
Economic Production Lot Size Model: Josef, Andrea Jessa C. Laplano, Fernalou
Economic Production Lot Size Model: Josef, Andrea Jessa C. Laplano, Fernalou
You might also like
- This Study Resource Was: Case 9-1: Penner Medical Products 1. (A)Document2 pagesThis Study Resource Was: Case 9-1: Penner Medical Products 1. (A)MartinAlejandroNo ratings yet
- Basketball PPT - PPTMDocument88 pagesBasketball PPT - PPTMnatalie clyde mates0% (1)
- CH 07Document45 pagesCH 07Xiaojie Cai100% (1)
- 10.3 Inventory Model With Planned Shortages 1Document24 pages10.3 Inventory Model With Planned Shortages 1natalie clyde matesNo ratings yet
- Earned Value Project Management (Fourth Edition)From EverandEarned Value Project Management (Fourth Edition)Rating: 1 out of 5 stars1/5 (2)
- What Is/are The Type/s of Layout Present in The Given Case?Document2 pagesWhat Is/are The Type/s of Layout Present in The Given Case?Marnelli Perez100% (2)
- Log (S20) - Inventory Models-2Document40 pagesLog (S20) - Inventory Models-2Aqib LatifNo ratings yet
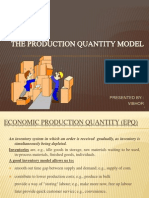
- Economic Production: A D D Y O U R T E X T H E R EDocument36 pagesEconomic Production: A D D Y O U R T E X T H E R EAimee ReenNo ratings yet
- Example (In Terms of Percentage)Document30 pagesExample (In Terms of Percentage)Anaya MalikNo ratings yet
- Production Order Quantity ModelDocument7 pagesProduction Order Quantity ModelJo MonNo ratings yet
- Inventory Control Models: EPL ModelDocument25 pagesInventory Control Models: EPL ModeldarmianaNo ratings yet
- Supply Chain Management (3rd Edition) : Managing Economies of Scale in The Supply Chain: Cycle InventoryDocument28 pagesSupply Chain Management (3rd Edition) : Managing Economies of Scale in The Supply Chain: Cycle InventoryCeceNo ratings yet
- Answer CH 7 Costs of ProductionDocument11 pagesAnswer CH 7 Costs of ProductionAurik IshNo ratings yet
- 8 Inventory SystemDocument48 pages8 Inventory SystemPollyNo ratings yet
- 8 Inventory SystemsDocument48 pages8 Inventory SystemsAngeline Nicole RegaladoNo ratings yet
- MRPDocument70 pagesMRPburanNo ratings yet
- Inventory ControlDocument7 pagesInventory Controlandov9No ratings yet
- Inventory IIDocument37 pagesInventory IISuraj MishraNo ratings yet
- Solutions For Chapter 6&7 Operations MGMTDocument14 pagesSolutions For Chapter 6&7 Operations MGMTleeladonNo ratings yet
- The EOQ ModelDocument13 pagesThe EOQ Modelsai ramanaNo ratings yet
- Silo - Tips Deterministic Inventory ModelsDocument20 pagesSilo - Tips Deterministic Inventory ModelsGwena AnneNo ratings yet
- Mock Final Exam S2023Document15 pagesMock Final Exam S2023Charlotte GillandersNo ratings yet
- 16 Appendix DDocument11 pages16 Appendix DRiswan RiswanNo ratings yet
- AE 413 Lecture 4 - Inventory Control Models 2023-2024Document16 pagesAE 413 Lecture 4 - Inventory Control Models 2023-2024Jamali AdamNo ratings yet
- P3 - InventoryControlDocument43 pagesP3 - InventoryControlamirah khansaNo ratings yet
- Chapter 5 Strategic Capacity PlanningDocument12 pagesChapter 5 Strategic Capacity PlanningColeNo ratings yet
- CostsDocument54 pagesCostsMahrukh MalikNo ratings yet
- Economic Order Quantity: E4-4 # 7, 8, 9, 10, 11 BaccayDocument25 pagesEconomic Order Quantity: E4-4 # 7, 8, 9, 10, 11 BaccayBrian TorresNo ratings yet
- B.E Analysis: Dr. Raza Ali KhanDocument7 pagesB.E Analysis: Dr. Raza Ali KhanMustajab KhanNo ratings yet
