Download as pdf or txt
You might also like
- Boeing 737-300 Transit CheckDocument6 pagesBoeing 737-300 Transit CheckUmer JavedNo ratings yet
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderFrom EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderRating: 5 out of 5 stars5/5 (2)
- The Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerFrom EverandThe Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerRating: 4 out of 5 stars4/5 (1)
- 141 Jazz Guitar LicksDocument114 pages141 Jazz Guitar LicksINTJason100% (5)
- Lab Session: 1: Problem StatementDocument9 pagesLab Session: 1: Problem StatementMaria MeharNo ratings yet
- BTM2133-Chapter 5 Application of Gauge BlockDocument26 pagesBTM2133-Chapter 5 Application of Gauge BlockAswaja313No ratings yet
- Muhammad Waqas Rafique Lecture # 3 Metrology & Quality Assurance (Lab)Document13 pagesMuhammad Waqas Rafique Lecture # 3 Metrology & Quality Assurance (Lab)Fatima AsifNo ratings yet
- AutomotiveDocument22 pagesAutomotiveKhey DorimanNo ratings yet
- Workshop Technology NotesDocument44 pagesWorkshop Technology NotesGeoffreyNo ratings yet
- Workshop Theory Tools and Equipment in Bench WorkDocument4 pagesWorkshop Theory Tools and Equipment in Bench WorkFelix De Los ReyesNo ratings yet
- Metrology 2 - Slip GuagesDocument14 pagesMetrology 2 - Slip GuagesShyam VimalKumarNo ratings yet
- Gauge BlockDocument6 pagesGauge BlockrexkingdomNo ratings yet
- 18-MCE-49 Lab Session 01Document5 pages18-MCE-49 Lab Session 01Waqar IbrahimNo ratings yet
- Metrology and MeasurementsDocument58 pagesMetrology and MeasurementsShishir Fawade75% (4)
- Linear MeasurementsDocument52 pagesLinear MeasurementsO20 0023 Chandrasekaran. S. [PT]No ratings yet
- Gauge BlockDocument7 pagesGauge Blockprakashrs295No ratings yet
- Metrology MT-252 All PracticalsDocument36 pagesMetrology MT-252 All PracticalsDee MecheeyNo ratings yet
- Metrology and Quality Assurance Lab: Department of Mechanical EngineeringDocument5 pagesMetrology and Quality Assurance Lab: Department of Mechanical EngineeringAliNo ratings yet
- Metrology (Atharv Sawant)Document9 pagesMetrology (Atharv Sawant)shashikantsawanttraderNo ratings yet
- Attachment 1 Guidance Note - GrinderDocument6 pagesAttachment 1 Guidance Note - GrinderShamsul Azhar MohdNo ratings yet
- Jigs GaugesDocument10 pagesJigs GaugesBarani KumarNo ratings yet
- Micrometer and Slip GaugeDocument17 pagesMicrometer and Slip GaugeKrishh GuptaNo ratings yet
- Linear MeasurmentDocument57 pagesLinear Measurmentlakhman93134No ratings yet
- Microtomy 1pdfDocument38 pagesMicrotomy 1pdfSneha KumariNo ratings yet
- Meterology and Measurements: UNIT-2Document15 pagesMeterology and Measurements: UNIT-2EssKayNo ratings yet
- Unit 1.1Document37 pagesUnit 1.1عبدالرحمن سيدNo ratings yet
- 3.metrology 153Document28 pages3.metrology 153alinader20022No ratings yet
- How To Get The Best From Your: Router CuttersDocument2 pagesHow To Get The Best From Your: Router CuttersArly Demenz'ionNo ratings yet
- Principles of Machine Shop Practices RSTDocument34 pagesPrinciples of Machine Shop Practices RSTJoel Kelly Cangrehilla MabaoNo ratings yet
- Micro TomesDocument35 pagesMicro TomesNakyanzi AngellaNo ratings yet
- Chapter 1Document5 pagesChapter 1Gaurav AgarwalNo ratings yet
- Lesson 1. Linear Measurement PDFDocument10 pagesLesson 1. Linear Measurement PDFVELASCO JULIE-ANN G.No ratings yet
