - Part 2 - by - AKansha - Karnwal - 1702453072953Document68 pagesPeriodic - Properties - Part 2 - by - AKansha - Karnwal - 1702453072953Saktipratik MishraNo ratings yet