Download as pdf or txt
You might also like
- ASPEN HYSYS Ammonia-Final-Report PDFDocument40 pagesASPEN HYSYS Ammonia-Final-Report PDFSaria Chowdhury100% (3)
- Advanced Gas-Heated Reformer: P. W. FarneilDocument9 pagesAdvanced Gas-Heated Reformer: P. W. FarneilAlfonso BlancoNo ratings yet
- 50 Olefin ReductionDocument2 pages50 Olefin ReductiondimkuhNo ratings yet
- About KSFLDocument10 pagesAbout KSFLPraval ChauhanNo ratings yet
- Hydrocarbon Processing Petrochemical Processes 2001Document144 pagesHydrocarbon Processing Petrochemical Processes 2001Alejandra Arias100% (1)
- Ammonia Production ProcessDocument17 pagesAmmonia Production ProcessGarvit Chopra100% (4)
- 4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev ClaesDocument8 pages4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev Claesvaratharajan g rNo ratings yet
- Final ReportDocument46 pagesFinal ReportVarun Gupta100% (1)
- Uhde GMBHDocument18 pagesUhde GMBHonejako12100% (1)
- Understanding Gas Treatment FundamentalsDocument8 pagesUnderstanding Gas Treatment Fundamentalsazotik1985No ratings yet
- A Financial Analysis For The Production of HQ Propylene-MustangDocument19 pagesA Financial Analysis For The Production of HQ Propylene-Mustangandrei12320003181No ratings yet
- FCC Propylene Production Tech PaperDocument8 pagesFCC Propylene Production Tech PaperMaría Belén JaureguiNo ratings yet
- Ammonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEODocument33 pagesAmmonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEOAkil PrabhuNo ratings yet
- Shift Conversion OperationDocument26 pagesShift Conversion OperationMuhammad JunaidNo ratings yet
- Anderson Albemarle FCC-PTDocument25 pagesAnderson Albemarle FCC-PTrujunli0% (1)
- UhdeDocument9 pagesUhdeibkhiNo ratings yet
- Reducing Pressure - Increasing Efficiency: PanoramaDocument4 pagesReducing Pressure - Increasing Efficiency: PanoramapsshnkrNo ratings yet
- Q1 Catalyst CatastrophesDocument6 pagesQ1 Catalyst CatastrophesGhulam RasoolNo ratings yet
- 1000444Document5 pages1000444Semih ÖzsağıroğluNo ratings yet
- Catacarb Section, Dawood Hercules Fertilizers LimitedDocument16 pagesCatacarb Section, Dawood Hercules Fertilizers LimitedMuddassar Sultan100% (1)
- Pushing The Limits - Breakthrough in Pre-Reformer Design: Ingo Hanke and Norbert RingerDocument6 pagesPushing The Limits - Breakthrough in Pre-Reformer Design: Ingo Hanke and Norbert Ringervaratharajan g rNo ratings yet
- Ud He TechnologyDocument16 pagesUd He TechnologyBejavada Suresh100% (1)
- 34perr PDFDocument18 pages34perr PDFAlek KrótkiNo ratings yet
- Ethylene Production PDFDocument28 pagesEthylene Production PDFMariam AsgharNo ratings yet
- DR FCC PDFDocument7 pagesDR FCC PDFAle SanzNo ratings yet
- Catalyst Catastrophes II: John Brightling and DR Mike RobertsDocument12 pagesCatalyst Catastrophes II: John Brightling and DR Mike Robertsvaratharajan g rNo ratings yet
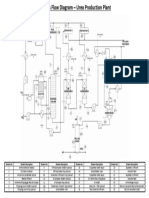
- Process Flow Diagram - Urea Production PlantDocument1 pageProcess Flow Diagram - Urea Production PlantDasun AttanayakeNo ratings yet
- Caustic Scrubber Designs For Refinery Gases ComplDocument28 pagesCaustic Scrubber Designs For Refinery Gases ComplTaniadi SuriaNo ratings yet
- Ogjournal20201005 DL PDFDocument68 pagesOgjournal20201005 DL PDFMarcelo SchaderNo ratings yet
- 11 8783 WP Column Analysis PDFDocument22 pages11 8783 WP Column Analysis PDFHassanNo ratings yet
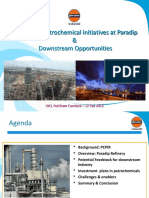
