Download as pdf or txt
You might also like
- Agitator Selection & Design-EEUA HandbookDocument90 pagesAgitator Selection & Design-EEUA HandbookTushar Mangrati100% (9)
- MTI Materials Selector For Hazardous Chemicals - MS-6 Ammonia and Caustic SodaDocument202 pagesMTI Materials Selector For Hazardous Chemicals - MS-6 Ammonia and Caustic SodaPanta100% (2)
- ANSI/HI 9.6.7: 2015 Edition, 2015Document4 pagesANSI/HI 9.6.7: 2015 Edition, 2015Agustindao93No ratings yet
- Burgmann Mechanical Seal Selection by MediaDocument15 pagesBurgmann Mechanical Seal Selection by MediactorresmghNo ratings yet
- Ferralium 2594 Mod Weld Matl Brochure A4Document22 pagesFerralium 2594 Mod Weld Matl Brochure A4Devan ShanmughaNo ratings yet
- ImpellersDocument15 pagesImpellersOchoa Reinoso EstherNo ratings yet
- Alloy Selection For Service in Hydrogen Fluoride Hydrofluoric Acid and Fluorine 10074Document12 pagesAlloy Selection For Service in Hydrogen Fluoride Hydrofluoric Acid and Fluorine 10074Mori AmiriNo ratings yet
- GEST 80 84 Edition 6 PDFDocument18 pagesGEST 80 84 Edition 6 PDFJosé Juan Jiménez AlejandroNo ratings yet
- How Are Glass Lined VesselsDocument3 pagesHow Are Glass Lined VesselskingstonNo ratings yet
- GasketDocument12 pagesGasketAbraham BongòNo ratings yet
- GEST 94 216 Edition 4 PDFDocument14 pagesGEST 94 216 Edition 4 PDFantonyabirawaNo ratings yet
- Lockhart&Martinelli ImprovedDocument12 pagesLockhart&Martinelli Improvedrui_filho_12No ratings yet
- F10ca004-Gb 0597Document8 pagesF10ca004-Gb 0597gabyorNo ratings yet
- Unlock-Durcomet 100 (CD-4MCu)Document8 pagesUnlock-Durcomet 100 (CD-4MCu)Dimas Pratama PutraNo ratings yet
- Corrosion in The Crude Distillation Unit Overhead Line: Contributors and SolutionsDocument16 pagesCorrosion in The Crude Distillation Unit Overhead Line: Contributors and SolutionsMaría Alejandra Quintero PinillaNo ratings yet
- Spiraxsarco Pipe SizingDocument52 pagesSpiraxsarco Pipe SizingJan Van PeteghemNo ratings yet
- Sodium Hypochlorite - Storage: Please Consult Our Safety Data SheetDocument4 pagesSodium Hypochlorite - Storage: Please Consult Our Safety Data SheetIoana PopescuNo ratings yet
- Sigma Phase Embrittlement of Stainless Steel in FCC Service: January 2006Document23 pagesSigma Phase Embrittlement of Stainless Steel in FCC Service: January 2006Shoaib AhmedNo ratings yet
- Case 2278 ASMEDocument6 pagesCase 2278 ASMEPerrita LolaNo ratings yet
- PLENTY Side Entry MixersDocument26 pagesPLENTY Side Entry MixersDainycious KibiwottNo ratings yet
- Publicaciones NACEDocument11 pagesPublicaciones NACEpabloNo ratings yet
- GEST 94 216 Edition 2 PDFDocument10 pagesGEST 94 216 Edition 2 PDFJosé Juan Jiménez AlejandroNo ratings yet
- Steam Trapping Overview GB GST 33 enDocument22 pagesSteam Trapping Overview GB GST 33 enJerges Gerardo Mamani SilvaNo ratings yet
- Introductory Guide To Glass-Lined Steel EquipmentDocument8 pagesIntroductory Guide To Glass-Lined Steel EquipmentMahmoud Al HomranNo ratings yet
- Oil SealsDocument42 pagesOil SealsMehdi SoltaniNo ratings yet
- Pump UpgradeDocument2 pagesPump Upgradepablopasqualini180% (1)
- Fiber Reinforced Plastics VesselsDocument5 pagesFiber Reinforced Plastics VesselsandreshuelvaNo ratings yet
- Linings For Sulphur Storage TanksDocument3 pagesLinings For Sulphur Storage TanksGuru Raja Ragavendran NagarajanNo ratings yet
