Download as docx, pdf, or txt
You might also like
- Ford-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgDocument9 pagesFord-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgdpflores100% (1)
- Fiat52605 02Document6 pagesFiat52605 02LucaNo ratings yet
- MBN 10494-6 2016-03Document22 pagesMBN 10494-6 2016-03cmorabitoNo ratings yet
- GORE Automotive Vents Exterior Lighting Datasheet ENDocument4 pagesGORE Automotive Vents Exterior Lighting Datasheet ENAaron HuangNo ratings yet
- 4701000EN - Cap. 7.1.2Document6 pages4701000EN - Cap. 7.1.2Carlos LanzillottoNo ratings yet
- CG CGK Excel Vs MinitabDocument4 pagesCG CGK Excel Vs Minitabisolong100% (1)
- Hexagon MI GLOBAL S DataSheet Letter EN NAFTA Rel5Document22 pagesHexagon MI GLOBAL S DataSheet Letter EN NAFTA Rel5dudecastro1542No ratings yet
- BN - 586437-115 - Acr 04Document15 pagesBN - 586437-115 - Acr 04oslat100% (1)
- ISO 3952-1 Kinematic Diagrams - Graphical Symbols, Part 1Document13 pagesISO 3952-1 Kinematic Diagrams - Graphical Symbols, Part 1Phạm Hữu PhướcNo ratings yet
- QFDDocument1 pageQFDenricasvllaNo ratings yet
- Economic Plan - Gul Ahmed Textile MillsDocument10 pagesEconomic Plan - Gul Ahmed Textile Millsfalak zehraNo ratings yet
- MBN10231 Eng+2008-09Document12 pagesMBN10231 Eng+2008-09gültekin gökNo ratings yet
- Autoliv Material Specification: Flat Hot Rolled Steel For Safety Products - E116088Document4 pagesAutoliv Material Specification: Flat Hot Rolled Steel For Safety Products - E116088krishnamartial8269No ratings yet
- Test Technology Test Capabilities Test Specifications/StandardsDocument13 pagesTest Technology Test Capabilities Test Specifications/StandardsPhi PTNo ratings yet
- Simultaneous Requirements: Defines in The Following WayDocument7 pagesSimultaneous Requirements: Defines in The Following WayNishant PatilNo ratings yet
- BasicCAM2 SmartInspect Basic v1.2 - FaroArm and FARO Gage Training Workbook - November 2014Document166 pagesBasicCAM2 SmartInspect Basic v1.2 - FaroArm and FARO Gage Training Workbook - November 2014raseen pNo ratings yet
- HC2.03.55 Rev 3 - HD Inspection Lighting SystemsDocument6 pagesHC2.03.55 Rev 3 - HD Inspection Lighting SystemsHa TranNo ratings yet
- DU BushesDocument56 pagesDU BushesBlashko GjorgjievNo ratings yet
- Mechanical Properties of Metric FastenersDocument2 pagesMechanical Properties of Metric FastenersTom ThomasNo ratings yet
- Zeiss Calypso: Measurement Plan 4Document1 pageZeiss Calypso: Measurement Plan 4Amel BegićNo ratings yet
- Thermoplastic, Thermosetting, Thermoplastic Elastomer and Rubber Materials Classification and SpecificationDocument36 pagesThermoplastic, Thermosetting, Thermoplastic Elastomer and Rubber Materials Classification and SpecificationIsrael FidelesNo ratings yet
- Groupe Renault - CSR V2020Document7 pagesGroupe Renault - CSR V2020OBSC PerfectionNo ratings yet
- Gage R&R Cheat SheetDocument2 pagesGage R&R Cheat SheetMario RojasNo ratings yet
- VDA Classification - Material - List - 205 - EN PDFDocument31 pagesVDA Classification - Material - List - 205 - EN PDFgogger100% (1)
- 112 0003Document41 pages112 0003judithvelasquezNo ratings yet
- PPAP 4th EdDocument11 pagesPPAP 4th EdEd Ri0% (1)
- M 3031 (2013-06)Document16 pagesM 3031 (2013-06)Hatada FelipeNo ratings yet
- Din 2393-2Document0 pagesDin 2393-2Yalavarthi ChandrasekharNo ratings yet
- xDIN ISO 34804-2002.10-ENDocument5 pagesxDIN ISO 34804-2002.10-ENAustine ChrisNo ratings yet
- Din Etg 100Document1 pageDin Etg 100durgeshdesignNo ratings yet
- Sae J121M-2013Document5 pagesSae J121M-2013phan hoai nam PhanNo ratings yet