- Cost Theory (Microeconomics)Document59 pagesCost Theory (Microeconomics)iskandar12345No ratings yet
- Ch14 Inventory13Document22 pagesCh14 Inventory13ndc6105058No ratings yet
- Production Order Quantity ModelDocument65 pagesProduction Order Quantity ModelJatinder Gill100% (1)
- Chapter 2Document37 pagesChapter 2zelalem tesseraNo ratings yet
- NPTEL POMS Week 4 (2024) SolutionsDocument3 pagesNPTEL POMS Week 4 (2024) Solutionsnavneet kalantriNo ratings yet
- Chapter 4-Inventory Management PDFDocument19 pagesChapter 4-Inventory Management PDFNegaNo ratings yet
- Discussion QuestionsDocument17 pagesDiscussion QuestionsSriRahayuNo ratings yet
- CMA Chapter Six 1 - Process CostingDocument13 pagesCMA Chapter Six 1 - Process CostingnganduNo ratings yet
- A Quick Review On Chapter-5: ProductionDocument32 pagesA Quick Review On Chapter-5: ProductionKhaled Bin Shahabuddin ShagarNo ratings yet
- Chapter 4 Manufacturing Cost Estimation 3Document32 pagesChapter 4 Manufacturing Cost Estimation 3naaaNo ratings yet
- Inventory Management-Basic EOQ Model: Course: MBA/ 206 Production Operations Management Session No: 19Document11 pagesInventory Management-Basic EOQ Model: Course: MBA/ 206 Production Operations Management Session No: 19Laxmikant DeshmukhNo ratings yet
- Managerial Economics and Business Strategy - Ch. 5 - The Production Process and CostsDocument40 pagesManagerial Economics and Business Strategy - Ch. 5 - The Production Process and CostsRayhanNo ratings yet
- The Production Qauntity ModelDocument21 pagesThe Production Qauntity ModelVibhor AggarwalNo ratings yet
- SCM 13 InventoryDocument39 pagesSCM 13 InventoryVishesh khandelwalNo ratings yet
- Unit 7 - Cost and ProductionDocument25 pagesUnit 7 - Cost and ProductionRax-Nguajandja KapuireNo ratings yet
- Assignment 5Document2 pagesAssignment 5Pratik RajNo ratings yet
- CH 10 SMDocument17 pagesCH 10 SMNafisah MambuayNo ratings yet
- Chap015 Inventory ControlDocument43 pagesChap015 Inventory ControlKhushbu ChandnaniNo ratings yet
- Question1: What Is The EOQ and What Is The Lowest Total Cost?Document7 pagesQuestion1: What Is The EOQ and What Is The Lowest Total Cost?Ali Akand AsifNo ratings yet
- OPERATIONS MANAGEMENT-Inventory Models For Independent DemandDocument20 pagesOPERATIONS MANAGEMENT-Inventory Models For Independent DemandNina Oaip100% (1)
- Chap 015Document43 pagesChap 015Ponkiya AnkitNo ratings yet
- Type of CostDocument38 pagesType of CostNabeel BashirNo ratings yet
- Quantitative Analysis - Amtras.studentDocument12 pagesQuantitative Analysis - Amtras.studentFaridul AbedinNo ratings yet
- The Cost of Production: VC AVC VC Q QDocument5 pagesThe Cost of Production: VC AVC VC Q QSuprabhat TiwariNo ratings yet
- Inventory ControlDocument31 pagesInventory ControlAshish Chatrath100% (1)
- Inventory Systems For Independent DemandDocument27 pagesInventory Systems For Independent DemandShe BayambanNo ratings yet
- Managerial AccountingDocument11 pagesManagerial Accountingmiljane perdizoNo ratings yet
- Class Notes For Chapter 7Document19 pagesClass Notes For Chapter 7Omotara YusufNo ratings yet
- Inventory 2Document42 pagesInventory 2ganeshantreNo ratings yet
- Breakeven and EOQ Exercises (With Answers)Document6 pagesBreakeven and EOQ Exercises (With Answers)Charlene ChorNo ratings yet
