Download as pdf or txt
You might also like
- Year 7 Drama Marking SheetDocument2 pagesYear 7 Drama Marking Sheetruthdoyle76No ratings yet
- Intro To Plastic Injection Molding EbookDocument43 pagesIntro To Plastic Injection Molding EbookJames Farrugia78% (9)
- Stoichiometry Worksheet6-1Document6 pagesStoichiometry Worksheet6-1Von AmoresNo ratings yet
- Coil TubingDocument14 pagesCoil TubingMAKTAR5422100% (3)
- Senturian DWCS - BrochureDocument8 pagesSenturian DWCS - BrochureLiza Nashielly GrandeNo ratings yet
- Sintef A17034 Organisational Accidents and Resilience Organisations Six Perspectives. Revision 2 PDFDocument143 pagesSintef A17034 Organisational Accidents and Resilience Organisations Six Perspectives. Revision 2 PDFAparupa KarNo ratings yet
- Safety Is Money in The BankDocument3 pagesSafety Is Money in The BankArun KumarNo ratings yet
- Stream-Flo ESS and SSV - Stream-FloDocument3 pagesStream-Flo ESS and SSV - Stream-Floclaudio godinez100% (1)
- Stream-Flo ESS and SSV - Stream-Flo - CompressedDocument3 pagesStream-Flo ESS and SSV - Stream-Flo - Compressedclaudio godinezNo ratings yet
- Actuators and Actuated Valve Packages: Product DefinitionDocument4 pagesActuators and Actuated Valve Packages: Product Definitionarmin heidariNo ratings yet
- Monitored Safety Valves For Fluid PowerDocument10 pagesMonitored Safety Valves For Fluid Powerரவி குமார்No ratings yet
- In FQM enDocument8 pagesIn FQM enVao Van Ngam VaoNo ratings yet
- Marsh Risk Engineering Position Paper 03 Managing The Defeat of Safety Instrumented System Trips and AlarmsDocument16 pagesMarsh Risk Engineering Position Paper 03 Managing The Defeat of Safety Instrumented System Trips and AlarmsMathew MammenNo ratings yet
- Fisher Optimized Antisurge Control Valves: High Reliability To Meet World-Class Production DemandsDocument12 pagesFisher Optimized Antisurge Control Valves: High Reliability To Meet World-Class Production DemandsBeomHee LeeNo ratings yet
- Water Mist Fire Protection Systems For Rolling StockDocument3 pagesWater Mist Fire Protection Systems For Rolling StockAdvenser GroupNo ratings yet
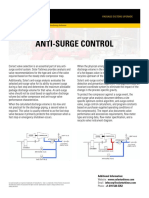
- Anti Surge ControlDocument1 pageAnti Surge ControlyvesfireNo ratings yet
- Condition Monitoring of Servo ValveDocument9 pagesCondition Monitoring of Servo ValveOmSharma100% (1)
- Emergency Lighting Supply Unit Ceaguard 48: 1at 2atDocument15 pagesEmergency Lighting Supply Unit Ceaguard 48: 1at 2atNicusor MiertescuNo ratings yet
- AR Fuse Protection Review Consolidating Inventory Reduces Costs and Upgrades Safety Article - 1Document4 pagesAR Fuse Protection Review Consolidating Inventory Reduces Costs and Upgrades Safety Article - 1asdfagNo ratings yet
- Injection Moulding: Dedicated Products and Solutions ForDocument4 pagesInjection Moulding: Dedicated Products and Solutions ForArun NatoNo ratings yet
- D Ty Uw 2 LWe LKF L6 Xa LCCMC GN S1Document77 pagesD Ty Uw 2 LWe LKF L6 Xa LCCMC GN S1Михаил ВербицкийNo ratings yet
- ATEXPassiveDocument30 pagesATEXPassiveBuy SellNo ratings yet
- Pressure Reducing and Surplussing Valves For Steam and Industrial Fluids-SB-GCH-29-EnDocument18 pagesPressure Reducing and Surplussing Valves For Steam and Industrial Fluids-SB-GCH-29-EnAgus HermantoNo ratings yet
- 212 - DRAG® Valves For Nuclear ServiceDocument5 pages212 - DRAG® Valves For Nuclear ServiceOscarGomezMecanicoNo ratings yet
- PB4102Document2 pagesPB4102parrastevens930No ratings yet
- Functional Safety Oriented Compressor Surge ModellingDocument4 pagesFunctional Safety Oriented Compressor Surge ModellingemaengNo ratings yet
- The Value of Safety Valves: Flow ControlDocument4 pagesThe Value of Safety Valves: Flow ControlaliNo ratings yet