- DBL 9440 - 201912 - Englisch - Fasteners With Metric Thread Surface ProtectionDocument18 pagesDBL 9440 - 201912 - Englisch - Fasteners With Metric Thread Surface ProtectionEmir AkçayNo ratings yet
- General Tolerances For MTB: July 2012 Accuracy of ShapeDocument9 pagesGeneral Tolerances For MTB: July 2012 Accuracy of ShapeAkmal NizametdinovNo ratings yet
- Coordinate MeasuringDocument9 pagesCoordinate MeasuringRadin HazimahNo ratings yet
- GS1 DataMatrix Guideline0115Document62 pagesGS1 DataMatrix Guideline0115Riadh JellaliNo ratings yet
- Material Specification: Specification: Revision Date: Revision LevelDocument2 pagesMaterial Specification: Specification: Revision Date: Revision LevelReginaldo Santos100% (1)
- Iso 14373 2015Document11 pagesIso 14373 2015arge1No ratings yet
- European Standard Norme Européenne Europäische NormDocument21 pagesEuropean Standard Norme Européenne Europäische NormCentravis100% (2)
- Man 183 - 1Document22 pagesMan 183 - 1Aleks SenaNo ratings yet
- Unspecified Tolerances Plastic Parts: 1. ObjectDocument7 pagesUnspecified Tolerances Plastic Parts: 1. ObjectDiegoNo ratings yet
- Astm A510 6 PDFDocument7 pagesAstm A510 6 PDFNafiou KamelNo ratings yet
- Mpaps G-20Document6 pagesMpaps G-20PANKAJ CHAUHANNo ratings yet
- Approximation of Optimal Profile of Rolling Bearings Cylindrical RollersDocument15 pagesApproximation of Optimal Profile of Rolling Bearings Cylindrical Rollersmans2014No ratings yet
- Es X56901Document5 pagesEs X56901Pongsan100% (1)
- Metrology & Mech. Measurement Ch. 02 System of Limits, Fits, Tolerance and GaugingDocument20 pagesMetrology & Mech. Measurement Ch. 02 System of Limits, Fits, Tolerance and GaugingAjij MujawarNo ratings yet
- Quality Evaluation StandardDocument7 pagesQuality Evaluation Standardsatish_trivediNo ratings yet
- Geomet 500bDocument1 pageGeomet 500bellisforheroesNo ratings yet
- Shot Peening Coverage Requirements: Academic StudyDocument6 pagesShot Peening Coverage Requirements: Academic StudyUmit AytarNo ratings yet
- Iso 188 2011Document11 pagesIso 188 2011Muhammad Kamran AsgharNo ratings yet
- GD&TDocument5 pagesGD&TkbhattacNo ratings yet
- VDADocument20 pagesVDASting GonsalisNo ratings yet
- Zeiss 60 022 0347v ConturaDocument6 pagesZeiss 60 022 0347v ConturaMike LiuNo ratings yet
- En Aw-6082 (Aisi1mgmn)Document1 pageEn Aw-6082 (Aisi1mgmn)Vanessa Gomes100% (1)
- BS en ISO 12781-2-2011 - Geometrical Product Specifications (GPS) - Flatness - Part 2 - Specification OperatorsDocument24 pagesBS en ISO 12781-2-2011 - Geometrical Product Specifications (GPS) - Flatness - Part 2 - Specification OperatorsCristiano LigabòNo ratings yet
- WSS M1P94 ADocument10 pagesWSS M1P94 Afernando.zabdiNo ratings yet
- Gas Cylinders - Parallel Threads For Connection of Valves To Gas CylindersDocument18 pagesGas Cylinders - Parallel Threads For Connection of Valves To Gas CylindersEduardo GomesNo ratings yet
- MTM0120 - Tape Adhesion, Paint Materials On PlasticsDocument4 pagesMTM0120 - Tape Adhesion, Paint Materials On Plasticsalper ozturkNo ratings yet
- Nyloc Nut Is 7002 PDFDocument11 pagesNyloc Nut Is 7002 PDFsanjibkrjana0% (1)
- Inspection and Test Plan Quality PlanDocument6 pagesInspection and Test Plan Quality Planvinod100% (1)
- Inspection and Test Plan (Quality - Plan) : Product Type: Medium Voltage - Manufacturer: P.T. Siemens IndonesiaDocument6 pagesInspection and Test Plan (Quality - Plan) : Product Type: Medium Voltage - Manufacturer: P.T. Siemens IndonesiavinodNo ratings yet