- Inventory 1Document10 pagesInventory 1singarajusarathNo ratings yet
- BEPDocument8 pagesBEPHARMANJOT SINGHNo ratings yet
- Production and Maintenance Optimization Problems: Logistic Constraints and Leasing Warranty ServicesFrom EverandProduction and Maintenance Optimization Problems: Logistic Constraints and Leasing Warranty ServicesNo ratings yet
- Southern Marine Engineering Desk Reference: Second Edition Volume IFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume INo ratings yet
- Share RegistrarDocument10 pagesShare Registrarnatalie clyde matesNo ratings yet
- Profit MaximizationDocument24 pagesProfit Maximizationnatalie clyde matesNo ratings yet
- Money Market and Capital MarketDocument14 pagesMoney Market and Capital Marketnatalie clyde matesNo ratings yet
- Profit MaximizationDocument24 pagesProfit Maximizationnatalie clyde matesNo ratings yet
- Alternative Forms of BusOrgDocument16 pagesAlternative Forms of BusOrgnatalie clyde matesNo ratings yet
- Financial Management: Functions of Financial ManagerDocument9 pagesFinancial Management: Functions of Financial Managernatalie clyde matesNo ratings yet
- 5 Famous Filipino InventorsDocument39 pages5 Famous Filipino Inventorsnatalie clyde matesNo ratings yet
- Introduction To Financial Management Budget & BudgetingDocument34 pagesIntroduction To Financial Management Budget & Budgetingnatalie clyde matesNo ratings yet
- Goals of Financial Management-Valuation ApproachDocument9 pagesGoals of Financial Management-Valuation Approachnatalie clyde matesNo ratings yet
- Chapter 17 Review QuestionsDocument1 pageChapter 17 Review Questionsnatalie clyde matesNo ratings yet
- Concepts of GlobalizationDocument4 pagesConcepts of Globalizationnatalie clyde matesNo ratings yet
- Pahinungod - March 2021 - DesktopDocument29 pagesPahinungod - March 2021 - Desktopnatalie clyde matesNo ratings yet
- Module 9 - Earnings and Market Approach ValuationDocument46 pagesModule 9 - Earnings and Market Approach Valuationnatalie clyde matesNo ratings yet
- TechnologyDocument8 pagesTechnologynatalie clyde matesNo ratings yet
- World Modern Inventions: Today's TopicDocument21 pagesWorld Modern Inventions: Today's Topicnatalie clyde matesNo ratings yet
- Income Based Valuation Discounted Cash Flows Group 2Document90 pagesIncome Based Valuation Discounted Cash Flows Group 2natalie clyde mates100% (1)
- Chapter 1Document48 pagesChapter 1natalie clyde matesNo ratings yet
- Meaning of ScienceDocument7 pagesMeaning of Sciencenatalie clyde matesNo ratings yet
- E-Commerce: Kylie Shane Borje Natalie Clyde Mates Kim Cejie BolimaDocument30 pagesE-Commerce: Kylie Shane Borje Natalie Clyde Mates Kim Cejie Bolimanatalie clyde matesNo ratings yet
- TQM Chap 7Document9 pagesTQM Chap 7natalie clyde matesNo ratings yet
- (FABM) - Basic Accounting Concepts and The Financial StatementsDocument6 pages(FABM) - Basic Accounting Concepts and The Financial Statementsnatalie clyde matesNo ratings yet
- Basic Accounting Concepts: The Financial StatementsDocument7 pagesBasic Accounting Concepts: The Financial Statementsnatalie clyde matesNo ratings yet
- Module 6 Training Module On Material Management Final1Document28 pagesModule 6 Training Module On Material Management Final1miadjafar463No ratings yet
- BUS 302 Sample VIVA QUESTION AnsDocument5 pagesBUS 302 Sample VIVA QUESTION AnsJohn CarterNo ratings yet