- Electric Actuators With Fail Safe Unit: For Automatic Opening or Closing of A Valve in The Event of An EmergencyDocument8 pagesElectric Actuators With Fail Safe Unit: For Automatic Opening or Closing of A Valve in The Event of An EmergencyThanThansccNo ratings yet
- Pill AeratorDocument20 pagesPill AeratorAhmed NahrawyNo ratings yet
- Crane 75 ton SanyDocument15 pagesCrane 75 ton SanyDedeNo ratings yet
- Maxon Maximum Safety Pneumatic: Shut-Off VALVE - S8000Document8 pagesMaxon Maximum Safety Pneumatic: Shut-Off VALVE - S8000Carlos GuilarteNo ratings yet
- Fieldvue DVC6200 Series Digital Valve Controller: A Single Instrument Solution Across Your FacilityDocument16 pagesFieldvue DVC6200 Series Digital Valve Controller: A Single Instrument Solution Across Your FacilityLimuel EspirituNo ratings yet
- Precision Cooling Preventive Maintenance Data SheetDocument2 pagesPrecision Cooling Preventive Maintenance Data Sheetjuan guerreroNo ratings yet
- Auto Recloser Nulec U27 SchneiderDocument12 pagesAuto Recloser Nulec U27 SchneiderJordan CentenoNo ratings yet
- Pressure Relief With Rupture DiscsDocument3 pagesPressure Relief With Rupture DiscsValesh MonisNo ratings yet
- (En) ManSafe For IndustryDocument8 pages(En) ManSafe For IndustryTey Chin WeiNo ratings yet
- Process Safety Time For Fired HeatersDocument22 pagesProcess Safety Time For Fired HeatersDeepika UmlaniNo ratings yet
- Fluid Control Technologies For O&GDocument20 pagesFluid Control Technologies For O&GAnoop GreyMNo ratings yet
- High Pressure Application Systems PDFDocument35 pagesHigh Pressure Application Systems PDFMin MCLNo ratings yet
- ManSafe For Industry (UK)Document8 pagesManSafe For Industry (UK)Ibrahim SahinNo ratings yet
- Source Holders For Radiation-Based Measurement: Level, Density, and Weight MeasurementDocument10 pagesSource Holders For Radiation-Based Measurement: Level, Density, and Weight MeasurementJohn TolozaNo ratings yet
- Brochure Flow Solutions For Surge Control Daniel en 55870Document6 pagesBrochure Flow Solutions For Surge Control Daniel en 55870ascom asNo ratings yet
- Developments in Nuclear Valve Actuation Technology - Valve World 2012Document3 pagesDevelopments in Nuclear Valve Actuation Technology - Valve World 2012Goutham KSNo ratings yet
- ESD White Paper From NorgrenDocument24 pagesESD White Paper From NorgrenArun BalajiNo ratings yet
- RVAC - RMU Catalog - June-2018Document4 pagesRVAC - RMU Catalog - June-2018PhaniNo ratings yet
- ILS - Fast - OptimalDocument10 pagesILS - Fast - OptimalRaman VermaNo ratings yet
- Thermo Scientific MSC-Advantage Bio Safety CabinetsDocument12 pagesThermo Scientific MSC-Advantage Bio Safety CabinetsAhmed SalamaNo ratings yet
- Valves in The Digital AgeDocument2 pagesValves in The Digital Agefabiano nogueiraNo ratings yet
- Actuator Design Trends For Functional Safety Systems in Electric and Autonomous VehiclesDocument6 pagesActuator Design Trends For Functional Safety Systems in Electric and Autonomous VehiclesNguyễn Hữu TàiNo ratings yet
- Compressor BrochureDocument5 pagesCompressor Brochuremaximusala83No ratings yet
- 01 - EN - 107141543 D Poseidon 5-6-7Document34 pages01 - EN - 107141543 D Poseidon 5-6-7Ionescu LucianNo ratings yet
- Dynapac Tandem Asphalt RollerDocument4 pagesDynapac Tandem Asphalt Rollershankers_1999No ratings yet
- Process Safety Time For Fired HeatersDocument6 pagesProcess Safety Time For Fired HeatersMuhammad NaeemNo ratings yet
- 7.1 Tripping Modes PDFDocument6 pages7.1 Tripping Modes PDFsulemankhalid100% (2)