- Area Measuring DeviceDocument20 pagesArea Measuring DeviceEmman PachecoNo ratings yet
- Experiment N 3Document4 pagesExperiment N 3G. Dancer GhNo ratings yet
- Linear MeasurementsDocument54 pagesLinear MeasurementsNaman Dave100% (1)
- Jigs and Fixtures DesignDocument12 pagesJigs and Fixtures DesignSandra AbancioNo ratings yet
- Measurement of Tapers: Type Equation HereDocument11 pagesMeasurement of Tapers: Type Equation Hereimma coverNo ratings yet
- Work 13Document17 pagesWork 13engineeradel2No ratings yet
- Q11What Are The Construction Requirement of A Good Sine BarDocument4 pagesQ11What Are The Construction Requirement of A Good Sine Baramal lohchabNo ratings yet
- Unit 4Document91 pagesUnit 4Kare DorathiNo ratings yet
- Plastic Fasteners Welding BondingDocument28 pagesPlastic Fasteners Welding BondingcfcshakerNo ratings yet
- Limit GaugesDocument68 pagesLimit Gaugesaneesh19inNo ratings yet
- Chapter1 Linearmeasurements 7 June 2020Document39 pagesChapter1 Linearmeasurements 7 June 2020Rayuth KEATNo ratings yet
- MetrologyDocument135 pagesMetrologySai Bharath Velpuri100% (3)
- Unit 3 Linear and Angular MeasurementsDocument22 pagesUnit 3 Linear and Angular Measurementsbhuyanuttam7No ratings yet
- Lecture 4, 5, 6 - 7Document52 pagesLecture 4, 5, 6 - 7Islamic Production.No ratings yet
- Computer Aided Engineering: Click To Edit Master Title StyleDocument12 pagesComputer Aided Engineering: Click To Edit Master Title StyleAmit RajakNo ratings yet
- MEC 112 Lectures 20182019Document54 pagesMEC 112 Lectures 20182019vargas100% (4)
- Lab Manual MetrologyDocument21 pagesLab Manual MetrologyNavneet PAnde100% (3)
- ReamersDocument10 pagesReamersamraiman2004aNo ratings yet
- Design of Permanent Joints RivetsDocument37 pagesDesign of Permanent Joints RivetsAmunyela FelistasNo ratings yet
- Notes On Module 7Document38 pagesNotes On Module 7raj mohanNo ratings yet
- Chapter II (Continuation) : Description of Irregularities in Rubber GoodsDocument34 pagesChapter II (Continuation) : Description of Irregularities in Rubber GoodsKelt NoltuNo ratings yet
- 2 Topic ELECTRICAL TOOLS With Knec Past QuestionsDocument6 pages2 Topic ELECTRICAL TOOLS With Knec Past QuestionsJacjson RuhiuNo ratings yet
- SealSDocument63 pagesSealSAnonymous fQAeGFNo ratings yet
- MQC PDFDocument25 pagesMQC PDFVK DNo ratings yet
- Government Polytechnic Muzaffarpur: Lab Manual of Metrology & Quality Control Lab SUBJECT CODE - 1625506Document25 pagesGovernment Polytechnic Muzaffarpur: Lab Manual of Metrology & Quality Control Lab SUBJECT CODE - 1625506VK D0% (1)
- Manufacturing1 Lab5Document9 pagesManufacturing1 Lab5Khadija AlkaabiNo ratings yet
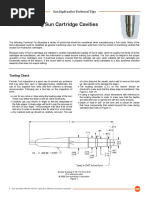
- Manufacturing Sun Cartridge Cavities: Tooling CheckDocument5 pagesManufacturing Sun Cartridge Cavities: Tooling CheckxxshNo ratings yet
- Inspecting Tools Tod Gabeheart1Document3 pagesInspecting Tools Tod Gabeheart1RetselisitsoeNo ratings yet
- Chainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosFrom EverandChainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosNo ratings yet
- Ultimate Guide to Basements, Attics & Garages, 3rd Revised Edition: Step-by-Step Projects for Adding Space without Adding onFrom EverandUltimate Guide to Basements, Attics & Garages, 3rd Revised Edition: Step-by-Step Projects for Adding Space without Adding onNo ratings yet