- MAF651: Seminar 1 Material Requirements PlanningDocument4 pagesMAF651: Seminar 1 Material Requirements PlanningKhairul izzanNo ratings yet
- Inventory Policy and ProcedureDocument6 pagesInventory Policy and ProcedureAbhay SrivastavaNo ratings yet
- No. 16 Period Regular Overtime Subcontract Demand Forecast 1 500 50 120 550 2 500 50 120 700 3 500 50 100 750Document6 pagesNo. 16 Period Regular Overtime Subcontract Demand Forecast 1 500 50 120 550 2 500 50 120 700 3 500 50 100 750DavidWatakNo ratings yet
- SCM and OM DifferencesDocument7 pagesSCM and OM DifferencesNishiya ShakyaNo ratings yet
- Inventories Lower of Cost and Net Realizable Value Lower of Cost and Net Realizable Value Work in Process Inventory, Land Held For SaleDocument1 pageInventories Lower of Cost and Net Realizable Value Lower of Cost and Net Realizable Value Work in Process Inventory, Land Held For SaleMikoNo ratings yet
- Development For ProductionDocument6 pagesDevelopment For Productiongazer beamNo ratings yet
- Inventory Management: Supply Chain Management - Janat ShahDocument46 pagesInventory Management: Supply Chain Management - Janat ShahPreeti Jain-singhalNo ratings yet
- 1.material Management An Introduction - PPT - CMADocument15 pages1.material Management An Introduction - PPT - CMAHasim SaiyedNo ratings yet
- Inventory HowjekDocument7 pagesInventory Howjeksilent spritsNo ratings yet
- TutorQsandAs L4M7Document24 pagesTutorQsandAs L4M7Roshan100% (1)
- MCQ of OM MAMDocument4 pagesMCQ of OM MAMTushar TaleNo ratings yet
- LIFO or FIFO? That's The Question Case Summary and ISSUESDocument4 pagesLIFO or FIFO? That's The Question Case Summary and ISSUESBinodini SenNo ratings yet
- LIFO Method Periodic InvtyDocument9 pagesLIFO Method Periodic InvtyHassleBustNo ratings yet
- Mod 4Document8 pagesMod 4Pratish PorwalNo ratings yet
- Purchasing and Inventory ManagementDocument2 pagesPurchasing and Inventory ManagementvaniyaNo ratings yet
- Management PLANNINGEQUIPM, Inventory, CondemnationDocument8 pagesManagement PLANNINGEQUIPM, Inventory, CondemnationTripti PatelNo ratings yet
- Cost Accounting MaterialsDocument3 pagesCost Accounting MaterialsGeraldine FangoniloNo ratings yet
- At The Beginning of October Bowser Co S Inventory Consists ofDocument1 pageAt The Beginning of October Bowser Co S Inventory Consists ofMiroslav GegoskiNo ratings yet
- Assessing The Impact of Inventory Management and Control On The Profitability of An OrganizationDocument60 pagesAssessing The Impact of Inventory Management and Control On The Profitability of An OrganizationDaniel ObasiNo ratings yet
- 221ACC104 Materials MaterialDocument6 pages221ACC104 Materials MaterialLACONSAY, Nathalie B.No ratings yet
- DSWD NCR Audit Program Semi ExpendablesDocument4 pagesDSWD NCR Audit Program Semi ExpendablesAnn MarinNo ratings yet
- Sourcing and Procurement Interview QuestionsDocument4 pagesSourcing and Procurement Interview QuestionsMohit DudhmogreNo ratings yet
- Unit5 Part I InventoryDocument100 pagesUnit5 Part I InventoryMounisha g bNo ratings yet
- Ais Quiz 1Document2 pagesAis Quiz 1Jeonghan YoonNo ratings yet
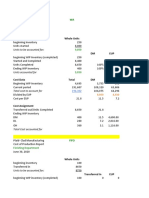
- Assembly Department: Whole UnitsDocument5 pagesAssembly Department: Whole UnitsSalvador BrionesNo ratings yet
