Download as docx, pdf, or txt
You might also like
- Fundamentals of Mechanical Press DesignDocument7 pagesFundamentals of Mechanical Press DesignGeoffrey ArmstrongNo ratings yet
- Machine Design Elements and AssembliesFrom EverandMachine Design Elements and AssembliesRating: 3.5 out of 5 stars3.5/5 (2)
- Excel ShortCuts Cheat SheetDocument8 pagesExcel ShortCuts Cheat SheetMohammed Kareem KhanNo ratings yet
- Study of a reluctance magnetic gearbox for energy storage system applicationFrom EverandStudy of a reluctance magnetic gearbox for energy storage system applicationRating: 1 out of 5 stars1/5 (1)
- Busbar ImpedanceDocument3 pagesBusbar Impedancesaurabhjerps231221No ratings yet
- M16 M4 Service Rifle FamiliarizationDocument16 pagesM16 M4 Service Rifle FamiliarizationAnonymous mcJZ1wVX89No ratings yet
- Forging: Types of Forging 1. Hot Forging 2. Cold Forging Hot ForgingDocument22 pagesForging: Types of Forging 1. Hot Forging 2. Cold Forging Hot Forgingaman ubhiNo ratings yet
- Capacity Enhancement Project Without Any Capital Investment by Prime Turning in Stamping DivisionDocument6 pagesCapacity Enhancement Project Without Any Capital Investment by Prime Turning in Stamping DivisiondharmeshNo ratings yet
- Types of Forging PressesDocument5 pagesTypes of Forging Pressesaman ubhi100% (1)
- Drop Forging Implies A, Fast, High Energy Transfer of The Force To Forge The Work. in The DropDocument8 pagesDrop Forging Implies A, Fast, High Energy Transfer of The Force To Forge The Work. in The DropAnonymous Y0ru1RqC6No ratings yet
- Forging, Rolling, Extrusion and Drawing ProcessesDocument45 pagesForging, Rolling, Extrusion and Drawing ProcessesHarshan Arumugam100% (1)
- Selection of Presses and Its SettingDocument21 pagesSelection of Presses and Its SettingVipul MetaNo ratings yet
- Sheet Metal Stamping Presses: Training ObjectiveDocument6 pagesSheet Metal Stamping Presses: Training ObjectiveSileno DiasNo ratings yet
- Pile HammerDocument3 pagesPile HammerAndika Siregar100% (1)
- Anatomy of Mechanical PressDocument7 pagesAnatomy of Mechanical PressTJ PandyaNo ratings yet
- Sheet Metal Working PressesDocument48 pagesSheet Metal Working PressesAshish RawatNo ratings yet
- 9 2 2020 Sheet Pile Installation Hammer Information DatabaseDocument21 pages9 2 2020 Sheet Pile Installation Hammer Information DatabaseDilhara WickramaarachchiNo ratings yet
- Presses For Sheet Metal WorkingDocument5 pagesPresses For Sheet Metal WorkingRajVardhanNo ratings yet
- Module 2Document79 pagesModule 2uditNo ratings yet
- Suez Canal University Faculty of Engineering Production and Design Dept. 4 YearDocument13 pagesSuez Canal University Faculty of Engineering Production and Design Dept. 4 YearViolet RoseNo ratings yet
- Mechanical Press: Given QuestionsDocument6 pagesMechanical Press: Given QuestionstemesgenNo ratings yet
- Hydraulic Press Brake MachineDocument7 pagesHydraulic Press Brake MachineWahyu SiwastanaNo ratings yet
- Introduction To Press Tools and Power PressDocument60 pagesIntroduction To Press Tools and Power PressThulasi RamNo ratings yet
- Experiment No 10 - StudyDocument19 pagesExperiment No 10 - StudyVivekumNo ratings yet
- Lecture 6 Body & Guide WaysDocument48 pagesLecture 6 Body & Guide WaysLUKI INDRA WIRANo ratings yet
- Unit 3 Press and Press Tools: StructureDocument14 pagesUnit 3 Press and Press Tools: StructurePranav SharmaNo ratings yet
- Pneumatic Sheet Bending MachineDocument3 pagesPneumatic Sheet Bending MachineJeff MainaNo ratings yet
- Study OF Wind MachinesDocument32 pagesStudy OF Wind MachinesAmol ChopdeNo ratings yet
- Pneumatic Sheet Metal BendingDocument4 pagesPneumatic Sheet Metal BendingVivace SystmNo ratings yet
- Bme059unit 3Document14 pagesBme059unit 3Mir Mustafa AliNo ratings yet
- Motorized Screw JackDocument19 pagesMotorized Screw JackmkkfakesNo ratings yet
- Presses For Sheet Metal WorkingDocument4 pagesPresses For Sheet Metal WorkingJony Oliver Lazo RamosNo ratings yet