- Effect of Celebrity Endorsement On Consumers: A Study of Selected FMCG ProductsDocument221 pagesEffect of Celebrity Endorsement On Consumers: A Study of Selected FMCG ProductsAbdul Rahim Qadri RazviNo ratings yet
- Makeshift Arsenal by LoweryDocument37 pagesMakeshift Arsenal by LoweryD50% (2)
- Spe 199993 MSDocument28 pagesSpe 199993 MSHussam AgabNo ratings yet
- Republic Act No. 10591) An Act Providing For A Comprehensive Law On Firearms and Ammunition and Providing Penalties For Violations ThereofDocument2 pagesRepublic Act No. 10591) An Act Providing For A Comprehensive Law On Firearms and Ammunition and Providing Penalties For Violations ThereofLiMaLi ClitarNo ratings yet
- SPWLA Log IntegrationDocument14 pagesSPWLA Log IntegrationpahlawankemalemanNo ratings yet
- Secure QR Code System: Raed M. Bani-Hani Yarub A. Wahsheh Mohammad B. Al-SarhanDocument6 pagesSecure QR Code System: Raed M. Bani-Hani Yarub A. Wahsheh Mohammad B. Al-SarhanAnonymous HeroNo ratings yet
- Office THE: OF SecretaryDocument9 pagesOffice THE: OF SecretaryAling KinaiNo ratings yet
- How Index Fossils Help Define Geologic TimeDocument2 pagesHow Index Fossils Help Define Geologic Timelasxdkasdas sdadwdacNo ratings yet
- Xoco Bistro MainMenu PDFDocument2 pagesXoco Bistro MainMenu PDFDaniel GerzinaNo ratings yet
- LinkBelt 108H5Document20 pagesLinkBelt 108H5amirNo ratings yet
- Lesson Plan in TLE 10Document31 pagesLesson Plan in TLE 10jan rose samsonaNo ratings yet
- IMMI Grant NotificationDocument4 pagesIMMI Grant NotificationAngeline GarciaNo ratings yet
- Captcha SeminarDocument35 pagesCaptcha SeminarSachin ItgampalliNo ratings yet
- Child 210 Collaborative Quest Team Project GuidelinesDocument2 pagesChild 210 Collaborative Quest Team Project GuidelinesDominique ArguellesNo ratings yet
- Lesson Plan Ds 8603Document7 pagesLesson Plan Ds 8603sramalingam288953No ratings yet
- Ixys P-Channel Power Mosfets and Applications Abdus Sattar, Kyoung-Wook Seok, Ixan0064Document14 pagesIxys P-Channel Power Mosfets and Applications Abdus Sattar, Kyoung-Wook Seok, Ixan0064Kikuvi JohnNo ratings yet
- HRM Section A and C Case HHUPD-1-3Document3 pagesHRM Section A and C Case HHUPD-1-3vijay kumarNo ratings yet
- Lecture 4: Overview: Principles For Implementing Lean ManufacturingDocument20 pagesLecture 4: Overview: Principles For Implementing Lean Manufacturingthedjoss2000No ratings yet
- Plagiarism Prevention Software: TurnitinDocument24 pagesPlagiarism Prevention Software: TurnitinJoshua QuayeNo ratings yet
- CASO 2 - Guia EstudianteDocument5 pagesCASO 2 - Guia EstudianteMishe MontenegroNo ratings yet
- Deep Nightly FathomsDocument44 pagesDeep Nightly FathomsMaria Guarneri67% (3)
- Murphybed dn1117Document17 pagesMurphybed dn1117mcvelli40100% (2)
- Matrix - An IntroductionDocument10 pagesMatrix - An IntroductionMajid AbNo ratings yet
- Learning & Development Activity Enrollment Form: Employee-Applicant DataDocument17 pagesLearning & Development Activity Enrollment Form: Employee-Applicant DataEvelyn dela CruzNo ratings yet
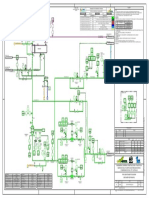
- HE-210 P-2604A-B - DEBUTANIZER FEED PREHEATING - Rev 0CxDocument1 pageHE-210 P-2604A-B - DEBUTANIZER FEED PREHEATING - Rev 0CxMariaNo ratings yet
- Passive VoiceDocument2 pagesPassive Voicenguyen hong phuong63% (19)
- NKK Handbook For ISM AuditsDocument29 pagesNKK Handbook For ISM Auditsbill baileyNo ratings yet
- TRA Parameters Audit 2G+3G+4G - 2015Document8 pagesTRA Parameters Audit 2G+3G+4G - 2015Muntazir MehdiNo ratings yet