Download as pdf or txt
You might also like
- Differentiation of Self Inventory PDFDocument12 pagesDifferentiation of Self Inventory PDFCaulfield DariaNo ratings yet
- 7.1. Count:: Weaving Calculation & Useful FormulasDocument12 pages7.1. Count:: Weaving Calculation & Useful FormulaskreeshnuNo ratings yet
- Chapter 6Document13 pagesChapter 6hrfjbjrfrfNo ratings yet
- KR1025 US File Specifications - Updated 2011-JanDocument62 pagesKR1025 US File Specifications - Updated 2011-JanMag MarinaNo ratings yet
- Yarn Manufacturing 2Document16 pagesYarn Manufacturing 2Muhammad Farooq Kokab60% (5)
- Fundamentals of Yarn Technology: Learning ObjectivesDocument14 pagesFundamentals of Yarn Technology: Learning ObjectivesSalimNo ratings yet
- Engineering MechanicsDocument1 pageEngineering MechanicshawNo ratings yet
- Learn Textile0Document208 pagesLearn Textile0Hassan ShahzadNo ratings yet
- Determination of Yarn Count by Using Warp Reel MachineDocument7 pagesDetermination of Yarn Count by Using Warp Reel MachineNaimul HasanNo ratings yet
- 纺纱学双语Document653 pages纺纱学双语Gizachew Zeleke100% (1)
- Chapter - Three: Yarn Count, Yarn Twist and Tensile TestingDocument57 pagesChapter - Three: Yarn Count, Yarn Twist and Tensile TestingGadisa AbrahimNo ratings yet
- Unraveling The Mystery of Thread SizeDocument5 pagesUnraveling The Mystery of Thread SizeChaminda JayaweeraNo ratings yet
- Yarn Technology and Qu AlityDocument653 pagesYarn Technology and Qu AlityYashi ShekharNo ratings yet
- Yarn Numbering SystemsDocument10 pagesYarn Numbering Systemsdr tamerNo ratings yet
- Untitled PDFDocument6 pagesUntitled PDFany nameNo ratings yet
- Forced Convection Lab Report PDFDocument6 pagesForced Convection Lab Report PDFAshtiGosineNo ratings yet
- Weaving CalculationDocument5 pagesWeaving CalculationSekhar DasNo ratings yet
- Textile Production DocumentDocument10 pagesTextile Production DocumentMukesh JangraNo ratings yet
- New Microsoft Office Word DocumentDocument26 pagesNew Microsoft Office Word DocumentVeera Kumar100% (1)
- Tex FormulaDocument11 pagesTex FormulaThangaraj Goldking0% (1)
- Dtex of Various MaterialDocument3 pagesDtex of Various Materialdarsh2001patelNo ratings yet
- Strength of Plant FibreDocument7 pagesStrength of Plant Fibrezaiy100% (1)
- Numerical Problems PDFDocument5 pagesNumerical Problems PDFGizachew ZelekeNo ratings yet
- Fundamentals of Yarn Technology: Learning ObjectivesDocument16 pagesFundamentals of Yarn Technology: Learning Objectivesdwidha100% (1)
- Yarn Diameter, Specific Volume and Packing Density: N.Balasubramanian Retd. Jt. Director (BTRA) and ConsultantDocument28 pagesYarn Diameter, Specific Volume and Packing Density: N.Balasubramanian Retd. Jt. Director (BTRA) and ConsultantAshok ShanmugamNo ratings yet
- Soil Mechanics Lab Report 5 and 6Document12 pagesSoil Mechanics Lab Report 5 and 6api-510012804No ratings yet
- Yarn Linear Density Definition of Yarn CountDocument16 pagesYarn Linear Density Definition of Yarn CounthemontoNo ratings yet
- MicrofilterDocument17 pagesMicrofilterArrianne Jaye MataNo ratings yet
- Practical 1 - Muhammad Nasri Bin Muhammad AliDocument10 pagesPractical 1 - Muhammad Nasri Bin Muhammad AliSN1-0619 Muhammad Nasri Bin Muhammad AliNo ratings yet
- Morada PHYs101L-A12 Report 4Document5 pagesMorada PHYs101L-A12 Report 4Renchie MoradaNo ratings yet
- Weaving Calculation & Useful Formulas:: 1. CountDocument13 pagesWeaving Calculation & Useful Formulas:: 1. CountMusa Miah0% (1)