- Flow Measurement: By Square-Edged Orifice Plate Using Corner TappingsFrom EverandFlow Measurement: By Square-Edged Orifice Plate Using Corner TappingsRating: 5 out of 5 stars5/5 (1)
- Jharkhand Opportunities For Harnessing Rural Growth Project Discussion Notes CompilationDocument50 pagesJharkhand Opportunities For Harnessing Rural Growth Project Discussion Notes CompilationinnocenttuduNo ratings yet
- I6909e 2Document44 pagesI6909e 2Eka Sukma AdityaNo ratings yet
- The U.S.-Vietnamese Catfish DisputeDocument4 pagesThe U.S.-Vietnamese Catfish DisputeKieu Nhut0% (1)
- Amity University, Noida Placement 2020: Highest CTC: 30 Lpa & Average CTC: 4Document12 pagesAmity University, Noida Placement 2020: Highest CTC: 30 Lpa & Average CTC: 4Abhinav JindalNo ratings yet
- We Know How: Carbon SteelDocument4 pagesWe Know How: Carbon SteelMohamed RaafatNo ratings yet
- Accounting Homework Chapter 5Document3 pagesAccounting Homework Chapter 5Kimberly Garmon100% (2)
- Trade Law Unit 2Document9 pagesTrade Law Unit 2Mansi DabasNo ratings yet
- Sample Case StudiesDocument29 pagesSample Case StudiesAbc SNo ratings yet
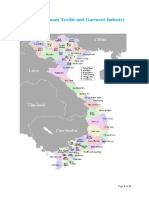
- Actif Report On Vietnam Textile and Garment Industry PDFDocument34 pagesActif Report On Vietnam Textile and Garment Industry PDFAkankshaNo ratings yet
- SLAVIADocument1 pageSLAVIAABHISHEK GOKUL BNo ratings yet
- Mondelēz International, Inc.: United States Securities and Exchange Commission FORM 10-KDocument154 pagesMondelēz International, Inc.: United States Securities and Exchange Commission FORM 10-KRithesh KNo ratings yet
- Mazda North American Operations Technical Services Division 1444 Mcgaw Ave. Irvine, Ca 92614-5570Document11 pagesMazda North American Operations Technical Services Division 1444 Mcgaw Ave. Irvine, Ca 92614-5570fedeNo ratings yet
- OM - Assignment 3 - Case - APP-MBADocument2 pagesOM - Assignment 3 - Case - APP-MBAanun22No ratings yet
- Business English A2 - Unit 1 - LessonDocument19 pagesBusiness English A2 - Unit 1 - LessonGerald BongaosNo ratings yet
- Qualitative Process Analysis 1Document42 pagesQualitative Process Analysis 1mtahir777945No ratings yet
- ZLT0023060163Document1 pageZLT0023060163Sheikh VerstappenNo ratings yet
- Impact of GST On Automobile Industry inDocument12 pagesImpact of GST On Automobile Industry inakshay chavanNo ratings yet
- In The Kingdom of Big Sugar - Vanity FairDocument36 pagesIn The Kingdom of Big Sugar - Vanity Fairhannahso99No ratings yet
- India Forum Insights 2020: Forum Presentation Writeups, From CLSA SalesDocument22 pagesIndia Forum Insights 2020: Forum Presentation Writeups, From CLSA SalesSivakumar AkkariNo ratings yet
- Boeing Logistics SystemDocument28 pagesBoeing Logistics Systemravi alwaysNo ratings yet
- Managerial Accounting Chapter 9 Study GuideDocument3 pagesManagerial Accounting Chapter 9 Study GuideMarcos DmitriNo ratings yet
- Directory MKTGDocument262 pagesDirectory MKTGPanduranga reddyNo ratings yet
- Delhi MallDocument32 pagesDelhi MallNidhi YadavNo ratings yet
- 1.2.2000 To 32.12.2000Document60 pages1.2.2000 To 32.12.2000b0gm3n0tNo ratings yet
- Illustration Questions 7Document3 pagesIllustration Questions 7mohammedahalys100% (1)
- EIU One Click Report WorldDocument16 pagesEIU One Click Report WorldcpachoisrNo ratings yet
- 1875spm OTS 2013Document84 pages1875spm OTS 2013GMSNo ratings yet
- British Airways EmiratesDocument5 pagesBritish Airways Emiratesmubeen yaminNo ratings yet
- Marketing Channel of Dudhsagar Dairy (Milk &Document10 pagesMarketing Channel of Dudhsagar Dairy (Milk &bhatiyakathan536No ratings yet