
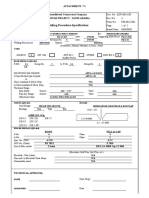
Welding Procedure Qualification: in According ASME IX
Welding Procedure Qualification: in According ASME IX
You might also like
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDocument5 pagesWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
- Astm A193 - Nuts and BoltsDocument5 pagesAstm A193 - Nuts and BoltsgarrybieberNo ratings yet
- AMICON - Butterfly ValvesDocument16 pagesAMICON - Butterfly ValvesAnees OlasserilNo ratings yet
- Noble Metal AlloysDocument77 pagesNoble Metal AlloysVivek Choukse50% (2)
- Wps PQR PDFDocument35 pagesWps PQR PDFquality unifab83% (6)
- WPS 684 CS 012Document3 pagesWPS 684 CS 012siva8000100% (1)
- Assignment Answer WPS HK40Document4 pagesAssignment Answer WPS HK40RahulNo ratings yet
- Welding Procedure Specification (WPS) : JOINTS (QW-402)Document4 pagesWelding Procedure Specification (WPS) : JOINTS (QW-402)andresrojas25No ratings yet
- WPS GTAW-SMAW h1Document1 pageWPS GTAW-SMAW h1Jesus Gabrielw Blanco GhostbustersIzNo ratings yet
- Qw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageQw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)linaNo ratings yet
- Wps Ausa Gtaw Smaw 002 2018 Ok RDocument2 pagesWps Ausa Gtaw Smaw 002 2018 Ok RIvan Dario Carrillo Rubio0% (1)
- 3-Actual Exams Last Edition (ASME IX)Document6 pages3-Actual Exams Last Edition (ASME IX)Hares SlalNo ratings yet
- Welding Procedure Specification: Backing MaterialDocument2 pagesWelding Procedure Specification: Backing MaterialDiki ArmandoNo ratings yet
- Qw-482 Welding Procedure Specification (WPS) : (Automatic, Manual, Machine or Semi-Auto)Document2 pagesQw-482 Welding Procedure Specification (WPS) : (Automatic, Manual, Machine or Semi-Auto)BalasahebNo ratings yet
- WPS 1-1-GT-SM-6 Rev. 0Document8 pagesWPS 1-1-GT-SM-6 Rev. 0Melby de la rosaNo ratings yet
- WPS Sitelca S002Document2 pagesWPS Sitelca S002kikokiko KarimNo ratings yet
- GCB WPS Tsila 012Document19 pagesGCB WPS Tsila 012AslaouiNo ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Abdulmecit YetisNo ratings yet
- Welding Procedure Specification (WPS) : Asme Boiler and Pressure Vessel Code - Section Ix - Qw-482Document2 pagesWelding Procedure Specification (WPS) : Asme Boiler and Pressure Vessel Code - Section Ix - Qw-482Edwin Romero100% (2)
- Wps 18Document2 pagesWps 18Avishek GuptaNo ratings yet
- O O O O: Illustration: Joint Design, Weld Layers and Bead Sequence 3.5+0.5Document1 pageO O O O: Illustration: Joint Design, Weld Layers and Bead Sequence 3.5+0.5Ali MoosaviNo ratings yet
- Pwps-Gtaw FcawDocument2 pagesPwps-Gtaw FcawAhmed ElsharkawNo ratings yet
- First: Qw-482 Welding Procedure Specification (WPS) For General Contracs and SuppliesDocument3 pagesFirst: Qw-482 Welding Procedure Specification (WPS) For General Contracs and SuppliesAhmed AbdoNo ratings yet
- Ongc WPS 1 of 2Document4 pagesOngc WPS 1 of 2Kiran NikateNo ratings yet
- WPS Tsila 012Document2 pagesWPS Tsila 012AslaouiNo ratings yet
- 04 WPS Atp Asme 2012 (A312 304) (A312 310)Document6 pages04 WPS Atp Asme 2012 (A312 304) (A312 310)lailatul kodriNo ratings yet
- QW - 482 Welding Procedure Specification (WPS)Document5 pagesQW - 482 Welding Procedure Specification (WPS)Arijit GhoshNo ratings yet
- QW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectDocument6 pagesQW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectArijit Ghosh100% (1)
- QW-482 (WPS) GTAW 4MM FilletDocument4 pagesQW-482 (WPS) GTAW 4MM FilletBalkishan DyavanapellyNo ratings yet
- Procedimiento de Soldadura .Document2 pagesProcedimiento de Soldadura .luis m hueto castilloNo ratings yet
- PWPS 102Document2 pagesPWPS 102Cyril J PadiyathNo ratings yet
- Reliance Engineering Associates (P) Limited Welding Procedure SpecificationDocument1 pageReliance Engineering Associates (P) Limited Welding Procedure SpecificationdeepakNo ratings yet