- Indian Oil's Petrochemical Initiatives at Paradip & Downstream OpportunitiesDocument26 pagesIndian Oil's Petrochemical Initiatives at Paradip & Downstream Opportunitiesabhishek chowdhury100% (1)
- Carbon CaptureDocument13 pagesCarbon CaptureShubhalaxmi SwainNo ratings yet
- Upgrading Heavy Oil With FLEXICOKING Technology: Petroperu S.A. February 9, 2007Document27 pagesUpgrading Heavy Oil With FLEXICOKING Technology: Petroperu S.A. February 9, 2007Katty AtocheNo ratings yet
- Pre-Reformer Catalyst in A Hydrogen PlantDocument4 pagesPre-Reformer Catalyst in A Hydrogen Plantbikas_saha100% (1)
- Gulfpub HP 201708Document149 pagesGulfpub HP 201708Luis Fernando Gonzales MedinaNo ratings yet
- Simulation and Performance Analysis of Propane Propylene SplitterDocument4 pagesSimulation and Performance Analysis of Propane Propylene SplitterAnonymous UY9QffNo ratings yet
- PEP Review On Ethylene ProcessDocument9 pagesPEP Review On Ethylene Processarman0% (1)
- Named Equipment List: Item Name Description Type QTY RemarksDocument8 pagesNamed Equipment List: Item Name Description Type QTY RemarksAnonymous kbPP3CCcNo ratings yet
- BF-9201 US F-200 DatasheetDocument3 pagesBF-9201 US F-200 DatasheetNguyễn Kim HùngNo ratings yet
- Honeywell Uop Ortloff NGL Recovery BrochureDocument4 pagesHoneywell Uop Ortloff NGL Recovery BrochureDiego1980bNo ratings yet
- Documents - Pub - Front End Selective Hydrogenation Catalysts Enhance 2 1200 DR Wolffront EndDocument28 pagesDocuments - Pub - Front End Selective Hydrogenation Catalysts Enhance 2 1200 DR Wolffront Endnafees ahmadNo ratings yet
- HSFCCDocument22 pagesHSFCCdonald55555100% (1)
- JPT 2017-NoviembreDocument84 pagesJPT 2017-Noviembreabraham dominguezNo ratings yet
- Comparative Evaluation of Cryogenic Air SeparationDocument21 pagesComparative Evaluation of Cryogenic Air SeparationmuratNo ratings yet
- Nicholas Oligomerization PDFDocument16 pagesNicholas Oligomerization PDFTanase DianaNo ratings yet
- Urea Plant IndiaDocument35 pagesUrea Plant IndiaAkhil AklNo ratings yet
- New KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard StraitDocument12 pagesNew KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard Straitvaratharajan g rNo ratings yet
- TSPenex ProcessDocument2 pagesTSPenex Processstavros7100% (1)
- Prico Process PDFDocument13 pagesPrico Process PDFcorkynhoNo ratings yet
- Fischer Tropsch SynthesisDocument18 pagesFischer Tropsch Synthesisdeion29No ratings yet
- Conversion of SulfinolSM To BASF's aMDEADocument12 pagesConversion of SulfinolSM To BASF's aMDEAAna Carolina AbrantesNo ratings yet
- Propylene Technology: The Next Generation: ProspectusDocument25 pagesPropylene Technology: The Next Generation: ProspectusPraveen BVSNo ratings yet
- 2009-03 CleanDieselHydroPTQ MustangDocument7 pages2009-03 CleanDieselHydroPTQ Mustanganhchangleloi100% (2)
- UOP Course DescriptionDocument2 pagesUOP Course DescriptionVictor Esteban CondorNo ratings yet
- 08 Foil Supported CatalystsDocument24 pages08 Foil Supported CatalystsKvspavan KumarNo ratings yet
- KRES TechnologyDocument10 pagesKRES TechnologyabubakarNo ratings yet
- PSA GeneralDocument17 pagesPSA GeneralMohammed AhmedNo ratings yet
- Midw Technology As A Drop-In Catalyst SolutionDocument11 pagesMidw Technology As A Drop-In Catalyst Solutiondie_1No ratings yet
- AspenTech Course Catalog FY23 PDFDocument24 pagesAspenTech Course Catalog FY23 PDFvlananloNo ratings yet
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationFrom EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNo ratings yet