- Quiz On Inventory - TheoriesDocument4 pagesQuiz On Inventory - TheoriesEms TeopeNo ratings yet










































































































Download as pdf or txt
You might also like
- This Study Resource Was: Case 9-1: Penner Medical Products 1. (A)Document2 pagesThis Study Resource Was: Case 9-1: Penner Medical Products 1. (A)MartinAlejandroNo ratings yet
- Basketball PPT - PPTMDocument88 pagesBasketball PPT - PPTMnatalie clyde mates0% (1)
- CH 07Document45 pagesCH 07Xiaojie Cai100% (1)
- 10.3 Inventory Model With Planned Shortages 1Document24 pages10.3 Inventory Model With Planned Shortages 1natalie clyde matesNo ratings yet
- Earned Value Project Management (Fourth Edition)From EverandEarned Value Project Management (Fourth Edition)Rating: 1 out of 5 stars1/5 (2)
- What Is/are The Type/s of Layout Present in The Given Case?Document2 pagesWhat Is/are The Type/s of Layout Present in The Given Case?Marnelli Perez100% (2)
- Log (S20) - Inventory Models-2Document40 pagesLog (S20) - Inventory Models-2Aqib LatifNo ratings yet
- Economic Production: A D D Y O U R T E X T H E R EDocument36 pagesEconomic Production: A D D Y O U R T E X T H E R EAimee ReenNo ratings yet
- Example (In Terms of Percentage)Document30 pagesExample (In Terms of Percentage)Anaya MalikNo ratings yet
- Production Order Quantity ModelDocument7 pagesProduction Order Quantity ModelJo MonNo ratings yet
- Inventory Control Models: EPL ModelDocument25 pagesInventory Control Models: EPL ModeldarmianaNo ratings yet
- Supply Chain Management (3rd Edition) : Managing Economies of Scale in The Supply Chain: Cycle InventoryDocument28 pagesSupply Chain Management (3rd Edition) : Managing Economies of Scale in The Supply Chain: Cycle InventoryCeceNo ratings yet
- Answer CH 7 Costs of ProductionDocument11 pagesAnswer CH 7 Costs of ProductionAurik IshNo ratings yet
- 8 Inventory SystemDocument48 pages8 Inventory SystemPollyNo ratings yet
- 8 Inventory SystemsDocument48 pages8 Inventory SystemsAngeline Nicole RegaladoNo ratings yet
- MRPDocument70 pagesMRPburanNo ratings yet
- Inventory ControlDocument7 pagesInventory Controlandov9No ratings yet
- Inventory IIDocument37 pagesInventory IISuraj MishraNo ratings yet
- Solutions For Chapter 6&7 Operations MGMTDocument14 pagesSolutions For Chapter 6&7 Operations MGMTleeladonNo ratings yet
- The EOQ ModelDocument13 pagesThe EOQ Modelsai ramanaNo ratings yet
- Silo - Tips Deterministic Inventory ModelsDocument20 pagesSilo - Tips Deterministic Inventory ModelsGwena AnneNo ratings yet
- Mock Final Exam S2023Document15 pagesMock Final Exam S2023Charlotte GillandersNo ratings yet
- 16 Appendix DDocument11 pages16 Appendix DRiswan RiswanNo ratings yet
- AE 413 Lecture 4 - Inventory Control Models 2023-2024Document16 pagesAE 413 Lecture 4 - Inventory Control Models 2023-2024Jamali AdamNo ratings yet
- P3 - InventoryControlDocument43 pagesP3 - InventoryControlamirah khansaNo ratings yet
- Chapter 5 Strategic Capacity PlanningDocument12 pagesChapter 5 Strategic Capacity PlanningColeNo ratings yet
- CostsDocument54 pagesCostsMahrukh MalikNo ratings yet
- Economic Order Quantity: E4-4 # 7, 8, 9, 10, 11 BaccayDocument25 pagesEconomic Order Quantity: E4-4 # 7, 8, 9, 10, 11 BaccayBrian TorresNo ratings yet
- B.E Analysis: Dr. Raza Ali KhanDocument7 pagesB.E Analysis: Dr. Raza Ali KhanMustajab KhanNo ratings yet