- HHHHHHHHJJJJJJ: O O O ODocument1 pageHHHHHHHHJJJJJJ: O O O OAli MoosaviNo ratings yet
- Wps PQR A3620 PDFDocument5 pagesWps PQR A3620 PDFHamid MansouriNo ratings yet
- Qw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesQw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)linaNo ratings yet
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationHasan Ahmed100% (1)
- Welding Procedure Specification (WPS) : As Per Attached Joints Detail SheetDocument1 pageWelding Procedure Specification (WPS) : As Per Attached Joints Detail SheetMohammed JaveedNo ratings yet
- Welding Procedure Specification: PQR 2" Dia-5.54mm THKDocument2 pagesWelding Procedure Specification: PQR 2" Dia-5.54mm THKNil BorichaNo ratings yet
- Wps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Document4 pagesWps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Nilotpal Kumar RaiNo ratings yet
- Final - WPS PQR 86Document4 pagesFinal - WPS PQR 86Parag WadekarNo ratings yet
- WPS For A333 ADocument1 pageWPS For A333 ARamzi BEN AHMED100% (1)
- Form Qw-482 Suggested Format For Welding Procedure Specification (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document10 pagesForm Qw-482 Suggested Format For Welding Procedure Specification (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Prakash PatelNo ratings yet
- WPS 19Document15 pagesWPS 19Avishek Gupta100% (1)
- WPS SS316Document4 pagesWPS SS316Budi Setia RahmanNo ratings yet
- Ejemplo Prueba 991003Document2 pagesEjemplo Prueba 991003MARIO ALBANo ratings yet
- WPS 7018+70S2Document8 pagesWPS 7018+70S2rajuNo ratings yet
- Welding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2Document2 pagesWelding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2tayyabNo ratings yet
- Wps Train 01 (AIDIL)Document2 pagesWps Train 01 (AIDIL)aidil30No ratings yet
- Wps 22Document2 pagesWps 22Avishek GuptaNo ratings yet
- Astm 537 CL.1 WPSDocument2 pagesAstm 537 CL.1 WPSaudiihussain67% (3)
- SILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Document2 pagesSILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Abdulmecit YetisNo ratings yet
- Qw-482 Welding Procedure SpecificationDocument2 pagesQw-482 Welding Procedure SpecificationAmanSharmaNo ratings yet
- WPS & WPQR (Asme Section IX)Document7 pagesWPS & WPQR (Asme Section IX)Rizaldy PhoenksNo ratings yet
- Welding Procedure Specification "WPS": O O O ODocument1 pageWelding Procedure Specification "WPS": O O O OAli Moosavi100% (1)
- 1108-DES-005 Rev02Document1 page1108-DES-005 Rev02Omar TocmoNo ratings yet
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- WPS For Carbon Steel THK 7.11 GTAWDocument1 pageWPS For Carbon Steel THK 7.11 GTAWAli Moosavi100% (1)
- Wps For Carbon Steel THK 7.11 GtawDocument1 pageWps For Carbon Steel THK 7.11 GtawAli MoosaviNo ratings yet
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- (Automatic, Manual, Machine, or Semi-Auto) : 3-4 MM 1-5 MMDocument2 pages(Automatic, Manual, Machine, or Semi-Auto) : 3-4 MM 1-5 MMpraveesh qc2023No ratings yet
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Anup SirDocument22 pagesAnup SirFAIQNo ratings yet
- Metal Cas MCQDocument25 pagesMetal Cas MCQKanhaiyaPrasadNo ratings yet
- CreepDocument26 pagesCreepOsu AmpawanonNo ratings yet
- FQA Registry PDFDocument116 pagesFQA Registry PDFsattar12345No ratings yet
- Astm e 1019 - 03 Leco CS NoDocument21 pagesAstm e 1019 - 03 Leco CS NoPYDNo ratings yet
- c71500 PDFDocument1 pagec71500 PDFArtish PadaiyaNo ratings yet
- Astm F 13608Document4 pagesAstm F 13608Riesma TasomaraNo ratings yet
- Astm A450Document10 pagesAstm A450Đoàn Thoại Đông TriềuNo ratings yet
- Is 817 For Welding QalificationDocument59 pagesIs 817 For Welding QalificationRathnakrajaNo ratings yet
- Aluminium Diecasting MaterialDocument2 pagesAluminium Diecasting MaterialzainudinNo ratings yet
