Download as pdf or txt
You might also like
- E505 PDFDocument3 pagesE505 PDFMorales100% (1)
- DuplexDocument16 pagesDuplex241295mekanNo ratings yet
- 1 s2.0 S2589152922000837 MainDocument12 pages1 s2.0 S2589152922000837 MainNikhil T GNo ratings yet
- Mehdi 2019Document11 pagesMehdi 2019Hoàng Tâm LêNo ratings yet
- Effect of Hot Band AnnealingDocument9 pagesEffect of Hot Band Annealingqonita.smart02No ratings yet
- The Influence of Lamellar Graphite Cast Iron Annealing On Hardness and StructureDocument11 pagesThe Influence of Lamellar Graphite Cast Iron Annealing On Hardness and StructureJaromír Roučka100% (1)
- Efecto Del Pase de Revenido en Microestructuras HAZ de Acero HSLA-80Document8 pagesEfecto Del Pase de Revenido en Microestructuras HAZ de Acero HSLA-80david perezNo ratings yet
- Effects of Heat Treatments On Microstructure and Properties of Nickel-Aluminum Bronze Fabricated by Centrifugal CastingDocument9 pagesEffects of Heat Treatments On Microstructure and Properties of Nickel-Aluminum Bronze Fabricated by Centrifugal CastingFathia AlkelaeNo ratings yet
- Zhang 2023 Mater. Res. Express 10 026517Document14 pagesZhang 2023 Mater. Res. Express 10 026517nguyenbuivan562No ratings yet
- Effect of Hot Rolling On Texture, Precipitation, and Magnetic Properties of Strip-Cast Grain-Oriented Silicon SteelDocument8 pagesEffect of Hot Rolling On Texture, Precipitation, and Magnetic Properties of Strip-Cast Grain-Oriented Silicon SteelradinasrNo ratings yet
- Effects of Fe Si and Cu On Recrystallization BehavDocument7 pagesEffects of Fe Si and Cu On Recrystallization Behavswagstaff89No ratings yet
- 1 s2.0 S0304885320302055 Main PDFDocument11 pages1 s2.0 S0304885320302055 Main PDFDaniel OlguínNo ratings yet
- 1 s2.0 S0921509314003232 Main PDFDocument10 pages1 s2.0 S0921509314003232 Main PDFDaniel OlguínNo ratings yet
- Analysis of Microstructure and Microtexture in Grain-Oriented Electrical Steel (Goes) During Manufacturing ProcessDocument4 pagesAnalysis of Microstructure and Microtexture in Grain-Oriented Electrical Steel (Goes) During Manufacturing ProcessRubens OliveiraNo ratings yet
- Ye 2018 IOP Conf. Ser. Earth Environ. Sci. 170 042085Document10 pagesYe 2018 IOP Conf. Ser. Earth Environ. Sci. 170 042085Srikanth SrikantiNo ratings yet
- 1 s2.0 S0921509314015780 MainDocument7 pages1 s2.0 S0921509314015780 MainAli UzunNo ratings yet
- Effect of Phosphate Component of Electrical Insulating On The Magnetic LossesDocument4 pagesEffect of Phosphate Component of Electrical Insulating On The Magnetic Lossessabrina.bredermoraesNo ratings yet
- Ultrafine Ferrite Formation Through Cold-Rolling and Annealing of Low-Carbon Dual-Phase SteelDocument10 pagesUltrafine Ferrite Formation Through Cold-Rolling and Annealing of Low-Carbon Dual-Phase SteelfdcarazoNo ratings yet
- Metals 13 01527 v2Document11 pagesMetals 13 01527 v2Antoine ThierryNo ratings yet
- Behaviour of Structural Carbon Steel at High Temperatures PDFDocument10 pagesBehaviour of Structural Carbon Steel at High Temperatures PDFAlex GigenaNo ratings yet
- Materials 15 02980Document11 pagesMaterials 15 02980Aman NigamNo ratings yet
- Liu 2016Document8 pagesLiu 2016Adisya Yuliasari RohimanNo ratings yet
- Deformation Heterogeneity Induced Coarse Grain Refinement of The Mixed-Grain Structure of 316LN Steel Through Limited Deformation ConditionDocument10 pagesDeformation Heterogeneity Induced Coarse Grain Refinement of The Mixed-Grain Structure of 316LN Steel Through Limited Deformation Condition賴炫翰No ratings yet
- Cast Iron BrochureDocument12 pagesCast Iron BrochureFlamarion BadaroNo ratings yet
- 2022 - Cong Et Al. - Texture Evolution During Recrystallization and Grain Growth in Non-Oriented Electrical Steel Produced by Compact StripDocument15 pages2022 - Cong Et Al. - Texture Evolution During Recrystallization and Grain Growth in Non-Oriented Electrical Steel Produced by Compact StripAramisikNo ratings yet
- Effects of Cerium Addition On The Microstructure, Mechanical PropertiesDocument10 pagesEffects of Cerium Addition On The Microstructure, Mechanical Propertieszjq1432031523No ratings yet