- HT Ferroquest FQ7103Document1 pageHT Ferroquest FQ7103Buenaventura Jose Huamani TalaveranoNo ratings yet
- Nitric Acid - MTI MS-5Document170 pagesNitric Acid - MTI MS-5rodrigomiyawakiNo ratings yet
- Fluid Sealing Standards For NMEJ StandardsDocument9 pagesFluid Sealing Standards For NMEJ Standardsamol1321No ratings yet
- GE GAP Guidelines: High-Hazard Chemical and Petrochemical PlantsDocument8 pagesGE GAP Guidelines: High-Hazard Chemical and Petrochemical PlantsAndres ValenciaNo ratings yet
- GEST 75 47 Edition 11design and Operation of Chlorine VaporisersDocument28 pagesGEST 75 47 Edition 11design and Operation of Chlorine VaporisersvipinsunejaNo ratings yet
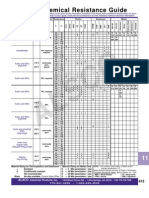
- Alsco: Chemical Resistance GuideDocument55 pagesAlsco: Chemical Resistance GuidejcndNo ratings yet
- GEST 79 76 Edition 4Document26 pagesGEST 79 76 Edition 4روشان فاطمة روشانNo ratings yet
- Garlock Metal - Gaskets TorqueDocument48 pagesGarlock Metal - Gaskets TorqueakenathorNo ratings yet
- Velan PDFDocument40 pagesVelan PDFpablopasqualini18No ratings yet
- Mersen Process Technologies ProviderDocument6 pagesMersen Process Technologies ProviderIbhar Santos MumentheyNo ratings yet
- GFS Gasket Guide 2020Document28 pagesGFS Gasket Guide 2020fendi zulfiantoNo ratings yet
- ASME 16.21 Nonmetalic GasketDocument21 pagesASME 16.21 Nonmetalic Gasketrc galinatoNo ratings yet
- Design of Plastic Piping - ASME - B31.8-2012-3Document8 pagesDesign of Plastic Piping - ASME - B31.8-2012-3Ahmed Abo RashedNo ratings yet
- Corrosion Protection in Amine Treating Units PDFDocument12 pagesCorrosion Protection in Amine Treating Units PDFMubeenNo ratings yet
- Nace RP0294Document26 pagesNace RP0294Gustavo PortilloNo ratings yet
- Asme Sa-836 Specification For Forgings, Titaniumstabilized Carbon Steel, For Glass-Lined Piping and Pressure Vessel ServiceDocument5 pagesAsme Sa-836 Specification For Forgings, Titaniumstabilized Carbon Steel, For Glass-Lined Piping and Pressure Vessel Servicelucecita1902No ratings yet
- 8510-1447 Zero-Maintenance Pulsation DampenersDocument2 pages8510-1447 Zero-Maintenance Pulsation DampenersdharmeswarNo ratings yet
- Mitusha: Corrosion of Base Metals in ContactDocument1 pageMitusha: Corrosion of Base Metals in ContactAVINASHRAJNo ratings yet
- STD PIP VECV1001 2012 Design Criteria and Purchasing Requirements For Vessels Div 1 & 2Document28 pagesSTD PIP VECV1001 2012 Design Criteria and Purchasing Requirements For Vessels Div 1 & 2Nikunj KNo ratings yet
- Ote Outotec Edmeston SX Sulphuric Acid Steel Eng WDocument2 pagesOte Outotec Edmeston SX Sulphuric Acid Steel Eng WacckypenrynNo ratings yet
- 8100 Series Fire Pumps: Replacement Parts ForDocument10 pages8100 Series Fire Pumps: Replacement Parts ForAlvialvarezNo ratings yet
- CorrosionDocument79 pagesCorrosionAnonymous zTUWsMNo ratings yet
- E10777-0!01!13 Filteruebersicht Gesamt LQDocument64 pagesE10777-0!01!13 Filteruebersicht Gesamt LQardossantosNo ratings yet
- V001t02a007 Ipc2000 117Document10 pagesV001t02a007 Ipc2000 117zafarbadalNo ratings yet
- Piping Systems For Dry Chlorine 2005Document81 pagesPiping Systems For Dry Chlorine 2005Ignacio Hiram M RoqueNo ratings yet