- Explaining TextilesDocument109 pagesExplaining TextilesGOWTHAM CHANDRUNo ratings yet
- Job, Viva, Interview Questions For Textile EngineersDocument86 pagesJob, Viva, Interview Questions For Textile EngineersMazedul Hasan Shishir100% (8)
- EE 805 Basics Engineering Materials (Oct 20, 21, 2016)Document61 pagesEE 805 Basics Engineering Materials (Oct 20, 21, 2016)Hina ImtiazNo ratings yet
- Exercise Optical Fibre CommunicationDocument9 pagesExercise Optical Fibre CommunicationFlorist ScaNo ratings yet
- Ticket Number BP 24Document2 pagesTicket Number BP 24Ashish GuptaNo ratings yet
- Division of Science: MathematicsDocument26 pagesDivision of Science: Mathematics1 Vallanta, Jonathan Jr. P.No ratings yet
- 06 Compare The Single Yarn Strength of 100% Cotton Staple Spun Yarn at Two Different Twist Levels.Document6 pages06 Compare The Single Yarn Strength of 100% Cotton Staple Spun Yarn at Two Different Twist Levels.RAZA KhnNo ratings yet
- Module 1Document17 pagesModule 1Kenth Godfrei DoctoleroNo ratings yet
- Sample ComputationDocument5 pagesSample ComputationTetsuya OkazakiNo ratings yet
- Chapter 1 Stu - Particle TechnologyDocument22 pagesChapter 1 Stu - Particle TechnologyjiejiearyNo ratings yet
- Fiber and YarnDocument38 pagesFiber and YarnPutri Mayangsari100% (1)
- Faq of Module5Document7 pagesFaq of Module5sarangNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument17 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsAshwin ThakkarNo ratings yet
- Count of Warp YarnDocument5 pagesCount of Warp YarnTauqeer RazaNo ratings yet
- 2.3 YARN - MFG 2MBADocument60 pages2.3 YARN - MFG 2MBAKAWSER RAFINo ratings yet
- Yarn Twist TTQC 1 Lecturer, TE Dept of BUFTDocument9 pagesYarn Twist TTQC 1 Lecturer, TE Dept of BUFTcario galleryNo ratings yet
- Classification & Yarn NumberingDocument21 pagesClassification & Yarn NumberingMewar FashionsNo ratings yet
- CSS Weft Selection Guide V2.0Document20 pagesCSS Weft Selection Guide V2.0teryNo ratings yet
- Crushing, Grinding and CievingDocument7 pagesCrushing, Grinding and CievingMd Sohel RanaNo ratings yet
- Spinning Maths-1Document12 pagesSpinning Maths-1tsukuyomi03No ratings yet
- Assignment On Determination of Yarn CountDocument8 pagesAssignment On Determination of Yarn CountZAyedNo ratings yet
- Yarn Count Measurement SystemDocument6 pagesYarn Count Measurement SystemMuhammad Jafor IqbalNo ratings yet
- QuestionsDocument37 pagesQuestionsBalaji Raja RajanNo ratings yet
- Table of Contents Template Word 05Document26 pagesTable of Contents Template Word 05Ro'a ShehadehNo ratings yet
- Note Polyster FiberDocument16 pagesNote Polyster FiberMohammed Atiqul Hoque ChowdhuryNo ratings yet
- HT302 C3bDocument17 pagesHT302 C3bAnuj BhawsarNo ratings yet
- Cloth Cover FactorDocument16 pagesCloth Cover FactorkritiNo ratings yet
- Ultrafine High Performance Polyethylene FibersDocument11 pagesUltrafine High Performance Polyethylene FibersUjjwal FinanceNo ratings yet
- Yarn Numbering - Count Lecture1Document11 pagesYarn Numbering - Count Lecture1Muhammad SagheerNo ratings yet
- FatigDocument15 pagesFatigapi-3733260No ratings yet
- Textile Physics-Ii NoteDocument61 pagesTextile Physics-Ii NoteMd. Moshiur Rahman67% (3)
- 1 s2.0 S246802302100688X MainDocument9 pages1 s2.0 S246802302100688X MainhawNo ratings yet
- Synthesis and Characterization of Sol-Gel Alumina NanofibersDocument10 pagesSynthesis and Characterization of Sol-Gel Alumina NanofibershawNo ratings yet
