Download as pdf or txt
You might also like
- Q1 MsaDocument18 pagesQ1 MsadhuntNo ratings yet
- 520TSC Multifunctional Welding MachineDocument6 pages520TSC Multifunctional Welding MachineEmma ScullyNo ratings yet
- Kick-Off - Codling Bank - Rev01Document21 pagesKick-Off - Codling Bank - Rev01Rida DesyaniNo ratings yet
- Construction Execution PlanDocument31 pagesConstruction Execution Planmohammad kassar50% (2)
- A Ele Spe 800 30017 0Document25 pagesA Ele Spe 800 30017 0ZaidiNo ratings yet
- Method Statement Holiday Testing & Lowring B-CON-PRO-210-39155-ADocument11 pagesMethod Statement Holiday Testing & Lowring B-CON-PRO-210-39155-AZaidiNo ratings yet
- ASI Steelwork Fabrication Erection Code of Practice V1.0-UnlockedDocument168 pagesASI Steelwork Fabrication Erection Code of Practice V1.0-UnlockedZac Francis Daymond0% (1)
- D1 - 1 2020 - Structural Welding Code-Steel-02Document1 pageD1 - 1 2020 - Structural Welding Code-Steel-02Trung NguyenNo ratings yet
- Ooredoo: Method Statement For Fiber Optic Cable WorkDocument5 pagesOoredoo: Method Statement For Fiber Optic Cable WorkYousaf RichuNo ratings yet
- Vendor Assesment-Vacuum PumpDocument2 pagesVendor Assesment-Vacuum PumpShalini TilakNo ratings yet
- 1626433382676-Sor SNT NWR Version 2020 FinalDocument133 pages1626433382676-Sor SNT NWR Version 2020 FinalAananth MNNo ratings yet
- And It Is The Responsibility of Contractor To Arrange The Material, Get It Tested and Use The Approved Material Fulfilling All The Requirements.''Document1 pageAnd It Is The Responsibility of Contractor To Arrange The Material, Get It Tested and Use The Approved Material Fulfilling All The Requirements.''haditakerNo ratings yet
- Meeting no 03 - Minutes of Meeting - QAS - Weekly Meeting with End User 01.07.2024Document5 pagesMeeting no 03 - Minutes of Meeting - QAS - Weekly Meeting with End User 01.07.2024Azeem KhanNo ratings yet
- SP-1176 V4.0Document45 pagesSP-1176 V4.0Ghulam HusainNo ratings yet
- Mo MDay 2 FDocument48 pagesMo MDay 2 FsalesNo ratings yet
- GUD-PLN-001 Network Design GuidlinesDocument14 pagesGUD-PLN-001 Network Design GuidlinesAli MustafaNo ratings yet
- Shrikant B. Moje CVDocument6 pagesShrikant B. Moje CVPaul PhiliphsNo ratings yet
- GRP Erection Delay HistoryDocument2 pagesGRP Erection Delay HistorySANUNo ratings yet
- 28 7 20 DISPUTE 3 Contr's Position Statment DraftDocument31 pages28 7 20 DISPUTE 3 Contr's Position Statment DraftArshad MahmoodNo ratings yet
- SVL 10.8Document75 pagesSVL 10.8Harish GundaNo ratings yet
- ROB Specifications PDFDocument353 pagesROB Specifications PDFmarc technocratsNo ratings yet
- WEBINAR: Ballast Water Management - Be Ready For The Discharge Standard D-2Document32 pagesWEBINAR: Ballast Water Management - Be Ready For The Discharge Standard D-2sukhjit78No ratings yet
- Bis Dgo No.3ofyear2020Document12 pagesBis Dgo No.3ofyear2020Asma DahaboNo ratings yet
- References List - TPIA - INSPECTION - 31 Mar 22Document9 pagesReferences List - TPIA - INSPECTION - 31 Mar 22isan.structural TjsvgalavanNo ratings yet
- BPCL SaharanpurDocument90 pagesBPCL Saharanpurpkkothari0% (1)
- Progress of 23 Projects Identified During 31 Governing Council Meeting As On 30/09/3015 SN Project Directorate TDC StatusDocument7 pagesProgress of 23 Projects Identified During 31 Governing Council Meeting As On 30/09/3015 SN Project Directorate TDC StatusPKNo ratings yet
- Nit Pia AnDocument155 pagesNit Pia AnravikanthmallavajjalNo ratings yet
- Work References: # Client Job Description Date Contract ValueDocument2 pagesWork References: # Client Job Description Date Contract ValueWalid BdeirNo ratings yet
- Application Form For Proficiency Testing Providers (PTP)Document14 pagesApplication Form For Proficiency Testing Providers (PTP)Ankit DhakaNo ratings yet
- STR Signed FinalDocument20 pagesSTR Signed FinalPreeti goswamiNo ratings yet
- Approved Railway VendorDocument198 pagesApproved Railway Vendorschauhan12No ratings yet