- Cost Theory (Microeconomics)Document59 pagesCost Theory (Microeconomics)iskandar12345No ratings yet
- Ch14 Inventory13Document22 pagesCh14 Inventory13ndc6105058No ratings yet
- Production Order Quantity ModelDocument65 pagesProduction Order Quantity ModelJatinder Gill100% (1)
- Chapter 2Document37 pagesChapter 2zelalem tesseraNo ratings yet
- NPTEL POMS Week 4 (2024) SolutionsDocument3 pagesNPTEL POMS Week 4 (2024) Solutionsnavneet kalantriNo ratings yet
- Chapter 4-Inventory Management PDFDocument19 pagesChapter 4-Inventory Management PDFNegaNo ratings yet
- Discussion QuestionsDocument17 pagesDiscussion QuestionsSriRahayuNo ratings yet
- CMA Chapter Six 1 - Process CostingDocument13 pagesCMA Chapter Six 1 - Process CostingnganduNo ratings yet
- A Quick Review On Chapter-5: ProductionDocument32 pagesA Quick Review On Chapter-5: ProductionKhaled Bin Shahabuddin ShagarNo ratings yet
- Chapter 4 Manufacturing Cost Estimation 3Document32 pagesChapter 4 Manufacturing Cost Estimation 3naaaNo ratings yet
- Inventory Management-Basic EOQ Model: Course: MBA/ 206 Production Operations Management Session No: 19Document11 pagesInventory Management-Basic EOQ Model: Course: MBA/ 206 Production Operations Management Session No: 19Laxmikant DeshmukhNo ratings yet
- Managerial Economics and Business Strategy - Ch. 5 - The Production Process and CostsDocument40 pagesManagerial Economics and Business Strategy - Ch. 5 - The Production Process and CostsRayhanNo ratings yet
- The Production Qauntity ModelDocument21 pagesThe Production Qauntity ModelVibhor AggarwalNo ratings yet
- SCM 13 InventoryDocument39 pagesSCM 13 InventoryVishesh khandelwalNo ratings yet
- Unit 7 - Cost and ProductionDocument25 pagesUnit 7 - Cost and ProductionRax-Nguajandja KapuireNo ratings yet
- Assignment 5Document2 pagesAssignment 5Pratik RajNo ratings yet
- CH 10 SMDocument17 pagesCH 10 SMNafisah MambuayNo ratings yet
- Chap015 Inventory ControlDocument43 pagesChap015 Inventory ControlKhushbu ChandnaniNo ratings yet
- Question1: What Is The EOQ and What Is The Lowest Total Cost?Document7 pagesQuestion1: What Is The EOQ and What Is The Lowest Total Cost?Ali Akand AsifNo ratings yet
- OPERATIONS MANAGEMENT-Inventory Models For Independent DemandDocument20 pagesOPERATIONS MANAGEMENT-Inventory Models For Independent DemandNina Oaip100% (1)
- Chap 015Document43 pagesChap 015Ponkiya AnkitNo ratings yet
- Type of CostDocument38 pagesType of CostNabeel BashirNo ratings yet
- Quantitative Analysis - Amtras.studentDocument12 pagesQuantitative Analysis - Amtras.studentFaridul AbedinNo ratings yet
- The Cost of Production: VC AVC VC Q QDocument5 pagesThe Cost of Production: VC AVC VC Q QSuprabhat TiwariNo ratings yet
- Inventory ControlDocument31 pagesInventory ControlAshish Chatrath100% (1)
- Inventory Systems For Independent DemandDocument27 pagesInventory Systems For Independent DemandShe BayambanNo ratings yet
- Managerial AccountingDocument11 pagesManagerial Accountingmiljane perdizoNo ratings yet
- Class Notes For Chapter 7Document19 pagesClass Notes For Chapter 7Omotara YusufNo ratings yet
- Inventory 2Document42 pagesInventory 2ganeshantreNo ratings yet
- Breakeven and EOQ Exercises (With Answers)Document6 pagesBreakeven and EOQ Exercises (With Answers)Charlene ChorNo ratings yet
