Download as pdf or txt
You might also like
- Experiment 5 Determination of Caffeine 2020Document4 pagesExperiment 5 Determination of Caffeine 2020FYNo ratings yet
- Conference Proceedings - Vol3 - Short Paper - Final PDFDocument336 pagesConference Proceedings - Vol3 - Short Paper - Final PDFAdriana MuñozNo ratings yet
- PHD Progress Presentation TemplateDocument11 pagesPHD Progress Presentation TemplateAisha QamarNo ratings yet
- Tvet in BruneiDocument17 pagesTvet in Bruneiarchim_azymaNo ratings yet
- Flame PhotometryDocument7 pagesFlame PhotometryArtemis ZNo ratings yet
- PE Lab ManualDocument88 pagesPE Lab ManualVarun kariyaNo ratings yet
- Chicken Ileum For Experiments PDFDocument4 pagesChicken Ileum For Experiments PDFShardendu MishraNo ratings yet
- Pharmaceutical NecessitiesDocument6 pagesPharmaceutical NecessitiesApurba Sarker ApuNo ratings yet
- Rheology Unit 2Document69 pagesRheology Unit 2Shivani SinghNo ratings yet
- Principles of FTIR SpectrosDocument6 pagesPrinciples of FTIR SpectrosYen Ling NgNo ratings yet
- Assay of Chloroquine Phosphate Experiment No.: Date: Aim: To Perform The Assay of Chloroquine Phosphate. Reference: RequirementsDocument3 pagesAssay of Chloroquine Phosphate Experiment No.: Date: Aim: To Perform The Assay of Chloroquine Phosphate. Reference: RequirementsDinesh ThakkarNo ratings yet
- Practical Sulphonamides by ColorimetryDocument9 pagesPractical Sulphonamides by ColorimetryDr Nilesh PatelNo ratings yet
- Chromatography PDFDocument58 pagesChromatography PDFsanjeev khanalNo ratings yet
- Volume MSMTDocument13 pagesVolume MSMTMay Ann GregorioNo ratings yet
- Problem Set 13 and 14Document6 pagesProblem Set 13 and 14sophia del rosario100% (1)
- Computer SimulationDocument31 pagesComputer SimulationShivangi VermaNo ratings yet
- 41 Symplocos Racemosa - MonographDocument9 pages41 Symplocos Racemosa - MonographMSKCNo ratings yet
- POC-1, University Question PaperDocument8 pagesPOC-1, University Question Papersatheeshpharma6No ratings yet
- MicromereticsDocument11 pagesMicromereticsAbida Noureen0% (1)
- Microbial GeneticsDocument7 pagesMicrobial Geneticsshrey chaudharyNo ratings yet
- Precipitation TitrationsDocument11 pagesPrecipitation TitrationsSURESHNo ratings yet
- UNIT I: Benzene and Its Derivatives: Analytical, Synthetic and Other Evidences in The Derivation of Structure of BenzeneDocument17 pagesUNIT I: Benzene and Its Derivatives: Analytical, Synthetic and Other Evidences in The Derivation of Structure of BenzenedrufugadeamcpNo ratings yet
- Controlled Drug Delivery System3 Class NotesDocument41 pagesControlled Drug Delivery System3 Class NotesPrakritiNo ratings yet
- Metabolic Pathways in Higher Plants and Their Determination: Unit-IDocument8 pagesMetabolic Pathways in Higher Plants and Their Determination: Unit-ISarvan ManiNo ratings yet
- Colorimeter PDFDocument9 pagesColorimeter PDFEnrique VidalNo ratings yet
- Review Hyphenation in Sample Preparation: Advancement From The Micro To The Nano WorldDocument14 pagesReview Hyphenation in Sample Preparation: Advancement From The Micro To The Nano WorldNoorfatimah YahayaNo ratings yet
- FlourimetryDocument46 pagesFlourimetryRekha Sundar89% (9)
- Lab02 PDFDocument12 pagesLab02 PDFSiddharth KumraNo ratings yet
- Chapter3 IR1Document34 pagesChapter3 IR1dokdangNo ratings yet