- RT-DAS Bid Document 14-2-19Document124 pagesRT-DAS Bid Document 14-2-19Vamsi ManojNo ratings yet
- List of Acceptable Makes of Materials: Technical SpecificationsDocument51 pagesList of Acceptable Makes of Materials: Technical Specificationsruchita vishnoiNo ratings yet
- Nabl 151Document12 pagesNabl 151Citco IdfcNo ratings yet
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282: Site Itp For Fiber Optic Installation B-QAC-PLN-210-39267Document19 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282: Site Itp For Fiber Optic Installation B-QAC-PLN-210-39267ZaidiNo ratings yet
- HPCL-RUF-QA-QC-TQ-LTMMH Kanchipuram-Vessels-01Document4 pagesHPCL-RUF-QA-QC-TQ-LTMMH Kanchipuram-Vessels-01Prakash RajNo ratings yet
- Vijayawada-Dharmapuri Pipeline ProjectDocument1 pageVijayawada-Dharmapuri Pipeline ProjectNMDC SP-IIINo ratings yet
- Minutes RPC CPC PDFDocument5 pagesMinutes RPC CPC PDFLakshmi TunuguntlaNo ratings yet
- IOCL MasterSupplierList 01.04.2022 2022 04 26 11 - 20 - 41Document171 pagesIOCL MasterSupplierList 01.04.2022 2022 04 26 11 - 20 - 41Mehul Rathod100% (1)
- Tables and ResponsibilitiesDocument6 pagesTables and ResponsibilitiesMohamed RafihNo ratings yet
- BI-0902-MOM-SAPMT-SEG-029 Dated 21 Jan 2020 - Rev 00Document7 pagesBI-0902-MOM-SAPMT-SEG-029 Dated 21 Jan 2020 - Rev 00Chaudhary Wasim MurtazaNo ratings yet
- BI-0902-MOM-SAPMT-SEG-029 Dated 21 Jan 2020 - Rev 00Document7 pagesBI-0902-MOM-SAPMT-SEG-029 Dated 21 Jan 2020 - Rev 00Chaudhary Wasim MurtazaNo ratings yet
- Doc. No.: IPEG-6389-MIFE (1) - 8830-TP-001-0001 Title: Quality Assurance Plan ForDocument8 pagesDoc. No.: IPEG-6389-MIFE (1) - 8830-TP-001-0001 Title: Quality Assurance Plan ForPrakash RajNo ratings yet
- Venturi Flow MeterDocument8 pagesVenturi Flow Meteralokgoel_2006No ratings yet
- GeM Bidding 3480986Document28 pagesGeM Bidding 3480986Apna time aayegaNo ratings yet
- Procedure For Manual Ultrasonic Testing PDFDocument17 pagesProcedure For Manual Ultrasonic Testing PDFbaskaran ayyapparaj100% (2)
- ROB Girder - Procedure of GAD Appvl & Fabrication 8.7.2020Document3 pagesROB Girder - Procedure of GAD Appvl & Fabrication 8.7.2020Binayak KumarNo ratings yet
- Government Eprocurement System PDFDocument1 pageGovernment Eprocurement System PDFgrassNo ratings yet
- Save Paper1Document7 pagesSave Paper1bmkaleNo ratings yet
- Guidelines For Preparation & Submission of Contractor Pre-Qualification....Document13 pagesGuidelines For Preparation & Submission of Contractor Pre-Qualification....Jeffrey ArandiaNo ratings yet
- 28-8-20 DISPUTE-2 REJOINDER-draftDocument32 pages28-8-20 DISPUTE-2 REJOINDER-draftArshad MahmoodNo ratings yet
- Updated CV Suraj K 2021Document43 pagesUpdated CV Suraj K 2021NIYAS AHAMMEDNo ratings yet
- Our Ref: CMD-II (L) /16: 694: Central Marks Department-Ii (Legal)Document12 pagesOur Ref: CMD-II (L) /16: 694: Central Marks Department-Ii (Legal)Pugalenthi SekarNo ratings yet
- QP9 Inspection & TestingDocument4 pagesQP9 Inspection & TestingMuhammad Shiraz KhalidNo ratings yet
- Audit Plan Plasmaco LTDDocument2 pagesAudit Plan Plasmaco LTDndayiragije JMVNo ratings yet
- FBIL EOI For SDL ZCYC Par Yield Curve 08865f11c1Document19 pagesFBIL EOI For SDL ZCYC Par Yield Curve 08865f11c1shadab qureshiNo ratings yet
- 2020 12 31 Balance Punch Points On COD - AS ON 31.12.2020WBPDCL DraftDocument2 pages2020 12 31 Balance Punch Points On COD - AS ON 31.12.2020WBPDCL DraftPrabir PalNo ratings yet
- 0503223-01-Pro-Sp-1302 Specification For Skid-Mounted Flare Knockout Drum For Tipu Processing FacilityDocument68 pages0503223-01-Pro-Sp-1302 Specification For Skid-Mounted Flare Knockout Drum For Tipu Processing FacilityAbdur RehmanNo ratings yet
- RFI All Document PP PDFDocument1 pageRFI All Document PP PDFRiky SumantriNo ratings yet
- Letter No-23 EOT Draft Supplementary Agreement & Bill of COS.Document3 pagesLetter No-23 EOT Draft Supplementary Agreement & Bill of COS.Gcek Aparichit100% (1)
- Metal LinersDocument13 pagesMetal Linersanildondapati1No ratings yet