- Chiller Operation and Preventive Maintenance Procedure - Best Editable Construction QHSE Documentation PortalDocument7 pagesChiller Operation and Preventive Maintenance Procedure - Best Editable Construction QHSE Documentation PortalMoshi KayandaNo ratings yet
- Control System AdvancementsDocument15 pagesControl System AdvancementstungluongNo ratings yet
- 1055 Total Chlorine AnalyzerDocument65 pages1055 Total Chlorine AnalyzerEdvier MapayeNo ratings yet
- Pamplate PDFDocument2 pagesPamplate PDFVidyasenNo ratings yet
- Operator Effectiveness - Alarm Management - Oct-15Document13 pagesOperator Effectiveness - Alarm Management - Oct-15syed muffassirNo ratings yet
- 01 en - Neptune 4 FA Operating InstructionsDocument22 pages01 en - Neptune 4 FA Operating Instructionsjack191234No ratings yet
- 33335-Bro MST V 2205 EN V031 FIN ScreenDocument7 pages33335-Bro MST V 2205 EN V031 FIN ScreenFernando RiveraNo ratings yet
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- CCE Catalogue DetailedDocument28 pagesCCE Catalogue DetailedIshaan SinghNo ratings yet
- Michigan Strategic Compliance Plan FINALDocument22 pagesMichigan Strategic Compliance Plan FINALbcap-oceanNo ratings yet
- Solution of Assignment 5Document5 pagesSolution of Assignment 5Reza Borah100% (1)
- 134.4902.06 - DM4170 - DatasheetDocument7 pages134.4902.06 - DM4170 - DatasheetVinicius MollNo ratings yet
- Anullment CATHOLIC TRIBUNALDocument20 pagesAnullment CATHOLIC TRIBUNALMons Jr BaturianoNo ratings yet
- 2SUPMaT2019 - Bacani - Number TheoryDocument109 pages2SUPMaT2019 - Bacani - Number TheoryRomelaBalasotoParamiNo ratings yet
- ECE 5325/6325 Fall 2009: Exam 1 SolutionsDocument2 pagesECE 5325/6325 Fall 2009: Exam 1 Solutionswilfred godfreyNo ratings yet
- MBB and DR PG Data2kDocument143 pagesMBB and DR PG Data2kYogesh PalNo ratings yet
- Measurement GER NER GPI - Version 1.0Document8 pagesMeasurement GER NER GPI - Version 1.0Wouter RijneveldNo ratings yet
- ISA RP3.2-1960 Flange Mounted Sharp Edged Orifice Plate For Flow Measurement PDFDocument8 pagesISA RP3.2-1960 Flange Mounted Sharp Edged Orifice Plate For Flow Measurement PDFamshahNo ratings yet
- Ultra Dense NetworkDocument27 pagesUltra Dense NetworkYounesNo ratings yet
- Allen Bradley 160 C SeriesDocument28 pagesAllen Bradley 160 C SeriesTihomir Matulić100% (1)
- Manual de Partes-HISTER 9 Ton.Document556 pagesManual de Partes-HISTER 9 Ton.Juan PabloNo ratings yet
- MySQL Cheat Sheet PDFDocument2 pagesMySQL Cheat Sheet PDFEsha ShahNo ratings yet
- Is Codes ListDocument37 pagesIs Codes Listmoondonoo7No ratings yet
- InfoDocument2 pagesInfofukinbobNo ratings yet
- The Dino GameDocument1 pageThe Dino Game296 004 Aditya ChaudhariNo ratings yet
- 14 Sept Quiz Chapter 1 SoalanDocument5 pages14 Sept Quiz Chapter 1 SoalanLukman MansorNo ratings yet
- UPS Technical Data Sheet (MS-DD-SAP01-ELE-DS-0015 - Rev2)Document6 pagesUPS Technical Data Sheet (MS-DD-SAP01-ELE-DS-0015 - Rev2)Muhammad YusufNo ratings yet
- Student Performance Contract With Parents AgreementDocument1 pageStudent Performance Contract With Parents AgreementCURT KEANU VILLANUEVANo ratings yet
- What I Need To KnowDocument16 pagesWhat I Need To Knowgirlie paraisoNo ratings yet
- Office of The President: Bicol UniversityDocument1 pageOffice of The President: Bicol UniversityElmer BelgaNo ratings yet
- MAN-PMI Off PDFDocument92 pagesMAN-PMI Off PDFarunNo ratings yet
- Sensor Nivel Murphy LS200Document3 pagesSensor Nivel Murphy LS200Sergio PluchinskyNo ratings yet
- Statistical Methods For Spatial Data AnalysisDocument3 pagesStatistical Methods For Spatial Data Analysissakali ali0% (1)
- Lab6 Phase Locked LoopsDocument20 pagesLab6 Phase Locked Loopsuitce2011No ratings yet