- Uv Visible Spectrophotometric Method Development and Validation of Assay of Paracetamol Tablet Formulation 2155 9872.1000151Document9 pagesUv Visible Spectrophotometric Method Development and Validation of Assay of Paracetamol Tablet Formulation 2155 9872.1000151Delfin VqqNo ratings yet
- Controlled and Sustained Release DosageDocument14 pagesControlled and Sustained Release DosageMehak Lubana100% (1)
- Amity Institute of Pharmacy: B Pharm Ist Semester Pharmaceutical Analysis Pawan Kumar GuptaDocument35 pagesAmity Institute of Pharmacy: B Pharm Ist Semester Pharmaceutical Analysis Pawan Kumar Guptapawan kumar guptaNo ratings yet
- Swami Vivekanand College of Pharmacy, IndoreDocument4 pagesSwami Vivekanand College of Pharmacy, IndoreShubham waniNo ratings yet
- Chapter 7-Titrations (Taking Adv. of Stoich. Reactions)Document24 pagesChapter 7-Titrations (Taking Adv. of Stoich. Reactions)vada_soNo ratings yet
- Advanced Organic Chemistry-I (MPC 102T) Unit-I: Rearrangement ReactionDocument5 pagesAdvanced Organic Chemistry-I (MPC 102T) Unit-I: Rearrangement Reactionumme sultana LimaNo ratings yet
- GRDDSDocument16 pagesGRDDSRavirajsinh GohilNo ratings yet
- Practical Lab Manual: Pharmacology - Iii B. PharmDocument16 pagesPractical Lab Manual: Pharmacology - Iii B. PharmPrincipal, Spectrum Hi Pharmacy College, SultanpurNo ratings yet
- Polymers (Unit I) 7th SemesterDocument13 pagesPolymers (Unit I) 7th SemesterPrinceNo ratings yet
- Nephloturbidometry: Assignment Report ONDocument11 pagesNephloturbidometry: Assignment Report ONKaran BhojwaniNo ratings yet
- Regime Analysis and Scale DownDocument13 pagesRegime Analysis and Scale Downtiffanyyy000% (1)
- SEMINARDocument16 pagesSEMINARChaithra ShreeNo ratings yet
- Measurement of BioavailabilityDocument5 pagesMeasurement of BioavailabilityHritik Chaubey100% (1)
- ISONIAZIDDocument3 pagesISONIAZIDnightfox2No ratings yet
- Pharmaceutical Chemistry Chapter 11 Important QuestionsDocument7 pagesPharmaceutical Chemistry Chapter 11 Important QuestionsMahesh Kokne100% (1)
- Assay of Magnesium SulfateDocument1 pageAssay of Magnesium Sulfatefaith100% (1)
- Asymmetric Synthesis, Partial and Absolute With ExamplesDocument4 pagesAsymmetric Synthesis, Partial and Absolute With ExamplesUsama KhalilNo ratings yet
- Topic 1 Part 2: Basic Components of Spectroscopic InstrumentationDocument17 pagesTopic 1 Part 2: Basic Components of Spectroscopic InstrumentationDeevanesh Gengatharan100% (1)
- Dhona Balance001Document1 pageDhona Balance001nitinNo ratings yet
- Size Separation-1Document6 pagesSize Separation-1Vikash KushwahaNo ratings yet
- Assay of Aspirin: 1-Spectrophotometric MethodsDocument11 pagesAssay of Aspirin: 1-Spectrophotometric MethodsMasamkele Mdondolo33% (3)
- Autonomic Nervous Syste and Neurohumoral Transmission-Dr - Jibachha Sah, M.V.SC, LecturerDocument32 pagesAutonomic Nervous Syste and Neurohumoral Transmission-Dr - Jibachha Sah, M.V.SC, Lecturerjibachha sahNo ratings yet
- Uv Visible SpectrosDocument28 pagesUv Visible Spectrosjoshishravan3003No ratings yet
- 02-Ideal Reactors 2008Document24 pages02-Ideal Reactors 2008maha20No ratings yet
- Lecture 3 (Therapeutic Enzymes)Document14 pagesLecture 3 (Therapeutic Enzymes)daroshamchaudhary1237No ratings yet
- 2113 PharmacognosyDocument36 pages2113 Pharmacognosypankaj chaudhary100% (1)
- Bpharm 4 Sem Pharmaceutical Organic Chemistry 3 bp401t 2020Document1 pageBpharm 4 Sem Pharmaceutical Organic Chemistry 3 bp401t 2020soni royNo ratings yet