- Sol-Gel Process For Synthesis of Nanoparticles and Applications ThereofDocument5 pagesSol-Gel Process For Synthesis of Nanoparticles and Applications ThereofhawNo ratings yet
- Smart Breathable Fabric: N S. S, M J A K. ADocument17 pagesSmart Breathable Fabric: N S. S, M J A K. AhawNo ratings yet
- The Use of Statistical Techniques To Study The Machine Parameters Affecting The Properties of 3D Printed Cotton/polylactic Acid FabricsDocument10 pagesThe Use of Statistical Techniques To Study The Machine Parameters Affecting The Properties of 3D Printed Cotton/polylactic Acid FabricshawNo ratings yet
- أسئلة وأجوبة فى النسيجDocument17 pagesأسئلة وأجوبة فى النسيجhawNo ratings yet
- 1 s2.0 S2238785421001617 MainDocument13 pages1 s2.0 S2238785421001617 MainhawNo ratings yet
- Istanbul Technical University Graduate School of Science Engineering and TechnologyDocument121 pagesIstanbul Technical University Graduate School of Science Engineering and TechnologyhawNo ratings yet
- 1 s2.0 S0014305722000441 MainDocument11 pages1 s2.0 S0014305722000441 MainhawNo ratings yet
- Effect of Yarn Twist On Young's Modulus of Fully-Green Composites Reinforced With Ramie Woven FabricsDocument8 pagesEffect of Yarn Twist On Young's Modulus of Fully-Green Composites Reinforced With Ramie Woven FabricshawNo ratings yet
- 1 s2.0 S0141813021000076 MainDocument8 pages1 s2.0 S0141813021000076 MainhawNo ratings yet
- Moisture Vapor Permeability and Thermal Wear ComfortDocument24 pagesMoisture Vapor Permeability and Thermal Wear ComforthawNo ratings yet
- مهم1Document33 pagesمهم1hawNo ratings yet
- Dimensional StabilityDocument10 pagesDimensional StabilityhawNo ratings yet
- Development of A Multifunctional Intelligent Elbow Brace (MIEB) Using A Knitted Textile Strain SensorDocument9 pagesDevelopment of A Multifunctional Intelligent Elbow Brace (MIEB) Using A Knitted Textile Strain SensorhawNo ratings yet
- To Study Effect of Comber Noil Percentage On Yarn Quality: ArticleDocument12 pagesTo Study Effect of Comber Noil Percentage On Yarn Quality: ArticlehawNo ratings yet
- Fundamentals of The Fibrous MaterialsDocument36 pagesFundamentals of The Fibrous MaterialshawNo ratings yet
- Archives of Psychiatric Nursing: Gulay Tasdemir Yigitoglu, Atakan Yilmaz, Halis YilmazDocument7 pagesArchives of Psychiatric Nursing: Gulay Tasdemir Yigitoglu, Atakan Yilmaz, Halis YilmazhawNo ratings yet
- تقييم القلق- الاكتئاب والتور لدى الأفراد المصابيين بكورونا وأسرهمDocument6 pagesتقييم القلق- الاكتئاب والتور لدى الأفراد المصابيين بكورونا وأسرهمhawNo ratings yet
- LS CHEMISTRY CO.,LTD, Basic Organic Chemicals, EgyptDocument2 pagesLS CHEMISTRY CO.,LTD, Basic Organic Chemicals, EgypthawNo ratings yet
- Innovative Management Strategies in The Rental System For The Example of A Professional Manufacturer of Protective Clothing and WorkwearDocument5 pagesInnovative Management Strategies in The Rental System For The Example of A Professional Manufacturer of Protective Clothing and WorkwearhawNo ratings yet
- Journal of Clinical NeuroscienceDocument4 pagesJournal of Clinical NeurosciencehawNo ratings yet
- Boiling Water ShrinkageDocument1 pageBoiling Water ShrinkagehawNo ratings yet
- Properties: Length PhysicalDocument8 pagesProperties: Length PhysicalhawNo ratings yet
