Download as pdf or txt
You might also like
- Writing A CNC Machine Shop Business PlanDocument13 pagesWriting A CNC Machine Shop Business PlanKevin ThomasNo ratings yet
- Bsen 3310 Major Minor Losses LabDocument6 pagesBsen 3310 Major Minor Losses Labapi-479975978No ratings yet
- Fired Pressure VesselDocument27 pagesFired Pressure VesselAmir ZamriNo ratings yet
- Liquid Penetrant Examination Is One of The Most Popular Nondestructive ExaminationDocument8 pagesLiquid Penetrant Examination Is One of The Most Popular Nondestructive ExaminationRichli HarleyNo ratings yet
- PT Hand MadeDocument5 pagesPT Hand Madekareem QamhawyNo ratings yet
- Liquid Penetrant: Vessel Code (ASME B & PVC) and The National Board Inspection Code (NBIC) Use The Name Liquid PenetrantDocument7 pagesLiquid Penetrant: Vessel Code (ASME B & PVC) and The National Board Inspection Code (NBIC) Use The Name Liquid Penetrantmuthuswamy77No ratings yet
- Welding Dye PenetrantDocument12 pagesWelding Dye Penetrantarun manchekarNo ratings yet
- Mogekwu Chinye Kelvin: Havilah Hydrocarbon Board RoomDocument19 pagesMogekwu Chinye Kelvin: Havilah Hydrocarbon Board RoomSTEPHEN MIGWINo ratings yet
- NDT Basics PresentationsDocument154 pagesNDT Basics Presentationskirans60100% (1)
- Basic Processing Steps of A Liquid Penetrant InspectionDocument16 pagesBasic Processing Steps of A Liquid Penetrant Inspectionssrames7282No ratings yet
- Penetrant TestingDocument24 pagesPenetrant Testingmoreno.markloiiNo ratings yet
- Non - Destructive Testing: UNIT-5Document26 pagesNon - Destructive Testing: UNIT-5Jones Jones Jr.No ratings yet
- " Work Experience in Ishan Equipments Pvt. LTD.": Internship Presentation OnDocument20 pages" Work Experience in Ishan Equipments Pvt. LTD.": Internship Presentation OnrajivNo ratings yet
- Procedure For LPTDocument8 pagesProcedure For LPTmd quasid rabbaniNo ratings yet
- International Paint - Corrossion Knowledge Sharing - RizalDocument87 pagesInternational Paint - Corrossion Knowledge Sharing - RizalMikiRoniWijaya100% (1)
- International Paint - Corrossion Knowledge Sharing - Rizal PDFDocument87 pagesInternational Paint - Corrossion Knowledge Sharing - Rizal PDFIndra100% (1)
- I4i AcademyDocument16 pagesI4i Academyrintogv94No ratings yet
- Materi Training Coating - 16.05.2019Document91 pagesMateri Training Coating - 16.05.2019yogiikfernandoNo ratings yet
- NDT INTR - BIT Inspection TechnologyDocument138 pagesNDT INTR - BIT Inspection Technologydaimahesh100% (5)
- PT08-Comparatorts and Reference Panels PDFDocument29 pagesPT08-Comparatorts and Reference Panels PDFravindra_jivaniNo ratings yet
- DPT BOOK - AWTI NotesDocument52 pagesDPT BOOK - AWTI NotesNiranjan Rajavel TigerNo ratings yet
- MSE Class 9 - Nondestructive Testing PDFDocument74 pagesMSE Class 9 - Nondestructive Testing PDFelijah nderitu100% (2)
- Dye Penetrant Inspection ProcedureDocument5 pagesDye Penetrant Inspection ProcedureaezeadNo ratings yet
- Training ReportDocument16 pagesTraining ReportJay MavaniNo ratings yet
- Painting: Prepared by K.SivakumarDocument47 pagesPainting: Prepared by K.SivakumardombipinNo ratings yet
- Liquid Penetration TestDocument12 pagesLiquid Penetration TestYuvaraj Maganathan100% (1)
- PT Level Ii FM1Document41 pagesPT Level Ii FM1ucheNo ratings yet
- Liquid Penetrant Testing: Training Manual ForDocument20 pagesLiquid Penetrant Testing: Training Manual ForVishal SinghNo ratings yet
- Dye Penetrant Testing ProcedureDocument5 pagesDye Penetrant Testing ProcedureTabish Shaikh50% (2)
- NDT - PenetrantLiquid ReportDocument9 pagesNDT - PenetrantLiquid ReportGabriel RuffattoNo ratings yet
- Irjet V8i9303Document5 pagesIrjet V8i9303David SantosNo ratings yet
- Siti Noor Natrah LPTDocument1 pageSiti Noor Natrah LPTNatrah RusliNo ratings yet
- PBT and Kyzen Presentation-Flux-Residue-CleaningDocument71 pagesPBT and Kyzen Presentation-Flux-Residue-Cleaningapi-342937727No ratings yet
