Download as doc, pdf, or txt
You might also like
- Simulation Game - Record SheetDocument5 pagesSimulation Game - Record Sheetyyy67% (24)
- Data Analytics SimulationDocument5 pagesData Analytics SimulationJacob Adienge33% (6)
- Back Bay Battery Simulation PDFDocument3 pagesBack Bay Battery Simulation PDFHugs100% (2)
- 2 - Global Supply Chain Management Simulation v2Document2 pages2 - Global Supply Chain Management Simulation v2prashant30950% (2)
- Final Exam - KW - Simulation - Tamal 2239890Document7 pagesFinal Exam - KW - Simulation - Tamal 2239890Tamal Sarkar100% (2)
- Global Supply Chain Management Simulation V2: Debrief SlidesDocument31 pagesGlobal Supply Chain Management Simulation V2: Debrief SlidesMANUCHATURVEDI PGPM18No ratings yet
- Back Bay Battery SimulationDocument2 pagesBack Bay Battery SimulationNathan J Kerr100% (3)
- Back Bay Battery Simulation ReportDocument6 pagesBack Bay Battery Simulation ReportPiyush WasonNo ratings yet
- Back Bay Battery AnalysisDocument15 pagesBack Bay Battery AnalysisDavid van G87% (55)
- Black Bay Battery SimulationDocument3 pagesBlack Bay Battery Simulationbhurrarocks88% (8)
- Covid-19 - Global Shutdown PDF Case Study Solution - IFinTaleDocument3 pagesCovid-19 - Global Shutdown PDF Case Study Solution - IFinTalePranjal Parihar0% (1)
- Record Sheet, Year 1: Please Submit These Record Sheets To Your Instructor After Completing The Simulation. Thank You!Document5 pagesRecord Sheet, Year 1: Please Submit These Record Sheets To Your Instructor After Completing The Simulation. Thank You!Randi Kosim SiregarNo ratings yet
- A Brief Summary of The Major Problem Areas at Fireart. (80Document10 pagesA Brief Summary of The Major Problem Areas at Fireart. (80Apoorv Gupta75% (4)
- This Study Resource Was: Name Shivam GuglaniDocument6 pagesThis Study Resource Was: Name Shivam GuglaniSUDHIR KAUSHIK100% (2)
- Record Sheet, Year 1: Please Submit These Record Sheets To Your Instructor After Completing The Simulation. Thank You!Document6 pagesRecord Sheet, Year 1: Please Submit These Record Sheets To Your Instructor After Completing The Simulation. Thank You!SHIVAM DUBEY100% (2)
- Solution Manual For Operations and Supply Chain Management For Mbas 7th Edition Jack R Meredith Scott M ShaferDocument29 pagesSolution Manual For Operations and Supply Chain Management For Mbas 7th Edition Jack R Meredith Scott M Shaferabettorcorpsew52rrcNo ratings yet
- ACD Case Write UpDocument2 pagesACD Case Write UpAyush RaiNo ratings yet
- Session 1 - Getting Started With Operations & Supply ChainDocument25 pagesSession 1 - Getting Started With Operations & Supply ChainChandan Jain100% (6)
- Covid 19 - Case StudyDocument8 pagesCovid 19 - Case Studytrinanjan bhowal100% (6)
- Airborne Express Cost AnalysisDocument6 pagesAirborne Express Cost AnalysisAndrew NeuberNo ratings yet
- OPSCMProject - Ashutosh SangleDocument7 pagesOPSCMProject - Ashutosh SangleAnonymous 1997100% (2)
- Q&A-Operations and Supply Chain-All Modules (Optional Included)Document36 pagesQ&A-Operations and Supply Chain-All Modules (Optional Included)Madan G Koushik100% (2)
- Group 3 - Manage Blood at VHS Blood BankDocument8 pagesGroup 3 - Manage Blood at VHS Blood BankRohan Lunawat100% (1)
- Global Supply Chain Management: This Study Resource Was Shared ViaDocument8 pagesGlobal Supply Chain Management: This Study Resource Was Shared ViaRishabh WaykoleNo ratings yet
- Assignment 1 - Back Bay Battery Simulation - Shreya Gupta (Final)Document10 pagesAssignment 1 - Back Bay Battery Simulation - Shreya Gupta (Final)Shreya Gupta100% (3)
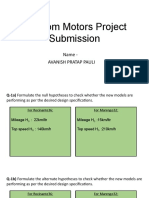
- Random Motors Project Submission: Name - Avanish Pratap PauliDocument10 pagesRandom Motors Project Submission: Name - Avanish Pratap Pauliavanish pratap100% (1)