- Assessment of Liquefaction Susceptibility of Fine Grained Soils Bray - SancioDocument187 pagesAssessment of Liquefaction Susceptibility of Fine Grained Soils Bray - SancioFernando ChiribogaNo ratings yet
- Gujarat Technological UniversityDocument2 pagesGujarat Technological Universityfeyayel990No ratings yet
- Hyponatremia in Cirrhosis: Pathogenesis, Clinical Significance, and ManagementDocument48 pagesHyponatremia in Cirrhosis: Pathogenesis, Clinical Significance, and ManagementrlagamNo ratings yet
- SE Modbus Basic Nodes User ManualDocument68 pagesSE Modbus Basic Nodes User ManualAlejandro RoalcabaNo ratings yet
- Coincidence or Suppression of The Self-Powering Battery 2Document5 pagesCoincidence or Suppression of The Self-Powering Battery 2wes_aussyNo ratings yet
- Inplant Training: Diploma in Civil Engineering ProgrammeDocument42 pagesInplant Training: Diploma in Civil Engineering ProgrammeANUSHA DS0% (1)
- Multiple Access Techniques For Wireless Communications (MAT)Document2 pagesMultiple Access Techniques For Wireless Communications (MAT)ladduNo ratings yet
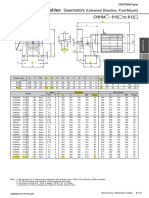
- Motoreductor CNHM8-6125-15 PDFDocument1 pageMotoreductor CNHM8-6125-15 PDFIH MedranoNo ratings yet
- Biggs What The Student DoesDocument19 pagesBiggs What The Student DoesmittoteNo ratings yet
- Basic Properties of Circles (2) : Multiple-Choices QuestionsDocument13 pagesBasic Properties of Circles (2) : Multiple-Choices QuestionsJimmy LauNo ratings yet
- AWS Flow Framework For Java: Developer Guide API Version 2012-01-25Document142 pagesAWS Flow Framework For Java: Developer Guide API Version 2012-01-25MULINTI VARI BALACHANDRA REDDYNo ratings yet
- HarwellDocument11 pagesHarwellLuis Antonio CNo ratings yet
- Imagine Autosync: User'S Guide December 2010Document69 pagesImagine Autosync: User'S Guide December 2010Hatzel Ortiz BonettNo ratings yet
- Davis Et Al., 2005 (IMP)Document10 pagesDavis Et Al., 2005 (IMP)Xenon ArgonNo ratings yet
- 2020 Lithium-Ion Battery Aging Mechanisms and Diagnosis Method For Automotive Applications Recent Advances and PerspectivesDocument14 pages2020 Lithium-Ion Battery Aging Mechanisms and Diagnosis Method For Automotive Applications Recent Advances and PerspectivesJerry WuNo ratings yet
- Fewer Gels MeanDocument2 pagesFewer Gels MeanjuscoNo ratings yet
- Galaxy G1Document2 pagesGalaxy G1van mbjNo ratings yet
- Chapter 5Document26 pagesChapter 5yohans shegawNo ratings yet
- Used Cars Tableau AnalyticsDocument9 pagesUsed Cars Tableau AnalyticsTime SaveNo ratings yet
- Formal Languages, Automata and Computation: Slides For 15-453 Lecture 1 Fall 2015 1 / 25Document56 pagesFormal Languages, Automata and Computation: Slides For 15-453 Lecture 1 Fall 2015 1 / 25Wasim HezamNo ratings yet
- Klocke Kroemer ICG15Document11 pagesKlocke Kroemer ICG15ranim najibNo ratings yet
- Chapter 06 Pressure Losses in The Circulating SystemDocument22 pagesChapter 06 Pressure Losses in The Circulating SystemAbrar HassanNo ratings yet
- ED Multiple Choice QuestionsDocument7 pagesED Multiple Choice QuestionsLaxmireddy Peram43% (7)
- 50481C, Analog Devices 3B Backplane Power Supplies AEROJETDocument7 pages50481C, Analog Devices 3B Backplane Power Supplies AEROJETenticoNo ratings yet
- Dali RC Basic So Control UnitDocument21 pagesDali RC Basic So Control Unitdwi wahyu sugiartoNo ratings yet
- Wire Gauge and Current LimitsDocument3 pagesWire Gauge and Current LimitssreelakshmisnrNo ratings yet
- Apxvf18 C A20Document2 pagesApxvf18 C A20JCARLOS COLQUENo ratings yet