- GD 1020 Bandlock GD en A4Document8 pagesGD 1020 Bandlock GD en A4Anuj VermaNo ratings yet
- TEADIT - Industrial Gaskets - José Carlos Veiga (4th Ed)Document287 pagesTEADIT - Industrial Gaskets - José Carlos Veiga (4th Ed)andhucaos100% (3)
- Secondary Reformer Refractory Dry Out Operation: Prem BabooDocument10 pagesSecondary Reformer Refractory Dry Out Operation: Prem Babooronald mesinaNo ratings yet
- Corrosion and Materials Selection: A Guide for the Chemical and Petroleum IndustriesFrom EverandCorrosion and Materials Selection: A Guide for the Chemical and Petroleum IndustriesNo ratings yet
- Stress in ASME Pressure Vessels, Boilers, and Nuclear ComponentsFrom EverandStress in ASME Pressure Vessels, Boilers, and Nuclear ComponentsNo ratings yet
- Loctite 638™: Technical Data SheetDocument4 pagesLoctite 638™: Technical Data SheetChinmoy BaruahNo ratings yet
- Senior Design Engineer For Static Equipment With 13 Years of ExperienceDocument7 pagesSenior Design Engineer For Static Equipment With 13 Years of ExperienceTushar MangratiNo ratings yet
- PV Newsletter April2021Document32 pagesPV Newsletter April2021Tushar MangratiNo ratings yet
- Nozzle Loads - 115-E-0309Document27 pagesNozzle Loads - 115-E-0309Tushar MangratiNo ratings yet
- Oriental Yeast India Pvt. Ltd. OPYE Project: Design Calculation For Treated Molasses Tank (11-B-05)Document2 pagesOriental Yeast India Pvt. Ltd. OPYE Project: Design Calculation For Treated Molasses Tank (11-B-05)Tushar MangratiNo ratings yet
- Vendors Scope For Agitator (Project-A010-HIIPL)Document3 pagesVendors Scope For Agitator (Project-A010-HIIPL)Tushar MangratiNo ratings yet
- Scope Split Matrix For Agitator (Project-A010-HIIPL)Document6 pagesScope Split Matrix For Agitator (Project-A010-HIIPL)Tushar MangratiNo ratings yet
- Procurement Status: AbbreviationsDocument4 pagesProcurement Status: AbbreviationsTushar MangratiNo ratings yet
- Base Ring - One Point - R0Document10 pagesBase Ring - One Point - R0Tushar MangratiNo ratings yet
- Lip Distance: Use C (Assumed) Check The Comments On "HT" Prior To ProceedingDocument6 pagesLip Distance: Use C (Assumed) Check The Comments On "HT" Prior To ProceedingTushar MangratiNo ratings yet
- Horizontal Lifting LugDocument1 pageHorizontal Lifting LugTushar MangratiNo ratings yet
- Blank Diameter Calculation Above 1" THK Given Data: OD 2146 MM Ikr 358.79 MMDocument2 pagesBlank Diameter Calculation Above 1" THK Given Data: OD 2146 MM Ikr 358.79 MMTushar MangratiNo ratings yet
- Bolt Area CalculationDocument1 pageBolt Area CalculationTushar MangratiNo ratings yet
- Characteristics of Glass LiningDocument10 pagesCharacteristics of Glass LiningTushar MangratiNo ratings yet
- G.R. Engineering Pvt. LTD.: Hydrotest Pressure Test Stress CalculationDocument2 pagesG.R. Engineering Pvt. LTD.: Hydrotest Pressure Test Stress CalculationTushar Mangrati100% (2)
- Rubber Lining PrinciplesDocument5 pagesRubber Lining PrinciplesTushar MangratiNo ratings yet
- How To Determine Motor CapacityDocument5 pagesHow To Determine Motor CapacityTushar MangratiNo ratings yet
- Help For P-V Elite PDFDocument39 pagesHelp For P-V Elite PDFTushar MangratiNo ratings yet
- Stuctural Begginer Guide PDFDocument42 pagesStuctural Begginer Guide PDFTushar MangratiNo ratings yet