- Business School ADA University ECON 6100 Economics For Managers Instructor: Dr. Jeyhun Mammadov Student: Exam Duration: 18:45-21:30Document5 pagesBusiness School ADA University ECON 6100 Economics For Managers Instructor: Dr. Jeyhun Mammadov Student: Exam Duration: 18:45-21:30Ramil AliyevNo ratings yet
- Marker Motion Sim Guide v5 PDFDocument36 pagesMarker Motion Sim Guide v5 PDFsanuravi50% (4)
- SimulationDocument2 pagesSimulationJatin Sankar9% (11)
- IMT SevenElevenJapanDocument6 pagesIMT SevenElevenJapanRahul PandeyNo ratings yet
- Shrey Lath - Project Submission - LeadershipDocument14 pagesShrey Lath - Project Submission - LeadershipShrey LathNo ratings yet
- Random Motors Presentation Ganesh MisraDocument10 pagesRandom Motors Presentation Ganesh MisraGanesh Misra100% (2)
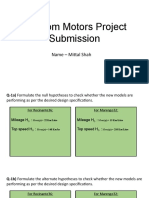
- Final Presentation by Mittal ShahDocument10 pagesFinal Presentation by Mittal ShahPradeep Nambiar100% (3)
- Business+Problem +hamley'sDocument2 pagesBusiness+Problem +hamley'siteshwaliaNo ratings yet
- Supply Chain Simulation DemoDocument4 pagesSupply Chain Simulation DemoKevin Rader0% (1)
- Record Sheet, Year 1: Please Submit These Record Sheets To Your Instructor After Completing The Simulation. Thank You!Document5 pagesRecord Sheet, Year 1: Please Submit These Record Sheets To Your Instructor After Completing The Simulation. Thank You!Grayson Lee0% (1)
- Global Supply Chain M11207Document4 pagesGlobal Supply Chain M11207Anonymous VVSLkDOAC133% (3)
- Vandelay Industries, Inc.: SAP R/3 ImplementationDocument15 pagesVandelay Industries, Inc.: SAP R/3 ImplementationAndrew NeuberNo ratings yet
- Smarter Faster Better Charles Duhigg PDFDocument5 pagesSmarter Faster Better Charles Duhigg PDFChokra22No ratings yet
- Chapter 12 Investments SolutionsDocument50 pagesChapter 12 Investments SolutionscaetanoNo ratings yet
- HBSP Global SC Decision Record TemplateDocument4 pagesHBSP Global SC Decision Record TemplateIman Christin Wirawan0% (1)
- Cell Phone SimulationDocument15 pagesCell Phone SimulationSravya Doppani100% (1)
- Record Sheet, Year 1 NameDocument5 pagesRecord Sheet, Year 1 NameAbirami AsokkumarNo ratings yet
- Simulacion GSCMV2 Instrucciones de JuegoDocument8 pagesSimulacion GSCMV2 Instrucciones de Juegodiego jNo ratings yet
- M4W6 GSCM SoloAssignment RecordSheetsDocument8 pagesM4W6 GSCM SoloAssignment RecordSheetsKai DooeNo ratings yet
- Global Supply Chain Management SimulationDocument9 pagesGlobal Supply Chain Management SimulationJawadNo ratings yet
- Operations Strategy - Simulation NotesDocument4 pagesOperations Strategy - Simulation NotesOlle Green0% (1)
- GSCMRecord SheetsDocument5 pagesGSCMRecord SheetsJoe HigginsNo ratings yet
- Bay Back Battery Reflection PDFDocument5 pagesBay Back Battery Reflection PDFRio SamNo ratings yet
- Quality Analytics SimulationDocument2 pagesQuality Analytics SimulationNehir AltıparmakNo ratings yet
- Supplychain - OPSCMDocument6 pagesSupplychain - OPSCMnamratagadkari03No ratings yet
- Back Bay Battery Reflection Report - Business Strrategy - Group 4Document2 pagesBack Bay Battery Reflection Report - Business Strrategy - Group 4Gagan Kathuria67% (3)
- HBS Marketing Simulation - Marker MotionDocument3 pagesHBS Marketing Simulation - Marker Motionalka murarkaNo ratings yet
- Business Strategy+Black+Bay+Project+-+Group+28Document2 pagesBusiness Strategy+Black+Bay+Project+-+Group+28rithvik royNo ratings yet
- IMT CastrolDocument6 pagesIMT Castrolvani singhalNo ratings yet
- Karthika Warrier - PGPBL0147 - Blue - Strategy PDFDocument15 pagesKarthika Warrier - PGPBL0147 - Blue - Strategy PDFkarthikawarrierNo ratings yet
- OPSCMProject - Rishabh JhajhariaDocument8 pagesOPSCMProject - Rishabh Jhajhariarjhajharia1997No ratings yet
- Castrol Submission Template 1Document10 pagesCastrol Submission Template 1shubhadNo ratings yet
- PDF Hypothesis Testing Random Motors Project DDDocument6 pagesPDF Hypothesis Testing Random Motors Project DDPrathamesh ShettyNo ratings yet