- 12 16 2021 Basic Principles of Hammers For Sheet Pile Installation Title ChangeDocument21 pages12 16 2021 Basic Principles of Hammers For Sheet Pile Installation Title ChangeDavid DuNo ratings yet
- Lec 5 ForgingDocument54 pagesLec 5 Forgingam4308448No ratings yet
- Scissor LiftDocument4 pagesScissor LiftnithiNo ratings yet
- Design of Power ScrewDocument6 pagesDesign of Power ScrewJohn Kisser AbilgosNo ratings yet
- Term PaperDocument23 pagesTerm PaperAman Goyal (B19ME004)No ratings yet
- ShaftingDocument3 pagesShafting41vaibhavNo ratings yet
- Lit MRMDocument8 pagesLit MRMAncelmo Siqueira100% (1)
- Presses and Equipment For SheetMetal DiesDocument153 pagesPresses and Equipment For SheetMetal Diessamurai7_77No ratings yet
- Unit-3, Metal Froming ProcessDocument83 pagesUnit-3, Metal Froming ProcessMudit MaheshwariNo ratings yet
- Power Press: 1. Classification Based On Source of PowerDocument11 pagesPower Press: 1. Classification Based On Source of PowerenvsandyNo ratings yet
- Power Screw FinalDocument36 pagesPower Screw FinalFrancis Dela TorreNo ratings yet
- Automatic Hammer RepDocument52 pagesAutomatic Hammer Repganesh50% (2)
- 133039114959882883Document22 pages133039114959882883jaletamiresaNo ratings yet
- AbstractDocument18 pagesAbstractJohn AjishNo ratings yet
- Die PunchDocument67 pagesDie PunchAbtahee RUETNo ratings yet
- Sesi-7 Analisis Gaya Pada MesinDocument15 pagesSesi-7 Analisis Gaya Pada MesinHimawanNo ratings yet
- Shridevi - Types of Machine FoundationDocument12 pagesShridevi - Types of Machine FoundationAshokan Keloth100% (1)
- Web Tension Control SystemsDocument24 pagesWeb Tension Control SystemsSudhakar Joshi0% (2)
- Double Acting Shapper Too LDocument22 pagesDouble Acting Shapper Too LGopuNo ratings yet
- Power Hammer Mechanism Project ReportDocument29 pagesPower Hammer Mechanism Project Reportvinay muleyNo ratings yet
- Slider Crank Power Hammer Mechanism Project ReportDocument33 pagesSlider Crank Power Hammer Mechanism Project ReportYemmina Madhusudhan80% (15)
- Friction GuidewaysDocument13 pagesFriction Guidewaysyummit100% (1)
- Studies On The Benefits of Using Linear Motors Insted To Ball Screws Used in Drive of The Machine ToolsDocument8 pagesStudies On The Benefits of Using Linear Motors Insted To Ball Screws Used in Drive of The Machine ToolsVASILIINo ratings yet
- Metal Forming Process: Unit IIDocument89 pagesMetal Forming Process: Unit IIgiriaj kokareNo ratings yet
- Pneumatic Rod Bending Machine Project ReportDocument3 pagesPneumatic Rod Bending Machine Project ReportJeyakumar NNo ratings yet
- Small Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsFrom EverandSmall Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsNo ratings yet
- Farm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsFrom EverandFarm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsNo ratings yet
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingFrom EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNo ratings yet
- Lec.4 SaraDocument4 pagesLec.4 SaraAyman HussienNo ratings yet
- السكشن PDFDocument12 pagesالسكشن PDFAyman HussienNo ratings yet
- Lec.6 SaraDocument5 pagesLec.6 SaraAyman HussienNo ratings yet
- Superfinishing Processes: HoningDocument5 pagesSuperfinishing Processes: HoningAyman HussienNo ratings yet
- Cylinder Types:: Single Acting: Double Acting Piston: Work Is Done in Both DirectionsDocument29 pagesCylinder Types:: Single Acting: Double Acting Piston: Work Is Done in Both DirectionsAyman HussienNo ratings yet
- Australian Standard Australian Standard: AS 61508.4-1999 AS 61508.4-1999Document30 pagesAustralian Standard Australian Standard: AS 61508.4-1999 AS 61508.4-1999Ayman HussienNo ratings yet
- Cylinder Types:: Single Acting: Double Acting Piston: Work Is Done in Both DirectionsDocument29 pagesCylinder Types:: Single Acting: Double Acting Piston: Work Is Done in Both DirectionsAyman HussienNo ratings yet