- Effects of Drugs On The Frogs HeartDocument16 pagesEffects of Drugs On The Frogs HeartGreetingwedausezzt50% (2)
- Antivirals LectureDocument61 pagesAntivirals LectureAlen MehovicNo ratings yet
- Principles and Applications of Analytical TechniquesDocument2 pagesPrinciples and Applications of Analytical TechniquesArham Ahmed100% (1)
- Column ChromatographyDocument40 pagesColumn ChromatographyRita BhattaNo ratings yet
- Column Chromatography PDFDocument11 pagesColumn Chromatography PDFGLADYS FERNANDES100% (1)
- Haemodialysis Solutions ForDocument3 pagesHaemodialysis Solutions ForTaurusVõNo ratings yet
- Impacts of Conservation Agriculture On Soil Structure and Hydraulic Properties of Malawian Agricultural SystemsDocument8 pagesImpacts of Conservation Agriculture On Soil Structure and Hydraulic Properties of Malawian Agricultural SystemsvodounnouNo ratings yet
- Technik Plus Conservation Agriculture in AfricaDocument9 pagesTechnik Plus Conservation Agriculture in AfricavodounnouNo ratings yet
- American Society of Plant Biologists (ASPB) The Plant CellDocument6 pagesAmerican Society of Plant Biologists (ASPB) The Plant CellvodounnouNo ratings yet
- Numerical Analysis of Cocurrent Conical and CylindDocument9 pagesNumerical Analysis of Cocurrent Conical and CylindvodounnouNo ratings yet
- Musa - Khapayi@nmmu - Ac.za Phillip - Celliers2@nmmu - Ac.zaDocument17 pagesMusa - Khapayi@nmmu - Ac.za Phillip - Celliers2@nmmu - Ac.zavodounnouNo ratings yet
- Traction Prediction Using Soil Parameter PDFDocument16 pagesTraction Prediction Using Soil Parameter PDFvodounnouNo ratings yet
- Impact of Ploughing On Soil Seed Bank DyDocument9 pagesImpact of Ploughing On Soil Seed Bank DyvodounnouNo ratings yet
- Soil Compaction and Root Growth: A Review Paul W. Unger and Thomas C. KasparDocument8 pagesSoil Compaction and Root Growth: A Review Paul W. Unger and Thomas C. KasparvodounnouNo ratings yet
- Soil & Tillage Research: SciencedirectDocument8 pagesSoil & Tillage Research: SciencedirectvodounnouNo ratings yet
- Performance Evaluation of Manually Opera PDFDocument5 pagesPerformance Evaluation of Manually Opera PDFvodounnouNo ratings yet
- Development and Performance Evaluation o PDFDocument12 pagesDevelopment and Performance Evaluation o PDFvodounnouNo ratings yet
- Design Construction and Testing of An inDocument11 pagesDesign Construction and Testing of An invodounnouNo ratings yet
- The Influence of Implements and Operatio PDFDocument14 pagesThe Influence of Implements and Operatio PDFvodounnouNo ratings yet
- A Classification of Food PropertiesDocument8 pagesA Classification of Food PropertiesvodounnouNo ratings yet
- The Mechanical Properties of Biomaterials: BIOM9561Document9 pagesThe Mechanical Properties of Biomaterials: BIOM9561vodounnouNo ratings yet
- Engineering Properties of Tiger Nut Seed PDFDocument3 pagesEngineering Properties of Tiger Nut Seed PDFvodounnouNo ratings yet
- FT-8101 Engineering Properties of Biomaterials and ApplicationsDocument19 pagesFT-8101 Engineering Properties of Biomaterials and ApplicationsvodounnouNo ratings yet
- About Mechanical Engineering & Materials Science Graduate ProgramsDocument13 pagesAbout Mechanical Engineering & Materials Science Graduate ProgramsvodounnouNo ratings yet
- Philippine National Standard: PNS/PAES 263:2015 (PAES Published 2015) ICS 65.060.50Document30 pagesPhilippine National Standard: PNS/PAES 263:2015 (PAES Published 2015) ICS 65.060.50vodounnouNo ratings yet