- Operations and Supply ChainDocument54 pagesOperations and Supply ChainLoan PhạmNo ratings yet
- Random Motors Project Submission: Name - Neethu NairDocument10 pagesRandom Motors Project Submission: Name - Neethu NairNeethu NairNo ratings yet
- Solution Manual For Operations and Supply Chain Management The Core 3rd Edition Jacobs Chase 0073525235 9780073525235Document36 pagesSolution Manual For Operations and Supply Chain Management The Core 3rd Edition Jacobs Chase 0073525235 9780073525235melaniemorrisonctqbzodagj100% (30)
- MULTICHOICE De3Document9 pagesMULTICHOICE De3Phuong100% (1)
- CHAPTER 2: Operation Strategy in A Global EnvironmentDocument18 pagesCHAPTER 2: Operation Strategy in A Global EnvironmentLiva LivaNo ratings yet
- Answer To PTP - Final - Syllabus 2012 - Jun2014 - Set 2 PDFDocument19 pagesAnswer To PTP - Final - Syllabus 2012 - Jun2014 - Set 2 PDFAmitabh BhattacharjeeNo ratings yet
- Landlord Tenant Guide PDFDocument18 pagesLandlord Tenant Guide PDFAndrew NeuberNo ratings yet
- lt1 Chapter 3 Security DepositDocument22 pageslt1 Chapter 3 Security DepositAndrew NeuberNo ratings yet
- Multi-Stakeholder Platform: Contribution To Value Chain DevelopmentDocument59 pagesMulti-Stakeholder Platform: Contribution To Value Chain DevelopmentAndrew NeuberNo ratings yet
- Softeng 2016 2 40 65119Document9 pagesSofteng 2016 2 40 65119Andrew NeuberNo ratings yet
- Service Innovation: A Service-Dominant Logic Perspective: MIS Quarterly March 2015Document23 pagesService Innovation: A Service-Dominant Logic Perspective: MIS Quarterly March 2015Andrew NeuberNo ratings yet
- Bring Home Methods: Additions To The Bootcamp Bootleg. Electronic Colloquium On Design Thinking ResearchDocument7 pagesBring Home Methods: Additions To The Bootcamp Bootleg. Electronic Colloquium On Design Thinking ResearchAndrew NeuberNo ratings yet
- Service Blueprint For Improving Clinical Guideline Adherence Via Mobile Health TechnologyDocument6 pagesService Blueprint For Improving Clinical Guideline Adherence Via Mobile Health TechnologyAndrew NeuberNo ratings yet
- Reaching Into Patients Homes - Participatory DesiDocument16 pagesReaching Into Patients Homes - Participatory DesiAndrew NeuberNo ratings yet
- ACCT 5327 - Formation of A CorporationDocument23 pagesACCT 5327 - Formation of A CorporationAndrew NeuberNo ratings yet
- And Resorts, Â UCLA Institute of The Environment and Sustainability. N.P., N.D. Web. 10Document1 pageAnd Resorts, Â UCLA Institute of The Environment and Sustainability. N.P., N.D. Web. 10Andrew NeuberNo ratings yet
- Group # 6: Prepared byDocument31 pagesGroup # 6: Prepared byAndrew NeuberNo ratings yet
- Van Der Zwet R 10459456 MBADocument64 pagesVan Der Zwet R 10459456 MBAAndrew NeuberNo ratings yet
- Tesla Motors: Bas$en Mar$nez - Thomaz Talarico - Maria Garcia-MorenoDocument29 pagesTesla Motors: Bas$en Mar$nez - Thomaz Talarico - Maria Garcia-MorenoAndrew Neuber100% (1)
- Fanning ChristopherDocument88 pagesFanning ChristopherAndrew NeuberNo ratings yet
- IRC 183: Activities Not Engaged in For Profit (ATG)Document64 pagesIRC 183: Activities Not Engaged in For Profit (ATG)Andrew NeuberNo ratings yet
- Complementarity and Its Discontents: An Overview of Violent Women in American FilmDocument26 pagesComplementarity and Its Discontents: An Overview of Violent Women in American FilmAndrew NeuberNo ratings yet
- Pursuant To Internal Revenue Code Section 7463 (B), This Opinion May Not Be Treated As Precedent For Any Other CaseDocument12 pagesPursuant To Internal Revenue Code Section 7463 (B), This Opinion May Not Be Treated As Precedent For Any Other CaseAndrew NeuberNo ratings yet
- Project ExamplesDocument1 pageProject ExamplesAndrew NeuberNo ratings yet
- Business Forecasting 9Th Intern Edition Hanke Full ChapterDocument51 pagesBusiness Forecasting 9Th Intern Edition Hanke Full Chapterjames.hanus283100% (21)