- Inventory 1Document10 pagesInventory 1singarajusarathNo ratings yet
- BEPDocument8 pagesBEPHARMANJOT SINGHNo ratings yet
- Production and Maintenance Optimization Problems: Logistic Constraints and Leasing Warranty ServicesFrom EverandProduction and Maintenance Optimization Problems: Logistic Constraints and Leasing Warranty ServicesNo ratings yet
- Southern Marine Engineering Desk Reference: Second Edition Volume IFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume INo ratings yet
- Share RegistrarDocument10 pagesShare Registrarnatalie clyde matesNo ratings yet
- Profit MaximizationDocument24 pagesProfit Maximizationnatalie clyde matesNo ratings yet
- Money Market and Capital MarketDocument14 pagesMoney Market and Capital Marketnatalie clyde matesNo ratings yet
- Profit MaximizationDocument24 pagesProfit Maximizationnatalie clyde matesNo ratings yet
- Alternative Forms of BusOrgDocument16 pagesAlternative Forms of BusOrgnatalie clyde matesNo ratings yet
- Financial Management: Functions of Financial ManagerDocument9 pagesFinancial Management: Functions of Financial Managernatalie clyde matesNo ratings yet
- 5 Famous Filipino InventorsDocument39 pages5 Famous Filipino Inventorsnatalie clyde matesNo ratings yet
- Introduction To Financial Management Budget & BudgetingDocument34 pagesIntroduction To Financial Management Budget & Budgetingnatalie clyde matesNo ratings yet
- Goals of Financial Management-Valuation ApproachDocument9 pagesGoals of Financial Management-Valuation Approachnatalie clyde matesNo ratings yet
- Chapter 17 Review QuestionsDocument1 pageChapter 17 Review Questionsnatalie clyde matesNo ratings yet
- Concepts of GlobalizationDocument4 pagesConcepts of Globalizationnatalie clyde matesNo ratings yet
- Pahinungod - March 2021 - DesktopDocument29 pagesPahinungod - March 2021 - Desktopnatalie clyde matesNo ratings yet
- Module 9 - Earnings and Market Approach ValuationDocument46 pagesModule 9 - Earnings and Market Approach Valuationnatalie clyde matesNo ratings yet
- TechnologyDocument8 pagesTechnologynatalie clyde matesNo ratings yet
- World Modern Inventions: Today's TopicDocument21 pagesWorld Modern Inventions: Today's Topicnatalie clyde matesNo ratings yet
- Income Based Valuation Discounted Cash Flows Group 2Document90 pagesIncome Based Valuation Discounted Cash Flows Group 2natalie clyde mates100% (1)
- Chapter 1Document48 pagesChapter 1natalie clyde matesNo ratings yet
- Meaning of ScienceDocument7 pagesMeaning of Sciencenatalie clyde matesNo ratings yet
- E-Commerce: Kylie Shane Borje Natalie Clyde Mates Kim Cejie BolimaDocument30 pagesE-Commerce: Kylie Shane Borje Natalie Clyde Mates Kim Cejie Bolimanatalie clyde matesNo ratings yet
- TQM Chap 7Document9 pagesTQM Chap 7natalie clyde matesNo ratings yet
- (FABM) - Basic Accounting Concepts and The Financial StatementsDocument6 pages(FABM) - Basic Accounting Concepts and The Financial Statementsnatalie clyde matesNo ratings yet
- Basic Accounting Concepts: The Financial StatementsDocument7 pagesBasic Accounting Concepts: The Financial Statementsnatalie clyde matesNo ratings yet
- Module 6 Training Module On Material Management Final1Document28 pagesModule 6 Training Module On Material Management Final1miadjafar463No ratings yet
- BUS 302 Sample VIVA QUESTION AnsDocument5 pagesBUS 302 Sample VIVA QUESTION AnsJohn CarterNo ratings yet