- CPOC-GS-PI-0004 Rev 0 PDFDocument19 pagesCPOC-GS-PI-0004 Rev 0 PDFPCHAN@TOMNo ratings yet
- Concrete Concrete Water Cement Aggregate AdmixtureDocument2 pagesConcrete Concrete Water Cement Aggregate AdmixtureRoihans Muhammad IqbalNo ratings yet
- Promina HD (Data Sheet PDFDocument1 pagePromina HD (Data Sheet PDFIndira kumar kNo ratings yet
- Construction Project Administration ManualDocument11 pagesConstruction Project Administration ManualJeziel BayotNo ratings yet
- The Art of Designing Fabric Pattern by Tie-DyeingDocument9 pagesThe Art of Designing Fabric Pattern by Tie-DyeingMubashir HussainNo ratings yet
- Lignin Pt1Document11 pagesLignin Pt1Elizaveta SeleznevaNo ratings yet
- Strainer-Separable TiO2 On Halloysite Nanocomposite-Embedded Alginate Capsules With Enhanced Photocatalytic Activity For Degradation of Organic DyesDocument11 pagesStrainer-Separable TiO2 On Halloysite Nanocomposite-Embedded Alginate Capsules With Enhanced Photocatalytic Activity For Degradation of Organic DyesBachi NanoNo ratings yet
- Manual UtilizareDocument76 pagesManual UtilizarevalerevaliNo ratings yet
- Material Safety Data Sheet For Hobas PipeDocument3 pagesMaterial Safety Data Sheet For Hobas Pipejunhe898No ratings yet
- Periodic Table of ElementsDocument30 pagesPeriodic Table of Elementsaubert angelo fontamillasNo ratings yet
- Arc Welding Workshop ReportDocument12 pagesArc Welding Workshop ReportDuventhiren86% (7)
- European Steel and Alloy Grades: About Us EN 10209Document2 pagesEuropean Steel and Alloy Grades: About Us EN 10209farshid KarpasandNo ratings yet
- TELKABL ZaječarDocument14 pagesTELKABL ZaječarzlajapajaNo ratings yet
- Introduction To Heat Transfer - S. K. SomDocument160 pagesIntroduction To Heat Transfer - S. K. SomSwarup Pandey100% (1)
- Valen CyDocument1 pageValen Cy12&13 SciencesNo ratings yet
- Unit5 CementDocument16 pagesUnit5 CementPrajwol ShresthaNo ratings yet
- Bauxite Ore To Aluminum MetalDocument12 pagesBauxite Ore To Aluminum MetalmaamounejjehNo ratings yet
- 03 AbrasivesDocument16 pages03 AbrasivesWeldingSupply.com.auNo ratings yet
- Optimol Obeen Uf: Product Data SheetDocument2 pagesOptimol Obeen Uf: Product Data SheetedwinmenaNo ratings yet
- What Is GlueDocument15 pagesWhat Is Gluekhan100% (1)
- Data Sheet: Rd520 Axius® Rupture DiscDocument3 pagesData Sheet: Rd520 Axius® Rupture DiscbondsivamaniNo ratings yet
- Arch29969 - Module 14Document17 pagesArch29969 - Module 14alvychuNo ratings yet
- Part Ii - 1 - Cements GTCC 2020Document21 pagesPart Ii - 1 - Cements GTCC 2020sitem72887No ratings yet
- Jet Fuel Colonial Grade 54 - JP54Document1 pageJet Fuel Colonial Grade 54 - JP54BernhardNo ratings yet
- Fact Sheet Zinc FertilizerDocument3 pagesFact Sheet Zinc FertilizerGregory BakasNo ratings yet
- A Review On NSM-CFRP Technique Using in Shear Strengthening of RC Deep BeamsDocument18 pagesA Review On NSM-CFRP Technique Using in Shear Strengthening of RC Deep Beamsbassem kooliNo ratings yet
- Vendor ListDocument38 pagesVendor Listsandhiparvez859No ratings yet
- V Archi of PunjabDocument30 pagesV Archi of Punjabar jain57% (7)
- Notes Ws Phase Diagram Vapor Pressure KeyDocument4 pagesNotes Ws Phase Diagram Vapor Pressure KeyVanessa JabagatNo ratings yet
- Faucet Faucet Product: ItalisaDocument19 pagesFaucet Faucet Product: ItalisaShady MohebNo ratings yet