- Unit - 3-Non-Destructive Testing Overview of Nondestructive TestingDocument70 pagesUnit - 3-Non-Destructive Testing Overview of Nondestructive TestingGopinathNo ratings yet
- Non-Destructive TestingDocument75 pagesNon-Destructive TestingHimanshu ShuklaNo ratings yet
- MiniDocument12 pagesMiniSai NathNo ratings yet
- Introduction and History of - Docx PenetrantDocument56 pagesIntroduction and History of - Docx PenetrantHamydNo ratings yet
- MPP & Itt - Internal Epoxy PaintDocument12 pagesMPP & Itt - Internal Epoxy PaintSiswo YuwonoNo ratings yet
- Corrosion (Final)Document27 pagesCorrosion (Final)Chris AngNo ratings yet
- PT Theory FromDocument75 pagesPT Theory FromYousef Adel HassanenNo ratings yet
- WIweld10 Dye Penetrant Examination Rev 00Document3 pagesWIweld10 Dye Penetrant Examination Rev 00Gautam KumarNo ratings yet
- Deepak 2021Document6 pagesDeepak 2021CHONKARN CHIABLAMNo ratings yet
- Penetrant Testing 1Document21 pagesPenetrant Testing 1Prashant PuriNo ratings yet
- Drilling String InspectionDocument7 pagesDrilling String Inspectionrais ridha100% (2)
- Non-Destructive Testing: Prof. Tarapada RoyDocument12 pagesNon-Destructive Testing: Prof. Tarapada RoySIVARAM PRASADNo ratings yet
- Vibration Institute Piedmont Chapter 14: Barry Schoch Predict Ferrography / Used Oil Analysis February 25, 2005Document30 pagesVibration Institute Piedmont Chapter 14: Barry Schoch Predict Ferrography / Used Oil Analysis February 25, 2005harishvoxNo ratings yet
- 4 Intro To Penetrant 03092013 OKDocument27 pages4 Intro To Penetrant 03092013 OKnishant kumar singhNo ratings yet
- Common Uses of Liquid Pene Trant InspectionDocument2 pagesCommon Uses of Liquid Pene Trant Inspectioneldobie3No ratings yet
- How To Inspect A GearboxDocument9 pagesHow To Inspect A Gearboxroberto_perracini100% (1)
- Test Equipment and MaterialsDocument45 pagesTest Equipment and MaterialsMirza Safeer AhmadNo ratings yet
- Prevention Solutions For Corrosion Issues in CO2 Removal SystemsDocument7 pagesPrevention Solutions For Corrosion Issues in CO2 Removal SystemsRameshKumarMauryaNo ratings yet
- Inspection Sampling Procedures Fine Coarse AggregatesDocument65 pagesInspection Sampling Procedures Fine Coarse AggregatesarylananylaNo ratings yet
- Introduction To Condition Monitoring - STLE Toronto Section March 19 2024 Ken BrownDocument51 pagesIntroduction To Condition Monitoring - STLE Toronto Section March 19 2024 Ken BrownKenneth John BrownNo ratings yet
- LPT Study Material LatestDocument33 pagesLPT Study Material Latestbeltranrommel100% (2)
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Penetrant Testing: Principles, Techniques, Applications and Interview Q&AFrom EverandPenetrant Testing: Principles, Techniques, Applications and Interview Q&ANo ratings yet
- Automotive Buzz, Squeak and Rattle: Mechanisms, Analysis, Evaluation and PreventionFrom EverandAutomotive Buzz, Squeak and Rattle: Mechanisms, Analysis, Evaluation and PreventionRating: 5 out of 5 stars5/5 (3)
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldFrom EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldRating: 3 out of 5 stars3/5 (2)
- Failure Analysis in Engineering ApplicationsFrom EverandFailure Analysis in Engineering ApplicationsRating: 1 out of 5 stars1/5 (1)
- Acceptance Criteria For Weld Defects - Welding & NDTDocument11 pagesAcceptance Criteria For Weld Defects - Welding & NDTKevin ThomasNo ratings yet
- Non Destructive Testing - Dye Penetrant InspectionDocument6 pagesNon Destructive Testing - Dye Penetrant InspectionKevin ThomasNo ratings yet
- Business Continutiy - 1Document6 pagesBusiness Continutiy - 1Kevin ThomasNo ratings yet
- Gasnitriding - Plasmanitriding - SaltbathnitridingDocument4 pagesGasnitriding - Plasmanitriding - SaltbathnitridingKevin ThomasNo ratings yet