- International Thermodynamic Tables of the Fluid State: Propylene (Propene)From EverandInternational Thermodynamic Tables of the Fluid State: Propylene (Propene)No ratings yet
- Uhde Brochures PDF en 5 (Ammonia)Document0 pagesUhde Brochures PDF en 5 (Ammonia)golovanNo ratings yet
- Syngas ProductsDocument98 pagesSyngas ProductsHendriyana St100% (1)
- Safety Instrument For Ammonia Aiche-16-020Document8 pagesSafety Instrument For Ammonia Aiche-16-020Hsein WangNo ratings yet
- Control Corrosion Factors in Ammonia and Urea PlantsDocument13 pagesControl Corrosion Factors in Ammonia and Urea PlantsLiu YangtzeNo ratings yet
- CHE 372 Project ReportDocument12 pagesCHE 372 Project ReportGonzalo Jose SequeiraNo ratings yet
- Modeling and Optimization of An Auto-Thermal Ammonia Synthesis Reactor Using The Gravitational Search AlgorithmDocument8 pagesModeling and Optimization of An Auto-Thermal Ammonia Synthesis Reactor Using The Gravitational Search AlgorithmJen ChavezNo ratings yet
- The Ammonia Manufacturing ProcessDocument85 pagesThe Ammonia Manufacturing Processdabit imageNo ratings yet
- Modern Ammonia Production PlantDocument58 pagesModern Ammonia Production PlantPrabal Kahar100% (1)
- E Ammonia Whitepaper Siemens EnergyDocument17 pagesE Ammonia Whitepaper Siemens EnergyPatricio NeffaNo ratings yet
- Cutting-Edge Fertilizer Know-How - at Your Disposal: Industrial SolutionsDocument12 pagesCutting-Edge Fertilizer Know-How - at Your Disposal: Industrial SolutionsRAMESHWAR VEDACHALAMNo ratings yet
- 1.9. CHEM FINAL Chapter 9 AmmoniaDocument21 pages1.9. CHEM FINAL Chapter 9 AmmoniaSudhanshuNo ratings yet
- Industrial TourDocument9 pagesIndustrial Tourridoy2146No ratings yet
- Ammonia Paper Little TheoryDocument59 pagesAmmonia Paper Little TheoryThabangNo ratings yet
- AcknowledgementDocument35 pagesAcknowledgementSaba HafeezNo ratings yet
- Ammonia Plant: 5) Instrumentation SystemDocument9 pagesAmmonia Plant: 5) Instrumentation SystemRindeshNo ratings yet
- Ammonia Production From Natural Gas-Haldor Topsoe ProcessDocument22 pagesAmmonia Production From Natural Gas-Haldor Topsoe ProcessYash BhimaniNo ratings yet
- Urea Plant Inspection (Sec 2)Document77 pagesUrea Plant Inspection (Sec 2)Mo LyNo ratings yet
- Conversion of MSW Transfer Stations Into Renewable Energy CentersDocument2 pagesConversion of MSW Transfer Stations Into Renewable Energy CentersJaime RamirezNo ratings yet
- 2002 Tech VarahaluDocument11 pages2002 Tech VarahaluMuhammad NaeemNo ratings yet
- Mass and Energy Balancing Calculations For Plant ChapterDocument50 pagesMass and Energy Balancing Calculations For Plant ChapterRamesh SoniNo ratings yet
- Reference Book On Chemical Eng 1Document363 pagesReference Book On Chemical Eng 1Belal Abduallh Naser86% (7)
- Ammonia PresentationDocument37 pagesAmmonia Presentationch0906851002100% (1)
- (Biotechnology in Agriculture, Industry and Medicine) Fernando Là Pez-Valdez, Fabián Fernández-luqueà O-Fertilizers - Components, PDFDocument326 pages(Biotechnology in Agriculture, Industry and Medicine) Fernando Là Pez-Valdez, Fabián Fernández-luqueà O-Fertilizers - Components, PDFbhupendra_10059iari100% (1)
- Brochure Ammonia SCR UhdeDocument16 pagesBrochure Ammonia SCR UhdeBaher ElsheikhNo ratings yet
- Ammonia Plant Description by Sohail Raza-2Document30 pagesAmmonia Plant Description by Sohail Raza-2Kade Kevin100% (1)
- Químicos Basados en El MetanoDocument22 pagesQuímicos Basados en El MetanoArianna PadillaNo ratings yet
- IFFCO Kalol Energy SavingDocument24 pagesIFFCO Kalol Energy SavingRajeshkumar ElangoNo ratings yet