- Field Evaluation of Tractor Mounted Boom Sprayer: March 2018Document14 pagesField Evaluation of Tractor Mounted Boom Sprayer: March 2018vodounnouNo ratings yet
- Self WorthDocument5 pagesSelf WorthSav chan123No ratings yet
- How To Prepare A Construction Traffic Management Plan (CTMP) ReportDocument1 pageHow To Prepare A Construction Traffic Management Plan (CTMP) Reportmyco samNo ratings yet
- Introduction To Hospitality Fifth Edition John R. Walker: Chapter 3: The Hotel BusinessDocument24 pagesIntroduction To Hospitality Fifth Edition John R. Walker: Chapter 3: The Hotel BusinessScotch PelosoNo ratings yet
- Cambridge, 2nd Ed.-Petty Cash BookDocument3 pagesCambridge, 2nd Ed.-Petty Cash BookShannen LyeNo ratings yet
- NCERT Book For Class 9 English Poem A Legend of The NorthlandDocument3 pagesNCERT Book For Class 9 English Poem A Legend of The NorthlandSD PNo ratings yet
- DAO 34 & 35 RonaldDocument33 pagesDAO 34 & 35 Ronaldcris guzonNo ratings yet
- Bijections - Zuming Feng - IdeaMath 2008Document4 pagesBijections - Zuming Feng - IdeaMath 2008bruh pogNo ratings yet
- Northern RegionDocument56 pagesNorthern RegionAbiramiNaidu100% (1)
- Theory of ArchitectureDocument3 pagesTheory of ArchitectureHarita Salvi50% (2)
- Messianic Theology and Christian Faith - G. A. RigganDocument206 pagesMessianic Theology and Christian Faith - G. A. RigganLucianaNo ratings yet
- Beej MantraDocument3 pagesBeej Mantrasumitlal83% (6)
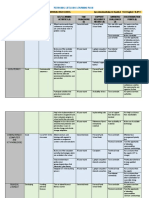
- Personal Lifelong Learning PlanDocument7 pagesPersonal Lifelong Learning PlanRamilAdubal100% (2)
- Anejom Grammar SketchDocument62 pagesAnejom Grammar Sketchalexandreq100% (1)
- Iii FinalDocument22 pagesIii FinalYu RiNo ratings yet
- SpMats ManualDocument112 pagesSpMats ManualjulesjusayanNo ratings yet
- Portfolio Isaac B 1Document17 pagesPortfolio Isaac B 1api-690889230No ratings yet
- The Influence of Work Environment, Work Discipline and Motivation On The Performance of Civil Servants at The Ministry of Home AffairsDocument9 pagesThe Influence of Work Environment, Work Discipline and Motivation On The Performance of Civil Servants at The Ministry of Home AffairsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Lesson Exemplar School Grade Level Teacher Learning Area Practical Research 2 Teaching Date Quarter Teaching Time No. of DaysDocument9 pagesLesson Exemplar School Grade Level Teacher Learning Area Practical Research 2 Teaching Date Quarter Teaching Time No. of DaysJovie Bitas DaeloNo ratings yet
- Asso V EnergyDocument38 pagesAsso V Energyarriane joy insularNo ratings yet
- Las Castellana BananaDocument28 pagesLas Castellana BananajerichomuhiNo ratings yet
- Arts 8Document34 pagesArts 8Joanna joannaNo ratings yet
- Federal Resume SampleDocument5 pagesFederal Resume Samplef5dq3ch5100% (2)
- Cambridge Ordinary LevelDocument20 pagesCambridge Ordinary Levelrania moomalNo ratings yet
- Case Study A Not-For Profit Medical Research CenterDocument3 pagesCase Study A Not-For Profit Medical Research Centervipul tutejaNo ratings yet
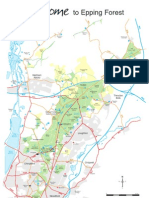
- Epping Forest MapDocument1 pageEpping Forest MapViktor CasualNo ratings yet
- In-Vehicle NetworkingDocument50 pagesIn-Vehicle NetworkingMohamed ElgeziryNo ratings yet
- 25 Nonfiction Passages With Vocab Build'g CrosswordsDocument65 pages25 Nonfiction Passages With Vocab Build'g Crosswordsvsroilgas78% (9)