- Gas Nitriding: Tool & Die MakingDocument4 pagesGas Nitriding: Tool & Die MakingKevin ThomasNo ratings yet
- Process Specification For Ion Nitriding: Engineering DirectorateDocument7 pagesProcess Specification For Ion Nitriding: Engineering DirectorateKevin ThomasNo ratings yet
- Cluedo CardDocument1 pageCluedo CardKevin ThomasNo ratings yet
- Control of Gas Nitriding ProcessDocument9 pagesControl of Gas Nitriding ProcessKevin ThomasNo ratings yet
- Shankar - 90 PercentileDocument2 pagesShankar - 90 PercentileKevin ThomasNo ratings yet
- Gap Analysis & Risk AssessmentDocument47 pagesGap Analysis & Risk AssessmentKevin Thomas100% (2)
- Catalogo Unidades DAIKINDocument42 pagesCatalogo Unidades DAIKINBraulio Ramón PeñaNo ratings yet
- Quiz 3 PDFDocument8 pagesQuiz 3 PDFRuth MontebonNo ratings yet
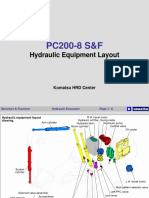
- Training Module On Equipment Lay OutDocument6 pagesTraining Module On Equipment Lay OutPrudz100% (7)
- Aeration and Agitation-ScaleupDocument56 pagesAeration and Agitation-ScaleupVNo ratings yet
- Course MapsDocument13 pagesCourse MapssdvNo ratings yet
- How Vci WorkDocument21 pagesHow Vci Work同道文档中心100% (1)
- 34 PSA Week 9Document5 pages34 PSA Week 9Nhu TruongNo ratings yet
- Technical Document #WTS-14 Pumping Station Design & Submittal CriterionDocument7 pagesTechnical Document #WTS-14 Pumping Station Design & Submittal CriterionEngGhanemNo ratings yet
- 2103 566 2560 Homework 3 (Problem) Local Isentropic Reference States and Properties Stagnatio.3388.1503970531.0433Document2 pages2103 566 2560 Homework 3 (Problem) Local Isentropic Reference States and Properties Stagnatio.3388.1503970531.0433MethaChatvichaiNo ratings yet
- Fisher Control Valve Selectiion GuideDocument16 pagesFisher Control Valve Selectiion GuideVsr SudhirNo ratings yet
- AnsysDocument137 pagesAnsysViji55555No ratings yet
- Introduction To HydrometeorologyDocument21 pagesIntroduction To HydrometeorologyApril JulianoNo ratings yet
- WTP Drawings PDFDocument3 pagesWTP Drawings PDFpastorgeeNo ratings yet
- ME22Document3 pagesME22Earon Michael CorreosNo ratings yet
- Quiz 1 in Building Design 2 LecDocument4 pagesQuiz 1 in Building Design 2 LecGian MalabananNo ratings yet
- Mechanical Room RequirementsDocument2 pagesMechanical Room RequirementsGraham Dale YukChung BrasicNo ratings yet
- Topic 1Document53 pagesTopic 1dixn__No ratings yet
- Sop BM RHF Oprn ProcedureDocument2 pagesSop BM RHF Oprn ProcedurewrbmrhfispNo ratings yet
- Porosity LabDocument3 pagesPorosity Labbenzo2kNo ratings yet
- Wake Velocity Measurement For Flow Over A Circular CylinderDocument10 pagesWake Velocity Measurement For Flow Over A Circular CylinderyerraNo ratings yet
- Water Stability and Adsorption in Metal Organic Frameworks: Nicholas C. Burtch, Himanshu Jasuja, and Krista S. WaltonDocument38 pagesWater Stability and Adsorption in Metal Organic Frameworks: Nicholas C. Burtch, Himanshu Jasuja, and Krista S. WaltonagallafiNo ratings yet
- Addis Ababa Science and Technology UniversityDocument7 pagesAddis Ababa Science and Technology UniversityYabsra kasahun100% (1)
- Manual Pull Valve: Poppet Type, Normally Closed Valve 45 L/Min (11.9 Usgpm) - 210 Bar (3000 Psi)Document2 pagesManual Pull Valve: Poppet Type, Normally Closed Valve 45 L/Min (11.9 Usgpm) - 210 Bar (3000 Psi)Augusto PenessiNo ratings yet
- Displacement Guidelines: Best Practices ManualDocument44 pagesDisplacement Guidelines: Best Practices ManualMohamed AbozeimaNo ratings yet
- Polyimide FatigueDocument4 pagesPolyimide FatiguePolones VoadorNo ratings yet
- Environmental Fluid Mechanics: Benoit Cushman-RoisinDocument10 pagesEnvironmental Fluid Mechanics: Benoit Cushman-Roisinpawn1000kNo ratings yet
- ProjectReport - Btech PDPUDocument42 pagesProjectReport - Btech PDPUVeviet pomataNo ratings yet
- Hydrodynamic Design of Planing Hulls SavitskyDocument25 pagesHydrodynamic Design of Planing Hulls SavitskyMarcelo CaliNo ratings yet