- MAF651: Seminar 1 Material Requirements PlanningDocument4 pagesMAF651: Seminar 1 Material Requirements PlanningKhairul izzanNo ratings yet
- Inventory Policy and ProcedureDocument6 pagesInventory Policy and ProcedureAbhay SrivastavaNo ratings yet
- No. 16 Period Regular Overtime Subcontract Demand Forecast 1 500 50 120 550 2 500 50 120 700 3 500 50 100 750Document6 pagesNo. 16 Period Regular Overtime Subcontract Demand Forecast 1 500 50 120 550 2 500 50 120 700 3 500 50 100 750DavidWatakNo ratings yet
- SCM and OM DifferencesDocument7 pagesSCM and OM DifferencesNishiya ShakyaNo ratings yet
- Inventories Lower of Cost and Net Realizable Value Lower of Cost and Net Realizable Value Work in Process Inventory, Land Held For SaleDocument1 pageInventories Lower of Cost and Net Realizable Value Lower of Cost and Net Realizable Value Work in Process Inventory, Land Held For SaleMikoNo ratings yet
- Development For ProductionDocument6 pagesDevelopment For Productiongazer beamNo ratings yet
- Inventory Management: Supply Chain Management - Janat ShahDocument46 pagesInventory Management: Supply Chain Management - Janat ShahPreeti Jain-singhalNo ratings yet
- 1.material Management An Introduction - PPT - CMADocument15 pages1.material Management An Introduction - PPT - CMAHasim SaiyedNo ratings yet
- Inventory HowjekDocument7 pagesInventory Howjeksilent spritsNo ratings yet
- TutorQsandAs L4M7Document24 pagesTutorQsandAs L4M7Roshan100% (1)
- MCQ of OM MAMDocument4 pagesMCQ of OM MAMTushar TaleNo ratings yet
- LIFO or FIFO? That's The Question Case Summary and ISSUESDocument4 pagesLIFO or FIFO? That's The Question Case Summary and ISSUESBinodini SenNo ratings yet
- LIFO Method Periodic InvtyDocument9 pagesLIFO Method Periodic InvtyHassleBustNo ratings yet
- Mod 4Document8 pagesMod 4Pratish PorwalNo ratings yet
- Purchasing and Inventory ManagementDocument2 pagesPurchasing and Inventory ManagementvaniyaNo ratings yet
- Management PLANNINGEQUIPM, Inventory, CondemnationDocument8 pagesManagement PLANNINGEQUIPM, Inventory, CondemnationTripti PatelNo ratings yet
- Cost Accounting MaterialsDocument3 pagesCost Accounting MaterialsGeraldine FangoniloNo ratings yet
- At The Beginning of October Bowser Co S Inventory Consists ofDocument1 pageAt The Beginning of October Bowser Co S Inventory Consists ofMiroslav GegoskiNo ratings yet
- Assessing The Impact of Inventory Management and Control On The Profitability of An OrganizationDocument60 pagesAssessing The Impact of Inventory Management and Control On The Profitability of An OrganizationDaniel ObasiNo ratings yet
- 221ACC104 Materials MaterialDocument6 pages221ACC104 Materials MaterialLACONSAY, Nathalie B.No ratings yet
- DSWD NCR Audit Program Semi ExpendablesDocument4 pagesDSWD NCR Audit Program Semi ExpendablesAnn MarinNo ratings yet
- Sourcing and Procurement Interview QuestionsDocument4 pagesSourcing and Procurement Interview QuestionsMohit DudhmogreNo ratings yet
- Unit5 Part I InventoryDocument100 pagesUnit5 Part I InventoryMounisha g bNo ratings yet
- Ais Quiz 1Document2 pagesAis Quiz 1Jeonghan YoonNo ratings yet
- Assembly Department: Whole UnitsDocument5 pagesAssembly Department: Whole UnitsSalvador BrionesNo ratings yet
- Quiz On Inventory - TheoriesDocument4 pagesQuiz On Inventory - TheoriesEms TeopeNo ratings yet