- Texture Analysis of Cold Rolled and Annealed Aluminum Alloy ProducedDocument6 pagesTexture Analysis of Cold Rolled and Annealed Aluminum Alloy Produced陳杰甫(Jeff)No ratings yet
- Journal of Physics and Chemistry of Solids: SciencedirectDocument9 pagesJournal of Physics and Chemistry of Solids: SciencedirectArlez HernandezNo ratings yet
- Microstructure Developed in LAS & MSDocument22 pagesMicrostructure Developed in LAS & MSSatyendra SinghNo ratings yet
- Metals 12 00354Document15 pagesMetals 12 00354Srikanth SrikantiNo ratings yet
- New Thermomechanical Hot Rolling Schedule For The Processing of High Strength Fine Grained Multiphase SteelsDocument14 pagesNew Thermomechanical Hot Rolling Schedule For The Processing of High Strength Fine Grained Multiphase SteelsfdcarazoNo ratings yet
- 1445JanTrans CompressedDocument17 pages1445JanTrans CompressedKanan SahooNo ratings yet
- Vibgyor: Annealing and Normalizing of AISI 1045 Steel: A Lamellae AnalysisDocument6 pagesVibgyor: Annealing and Normalizing of AISI 1045 Steel: A Lamellae AnalysisEdna Odette Melo UscangaNo ratings yet
- Influence of Magnesia On SinteringDocument5 pagesInfluence of Magnesia On SinteringB V S KumarNo ratings yet
- Effect of Heat Treatment On Microstructure and Mechanical Properties of SteelDocument19 pagesEffect of Heat Treatment On Microstructure and Mechanical Properties of SteelRohit kambleNo ratings yet
- Characterization of The Microstructure Evolution in A Nickel Base Superalloy During Continuous Cooling ConditionsDocument12 pagesCharacterization of The Microstructure Evolution in A Nickel Base Superalloy During Continuous Cooling Conditionseluucee81No ratings yet
- Elctroslag RemeltingDocument19 pagesElctroslag Remeltingreza chamanfarNo ratings yet
- Lump Ore Characteristics and Their Impact On Blast Furnace OperationDocument7 pagesLump Ore Characteristics and Their Impact On Blast Furnace Operationalvaroaac4100% (1)
- Choi 2012Document5 pagesChoi 2012tuanhoa123No ratings yet
- MST, 06-Solidif Def Dir Solidified Ni SuperalloysDocument5 pagesMST, 06-Solidif Def Dir Solidified Ni SuperalloysCarlos HernandezNo ratings yet
- Ref Time Hardness DensityDocument10 pagesRef Time Hardness DensityOyiFerrerMallariNo ratings yet
- Recrystallization Kinetics and Microsctructure Evolution of Annealed Cold-Drawn Low Carbon SteelDocument7 pagesRecrystallization Kinetics and Microsctructure Evolution of Annealed Cold-Drawn Low Carbon Steelpratik charkhawalaNo ratings yet
- Journal of Non-Crystalline Solids: SciencedirectDocument13 pagesJournal of Non-Crystalline Solids: SciencedirectchaojiangNo ratings yet
- A Novel Technique For Reducing Macrosegregation in Heavy Steel IngotsDocument9 pagesA Novel Technique For Reducing Macrosegregation in Heavy Steel IngotsAbdullah UYSALNo ratings yet
- Influence of Cold Forging and Annealing On Microstructure and Mechanical Properties of A High-Mn TWIP SteelDocument7 pagesInfluence of Cold Forging and Annealing On Microstructure and Mechanical Properties of A High-Mn TWIP SteelFabricio Ronaldo Zamata CorimanyaNo ratings yet
- Metals 13 01139 v2Document11 pagesMetals 13 01139 v2Marjan SubanNo ratings yet
- Jeas 1115 2900-2Document9 pagesJeas 1115 2900-2Wansaypul WanmudaNo ratings yet
- Study On Nodular Graphite Steel: RollsDocument11 pagesStudy On Nodular Graphite Steel: RollsAnkur gaurNo ratings yet
- 2014 IJMERR SAW v3 n3 483-491Document12 pages2014 IJMERR SAW v3 n3 483-491Anang MarufNo ratings yet
- Artic ADocument1 pageArtic AJoelCasasNo ratings yet
- Production and Properties of Silicon Carbide Particles Reinforced Aluminium Alloy CompositesDocument4 pagesProduction and Properties of Silicon Carbide Particles Reinforced Aluminium Alloy CompositesAlina JumoleaNo ratings yet
- Efecto de Los Parámetros de Tratamiento Térmico en Las Características de La Fundición de Hierro Dúctil Austemperizado de Pared Delgada."Document7 pagesEfecto de Los Parámetros de Tratamiento Térmico en Las Características de La Fundición de Hierro Dúctil Austemperizado de Pared Delgada."Orlando RangelNo ratings yet