- Rodelta - Elbow Pump - ProposalDocument18 pagesRodelta - Elbow Pump - ProposalgunociptoNo ratings yet
- Industrial Enterprises Act 2020 (2076): A brief Overview and Comparative AnalysisFrom EverandIndustrial Enterprises Act 2020 (2076): A brief Overview and Comparative AnalysisNo ratings yet
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282: Penetrant Inspection Test Procedure B-QAC-PRO-210-39160Document12 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282: Penetrant Inspection Test Procedure B-QAC-PRO-210-39160ZaidiNo ratings yet
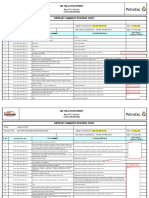
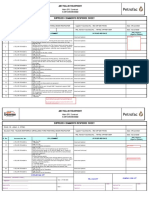
- Sub-Contractor Comments Response Sheet: Ain Tsila DevelopmentDocument23 pagesSub-Contractor Comments Response Sheet: Ain Tsila DevelopmentZaidiNo ratings yet
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282: Radiographic Examination Procedure B-QAC-PRO-210-39158Document24 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282: Radiographic Examination Procedure B-QAC-PRO-210-39158ZaidiNo ratings yet
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282: Visual Inspection Test Procedure B-QAC-PRO-210-39162Document14 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282: Visual Inspection Test Procedure B-QAC-PRO-210-39162ZaidiNo ratings yet
- Sub-Contractor Comments Response Sheet: Ain Tsila DevelopmentDocument23 pagesSub-Contractor Comments Response Sheet: Ain Tsila DevelopmentZaidi0% (1)
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282Document14 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282ZaidiNo ratings yet
- B Qac Pro 210 39161 ADocument12 pagesB Qac Pro 210 39161 AZaidiNo ratings yet
- Sub-Contractor Comments Response Sheet: Ain Tsila DevelopmentDocument27 pagesSub-Contractor Comments Response Sheet: Ain Tsila DevelopmentZaidiNo ratings yet
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282: Itp For Row (Right of Way) Construction B-QAC-PLN-210-39153Document12 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282: Itp For Row (Right of Way) Construction B-QAC-PLN-210-39153ZaidiNo ratings yet
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282Document25 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282ZaidiNo ratings yet
- Welding Consumables Request Card: Client LogoDocument1 pageWelding Consumables Request Card: Client LogoZaidiNo ratings yet
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282: Site Itp For Fiber Optic Installation B-QAC-PLN-210-39267Document19 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282: Site Itp For Fiber Optic Installation B-QAC-PLN-210-39267ZaidiNo ratings yet
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282: Project Quality PlanDocument25 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282: Project Quality PlanZaidiNo ratings yet
- Supplier Comments Response Sheet: Ain Tsila DevelopmentDocument22 pagesSupplier Comments Response Sheet: Ain Tsila DevelopmentZaidiNo ratings yet
- A Ele Spe 800 30021 0Document29 pagesA Ele Spe 800 30021 0ZaidiNo ratings yet
- A Tse Spe 000 30000 0Document28 pagesA Tse Spe 000 30000 0ZaidiNo ratings yet
- Supplier Comments Response Sheet: Ain Tsila DevelopmentDocument29 pagesSupplier Comments Response Sheet: Ain Tsila DevelopmentZaidiNo ratings yet
- Supplier Comments Response Sheet: Ain Tsila DevelopmentDocument36 pagesSupplier Comments Response Sheet: Ain Tsila DevelopmentZaidiNo ratings yet
- A Ele Spe 800 30015 0Document27 pagesA Ele Spe 800 30015 0ZaidiNo ratings yet
- A Ele Spe 800 30018 0Document26 pagesA Ele Spe 800 30018 0ZaidiNo ratings yet
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282: Stringing Procedure B-CON-RPO-210-39152Document12 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282: Stringing Procedure B-CON-RPO-210-39152ZaidiNo ratings yet
- A Ele Spe 800 30014 0Document20 pagesA Ele Spe 800 30014 0ZaidiNo ratings yet