- Operations Gurukul: Mr. Jaideep DeodharDocument4 pagesOperations Gurukul: Mr. Jaideep DeodharPapaiNo ratings yet
- Create Material Master MRP Views and Assign MRP TypesDocument12 pagesCreate Material Master MRP Views and Assign MRP Typesdudhmogre23No ratings yet
- Research MethodologyDocument24 pagesResearch MethodologyAnthony JohnsonNo ratings yet
- Intermediate Financial Management 11th Edition Brigham Test BankDocument20 pagesIntermediate Financial Management 11th Edition Brigham Test Banknicholasyoungxqwsbcdogz100% (39)
- Euroconstruct June 2010Document190 pagesEuroconstruct June 2010ALFARMNo ratings yet
- 19BSP3167 Varun Kumar Product ManagementDocument6 pages19BSP3167 Varun Kumar Product ManagementvarunNo ratings yet
- Pharma Analytics: SFE (Sales Force Effectiveness) Sales Analytics, Incentive Compensation & Reporting CapabilitiesDocument94 pagesPharma Analytics: SFE (Sales Force Effectiveness) Sales Analytics, Incentive Compensation & Reporting CapabilitiesDinesh IitmNo ratings yet
- Arima and Holt Winter PDFDocument43 pagesArima and Holt Winter PDFshekarthimmappaNo ratings yet
- (Operations Management) - McDonald's AnalysisDocument36 pages(Operations Management) - McDonald's AnalysisVineet Harit100% (2)
- Master Thesis Ivan Korotkov PDFDocument55 pagesMaster Thesis Ivan Korotkov PDFhaihien98livlyNo ratings yet
- Charles P. Jones, Investments: Analysis and Management, Eleventh Edition, John Wiley & SonsDocument20 pagesCharles P. Jones, Investments: Analysis and Management, Eleventh Edition, John Wiley & SonsRizki AuliaNo ratings yet
- ZurnDocument3 pagesZurnmounikareddy1504No ratings yet
- Ufa 1998Document22 pagesUfa 1998rowatersNo ratings yet
- Automatic Forecasting SnapStatDocument7 pagesAutomatic Forecasting SnapStatRodrigo Vallejos VergaraNo ratings yet
- Territory Management Decision GuideDocument5 pagesTerritory Management Decision GuideIoana AlexandraNo ratings yet
- Chapter 4Document40 pagesChapter 4Ayesha DilawarNo ratings yet
- (IJCST-V10I3P29) :riswana E A, Roushath Beevi K S, Salmath K A, Sandra Santhosh, Jisha JamalDocument4 pages(IJCST-V10I3P29) :riswana E A, Roushath Beevi K S, Salmath K A, Sandra Santhosh, Jisha JamalEighthSenseGroupNo ratings yet
- Decomposition of Time SeriesDocument14 pagesDecomposition of Time SeriesSylvia CheungNo ratings yet
- EVA Supply Chain Demand Planning PDFDocument7 pagesEVA Supply Chain Demand Planning PDFEmilio Torres MedinaNo ratings yet
- Forecasting and Performance Conceptualizing Forecasting Management Competence As Higher Order ConstructDocument15 pagesForecasting and Performance Conceptualizing Forecasting Management Competence As Higher Order ConstructJorge Eloy Rojas NinaNo ratings yet
- Assignment of Management Information SystemDocument24 pagesAssignment of Management Information SystemPreet KaurNo ratings yet
- Manufacturing Planning and Control Systems D Clay Whybark CDocument10 pagesManufacturing Planning and Control Systems D Clay Whybark Calbertoca990100% (1)
- Approaches For Credit Scorecard Calibration: An Empirical AnalysisDocument40 pagesApproaches For Credit Scorecard Calibration: An Empirical AnalysisAliceNo ratings yet
- Use, Operation and Maintenance of Renewable Energy Systems: Miguel A. Sanz-Bobi EditorDocument387 pagesUse, Operation and Maintenance of Renewable Energy Systems: Miguel A. Sanz-Bobi EditorLaima Klemas100% (1)
- Lars Dannecker (Auth.) - Energy Time Series Forecasting - Efficient and Accurate Forecasting of Evolving Time Series From The Energy Domain (2015, Springer Vieweg) PDFDocument241 pagesLars Dannecker (Auth.) - Energy Time Series Forecasting - Efficient and Accurate Forecasting of Evolving Time Series From The Energy Domain (2015, Springer Vieweg) PDFrtorrescoralNo ratings yet
- Monjurul Karim, ID 2240312133Document12 pagesMonjurul Karim, ID 2240312133MONJURUL KARIMNo ratings yet