- Gupta 2008Document5 pagesGupta 2008MadeNo ratings yet
- Pa Nigra Hi 2009Document8 pagesPa Nigra Hi 2009Gabriel BatistaNo ratings yet
- Materials Science & Engineering A: F. Khan MD, S.K. PanigrahiDocument7 pagesMaterials Science & Engineering A: F. Khan MD, S.K. PanigrahiSourav MishraNo ratings yet
- Modern HSLA Steels and Role of Non-Recrystallisation TemperatureDocument21 pagesModern HSLA Steels and Role of Non-Recrystallisation TemperatureAnisur RahamanNo ratings yet
- 2017 - Effect of Forging On Aluminum Matrix Nano Composites A Review - Rajesh PurohitDocument4 pages2017 - Effect of Forging On Aluminum Matrix Nano Composites A Review - Rajesh PurohitMahmood KhanNo ratings yet
- Materials 16 04225Document14 pagesMaterials 16 04225侯继康No ratings yet
- Pengaruh Temperatur Dan Waktu Austempering Terhadap Kekerasan Adi Hasil Austempering FCD 55Document7 pagesPengaruh Temperatur Dan Waktu Austempering Terhadap Kekerasan Adi Hasil Austempering FCD 55Eko WahyudiNo ratings yet
- 1 s2.0 S0921452607003730 MainDocument6 pages1 s2.0 S0921452607003730 MainBhabaniNo ratings yet
- Tempering BainiteDocument26 pagesTempering Bainitewasatiah05No ratings yet
- Cálculo Solda FileteDocument3 pagesCálculo Solda FileteThiago CurvoNo ratings yet
- Certificación para Material de Aluminio (ALUMOLD)Document2 pagesCertificación para Material de Aluminio (ALUMOLD)Olvera Sánchez Miguel AngelNo ratings yet
- Lecture NotesDocument270 pagesLecture Notescông Đỉnh hánNo ratings yet
- Din1688 1 PDFDocument4 pagesDin1688 1 PDFFelipe FernandesNo ratings yet
- 9Cr - 1mo Modified With V, NB, and N.: OdificationDocument1 page9Cr - 1mo Modified With V, NB, and N.: OdificationAshok RajNo ratings yet
- MaterialData 6937Document1 pageMaterialData 6937Cristobal Gutierrez CarrascoNo ratings yet
- TKDN Certificate ListDocument6 pagesTKDN Certificate ListwahyuNo ratings yet
- Model Question PaperDocument3 pagesModel Question PaperMohanraj KulandasamyNo ratings yet
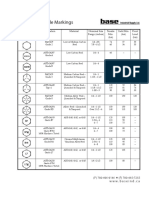
- Bolt & Stud Grade MarkingsDocument2 pagesBolt & Stud Grade MarkingsJacobNo ratings yet
- NAS600 Thru 606 Screw Pan RecessDocument2 pagesNAS600 Thru 606 Screw Pan RecessbeforeRG100% (1)
- G101Document6 pagesG101FrengkiNo ratings yet
- FORM QW-482 (Back) : ASME BPVC - IX-2019Document1 pageFORM QW-482 (Back) : ASME BPVC - IX-2019Balkishan DyavanapellyNo ratings yet
- 6 PDFDocument2 pages6 PDFchtganduNo ratings yet
- ASTM A 516 - A 516M Pressure Vessel PlateDocument4 pagesASTM A 516 - A 516M Pressure Vessel PlatebonnicoNo ratings yet
- Mto Shear ScriptDocument7 pagesMto Shear ScriptAustria, Gerwin Iver LuisNo ratings yet
- Astm A245 2020Document5 pagesAstm A245 2020CK CkkouNo ratings yet
- Electrodeposited Copper For Engineering UsesDocument4 pagesElectrodeposited Copper For Engineering UsesVatsalNo ratings yet
- Tipos de Aletas para Tubos AletadosDocument8 pagesTipos de Aletas para Tubos AletadosMiguel Martinez GuerreroNo ratings yet
- PREN Number Effect On AlloyDocument6 pagesPREN Number Effect On AlloyVed JoshiNo ratings yet
- Unit 3 Welding Workshop: StructureDocument14 pagesUnit 3 Welding Workshop: StructureLikhith SreenivasNo ratings yet
- MMPDS 11 PreviewDocument24 pagesMMPDS 11 Previewmfregeau3654No ratings yet
- Powder Metallurgy: Chapter # 7Document53 pagesPowder Metallurgy: Chapter # 7Hannan yusuf Khan100% (1)
- 718 CharacteristicDocument4 pages718 CharacteristicMarek MirekNo ratings yet
- How To Write A Preliminary Welding Procedure Specification PWPSDocument15 pagesHow To Write A Preliminary Welding Procedure Specification PWPSjaymin444No ratings yet
- CelikDocument3 pagesCeliknikolaNo ratings yet
- Ngoc Thao Drains PDFDocument80 pagesNgoc Thao Drains PDFDương HoàngNo ratings yet
- Crank Shaft-NitridingDocument13 pagesCrank Shaft-NitridingDhanu MalarNo ratings yet
- TIG Welding Electrodes - Purchase Online & Usage GuideDocument4 pagesTIG Welding Electrodes - Purchase Online & Usage GuideJayakrishnaNo ratings yet