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282: Right of Way Procedure B-CON-PRO-210-39151-ADocument12 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282: Right of Way Procedure B-CON-PRO-210-39151-AZaidiNo ratings yet
- A Civ Spe 000 30002 1Document30 pagesA Civ Spe 000 30002 1ZaidiNo ratings yet
- Pipeline Trench Excavating Procedure B-CON-PRO-210-39157: Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282Document12 pagesPipeline Trench Excavating Procedure B-CON-PRO-210-39157: Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282ZaidiNo ratings yet
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282Document3 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282ZaidiNo ratings yet
- Backfill Pressure Test Pre-Backfill Cathodic Pro Holiday Test Caoting Sandblasting Loaring in Repair NDT Welding Trenching Stringing RowDocument6 pagesBackfill Pressure Test Pre-Backfill Cathodic Pro Holiday Test Caoting Sandblasting Loaring in Repair NDT Welding Trenching Stringing RowZaidiNo ratings yet
- Query 1Document6 pagesQuery 1ZaidiNo ratings yet
- Arc Blow: General ReviewDocument2 pagesArc Blow: General ReviewRajbanul AkhondNo ratings yet
- Helical Steel StrakesDocument2 pagesHelical Steel StrakesPRAVEENNo ratings yet
- Metal Stamping and Fabricating OperationsDocument23 pagesMetal Stamping and Fabricating OperationsAnonymous wtK1AZBi100% (1)
- Volume 1 API 510 ExamDocument34 pagesVolume 1 API 510 ExamMohammad Danish67% (3)
- Millermatic 210Document56 pagesMillermatic 210Kenny HebertNo ratings yet
- ASTM A275-A275M-15 Magnetic Particle Examination of Steel ForgingsDocument7 pagesASTM A275-A275M-15 Magnetic Particle Examination of Steel ForgingsDiego Egoávil Méndez100% (3)
- REVIEW 570rev 1Document9 pagesREVIEW 570rev 1James Stephen ArriolaNo ratings yet
- BUILDINGSDocument488 pagesBUILDINGSnnr2222100% (1)
- Physics of WeldingDocument3 pagesPhysics of WeldingKhurram RehmanNo ratings yet
- Welding ProcessesDocument28 pagesWelding ProcessesAnaswarpsNo ratings yet
- Astm A928Document6 pagesAstm A928maniyarasan100% (1)
- Review Related LiteratureDocument10 pagesReview Related LiteratureEugine BalomagaNo ratings yet
- CWI-Module 5 - Documents Governing Welding Inspection and Qualification (Compatibility Mode)Document62 pagesCWI-Module 5 - Documents Governing Welding Inspection and Qualification (Compatibility Mode)thanhtung156No ratings yet
- ALM Brochure & ROI Form PDFDocument6 pagesALM Brochure & ROI Form PDFMartin Madrigal CortesNo ratings yet
- Usfd - New Indian RailwayDocument135 pagesUsfd - New Indian RailwayHimanshu GautamNo ratings yet
- Principle of Spot WeldingDocument2 pagesPrinciple of Spot Weldingkgggani100% (1)
- Welding: Philippine Society of Mechanical Engineers Professional Development CourseDocument30 pagesWelding: Philippine Society of Mechanical Engineers Professional Development CourseAngel Silva VicenteNo ratings yet
- A 403 PDFDocument7 pagesA 403 PDFJJNo ratings yet
- ME Course ContentsDocument55 pagesME Course ContentsSWAGATAM BAZNo ratings yet
- Risk Assessment - Welding WorksDocument2 pagesRisk Assessment - Welding WorksSarfraz Randhawa100% (4)
- VolDocument246 pagesVolapi-3698996No ratings yet
- 01 - Method Statement For Installation, Testing & Commissioning of Fire Hydrant System by NFKDocument8 pages01 - Method Statement For Installation, Testing & Commissioning of Fire Hydrant System by NFKvinayNo ratings yet
- Equipment Rental CatalogDocument84 pagesEquipment Rental CatalogAgung RobiantoNo ratings yet
- 216 NR - 2018 01Document262 pages216 NR - 2018 01kevinNo ratings yet
- Acceptable Grade of Plate Material (API 650)Document1 pageAcceptable Grade of Plate Material (API 650)juantamad02No ratings yet
- A Simple Approach To Hot Tap and Repair Sleeve Welding - tcm153-574205Document13 pagesA Simple Approach To Hot Tap and Repair Sleeve Welding - tcm153-574205Charly RiveraNo ratings yet
- 1114 CWI 9th Year ReCertificationDocument7 pages1114 CWI 9th Year ReCertificationmohdfirdausNo ratings yet