- Assessment of Stainless Steel 316L Joints Welded by Laser: Corresponding Author. Tel: E-Mail AddressesDocument11 pagesAssessment of Stainless Steel 316L Joints Welded by Laser: Corresponding Author. Tel: E-Mail AddressesAyman HussienNo ratings yet
- Capstone Design - Robotics: Motors and ControlDocument49 pagesCapstone Design - Robotics: Motors and ControlAyman HussienNo ratings yet
- How To Write Research Papers Without Being Called PlagiaristDocument29 pagesHow To Write Research Papers Without Being Called PlagiaristAyman HussienNo ratings yet
- Handbook of Sealant TechnologyDocument556 pagesHandbook of Sealant TechnologyAyman Hussien100% (4)
- GroundingDocument11 pagesGroundingKandasamyNo ratings yet
- Materiales BombasDocument132 pagesMateriales BombasCarlos JuárezNo ratings yet
- Construction Inspector'S Checklist FOR Earth Excavation and EmbankmentDocument12 pagesConstruction Inspector'S Checklist FOR Earth Excavation and EmbankmentdhwaniNo ratings yet
- Basic Electronics Prof. Mahesh Patil Department of Electrical Engineering Indian Institute of Technology, Bombay Lecture - 25 BJT AmplifierDocument7 pagesBasic Electronics Prof. Mahesh Patil Department of Electrical Engineering Indian Institute of Technology, Bombay Lecture - 25 BJT AmplifierAnirban SahaNo ratings yet
- Dale Hunt 80 MeterDocument7 pagesDale Hunt 80 MeterbuffeNo ratings yet
- Oracle Magazine MAYJUN2009Document72 pagesOracle Magazine MAYJUN2009api-26828082No ratings yet
- 8 Inspection of Cranes in Campos BasinDocument25 pages8 Inspection of Cranes in Campos Basinkartoon_38No ratings yet
- P-Link Module PE-link Module: User'S ManualDocument61 pagesP-Link Module PE-link Module: User'S ManualNgọc Nguyễn ThanhNo ratings yet
- Specifications 7 Series 730i 730li PDFDocument2 pagesSpecifications 7 Series 730i 730li PDFKhawaja Arslan AhmedNo ratings yet
- Riello RBL 553 SeDocument1 pageRiello RBL 553 SeJesus CamaroNo ratings yet
- MDR-8000 7-8GHz Ds PDFDocument6 pagesMDR-8000 7-8GHz Ds PDFVin VinNo ratings yet
- SatelliteDocument21 pagesSatelliteNand Kishore100% (1)
- 2014-1 KaMOS Gasket & Test Equipment - Operating ManualDocument20 pages2014-1 KaMOS Gasket & Test Equipment - Operating Manualfrigenti007100% (2)
- Kotler in PDFDocument43 pagesKotler in PDFAnurag MaheshwariNo ratings yet
- 1MRK505176-SEN en Busbar Protection IED REB 670Document4 pages1MRK505176-SEN en Busbar Protection IED REB 670vsrikala68No ratings yet
- Negative TestingDocument4 pagesNegative TestingSZ EccvNo ratings yet
- Datasheet Micropack SystemDocument4 pagesDatasheet Micropack SystemLuis RodriguezNo ratings yet
- Weaving Loom Parts Catalogue Tsudakoma Water Jet SDocument15 pagesWeaving Loom Parts Catalogue Tsudakoma Water Jet SRavi Kumar100% (1)
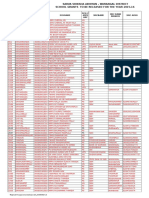
- School Grant For The Year 2015-16 To Be Release On 07.12.2015Document88 pagesSchool Grant For The Year 2015-16 To Be Release On 07.12.2015Akram MohammadNo ratings yet
- VanAsep HydroTrainingGuideDocument28 pagesVanAsep HydroTrainingGuideMike Eugene CollinsNo ratings yet
- Contractor Company Information: Vocational Training Partnership Division Training Services Request (TSR)Document1 pageContractor Company Information: Vocational Training Partnership Division Training Services Request (TSR)Muhammad TariqNo ratings yet
- Resolution CalculationDocument9 pagesResolution CalculationCarlos MotaNo ratings yet
- RP 1 Zafar Nawaz Jaspal Arms Control Risk Reduction Measures Between India Pakistan June 2005Document28 pagesRP 1 Zafar Nawaz Jaspal Arms Control Risk Reduction Measures Between India Pakistan June 2005Fayyaz AliNo ratings yet
- Package BH-06: Bhopal Metro Rail ProjectDocument1 pagePackage BH-06: Bhopal Metro Rail ProjectGreenNo ratings yet
- Bang Ty So Nen Xe MayDocument2 pagesBang Ty So Nen Xe MayTrung Kiên Nguyễn ĐìnhNo ratings yet
- Of Headless Mice... and Men: by Charles KrauthammerDocument2 pagesOf Headless Mice... and Men: by Charles KrauthammerEvan QuenlinNo ratings yet
- ScheduleDocument2 pagesSchedulerayhankabirNo ratings yet