- Tig Welding MinDocument31 pagesTig Welding MinStefan O. CatalinNo ratings yet
- Electroslag Casting Guide Vane The Three Gorges Hydraulic China Heart - Electroslag Casting GuideDocument2 pagesElectroslag Casting Guide Vane The Three Gorges Hydraulic China Heart - Electroslag Casting GuideHickeyLowery54No ratings yet
- About Dissimilar MetalsDocument1 pageAbout Dissimilar MetalsIsabel Christina Gonzalez MoralesNo ratings yet
- Satisfactory Work Sheet - OdsDocument8 pagesSatisfactory Work Sheet - OdsIgnorant MassNo ratings yet
- GHGFHDocument4 pagesGHGFHasfaruk2556No ratings yet
- HW8 Solution KeyDocument3 pagesHW8 Solution KeyHerlina PebrianiNo ratings yet
- 9 2 2Document2 pages9 2 2123No ratings yet
- Metal Injection Molding Material PropertiesDocument12 pagesMetal Injection Molding Material Propertiesdbfreelancer1195No ratings yet
- s4273447 Mphil ThesisDocument205 pagess4273447 Mphil ThesispmarteeneNo ratings yet
- Dimensions N Weights Pipes N TubesDocument6 pagesDimensions N Weights Pipes N TubesRahul SinghNo ratings yet
- Asme SB 381 & Astm B 381Document1 pageAsme SB 381 & Astm B 381jung-57No ratings yet
- IOZ PaintingDocument3 pagesIOZ PaintingDhinesh ThanappanNo ratings yet
- 1.0 Fundamentals of CastingDocument43 pages1.0 Fundamentals of CastingLoo Tong ShianNo ratings yet
- Examples and Answers-The Science and Engineering of MaterialsDocument6 pagesExamples and Answers-The Science and Engineering of MaterialschutiyaNo ratings yet
- AJIYA-Structural Product Purlin PDFDocument4 pagesAJIYA-Structural Product Purlin PDFKartegan ElavarasuNo ratings yet
- Chem181 m2 Experiment5 AbapoDocument9 pagesChem181 m2 Experiment5 AbapoRyan Angelo AbapoNo ratings yet
- Lukas KatalogDocument31 pagesLukas KatalogJosko SpehNo ratings yet























































































Download as pdf or txt
You might also like
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDocument5 pagesWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
- Astm A193 - Nuts and BoltsDocument5 pagesAstm A193 - Nuts and BoltsgarrybieberNo ratings yet
- AMICON - Butterfly ValvesDocument16 pagesAMICON - Butterfly ValvesAnees OlasserilNo ratings yet
- Noble Metal AlloysDocument77 pagesNoble Metal AlloysVivek Choukse50% (2)
- Wps PQR PDFDocument35 pagesWps PQR PDFquality unifab83% (6)
- WPS 684 CS 012Document3 pagesWPS 684 CS 012siva8000100% (1)
- Assignment Answer WPS HK40Document4 pagesAssignment Answer WPS HK40RahulNo ratings yet
- Welding Procedure Specification (WPS) : JOINTS (QW-402)Document4 pagesWelding Procedure Specification (WPS) : JOINTS (QW-402)andresrojas25No ratings yet
- WPS GTAW-SMAW h1Document1 pageWPS GTAW-SMAW h1Jesus Gabrielw Blanco GhostbustersIzNo ratings yet
- Qw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageQw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)linaNo ratings yet
- Wps Ausa Gtaw Smaw 002 2018 Ok RDocument2 pagesWps Ausa Gtaw Smaw 002 2018 Ok RIvan Dario Carrillo Rubio0% (1)
- 3-Actual Exams Last Edition (ASME IX)Document6 pages3-Actual Exams Last Edition (ASME IX)Hares SlalNo ratings yet
- Welding Procedure Specification: Backing MaterialDocument2 pagesWelding Procedure Specification: Backing MaterialDiki ArmandoNo ratings yet
- Qw-482 Welding Procedure Specification (WPS) : (Automatic, Manual, Machine or Semi-Auto)Document2 pagesQw-482 Welding Procedure Specification (WPS) : (Automatic, Manual, Machine or Semi-Auto)BalasahebNo ratings yet
- WPS 1-1-GT-SM-6 Rev. 0Document8 pagesWPS 1-1-GT-SM-6 Rev. 0Melby de la rosaNo ratings yet
- WPS Sitelca S002Document2 pagesWPS Sitelca S002kikokiko KarimNo ratings yet
- GCB WPS Tsila 012Document19 pagesGCB WPS Tsila 012AslaouiNo ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Abdulmecit YetisNo ratings yet
- Welding Procedure Specification (WPS) : Asme Boiler and Pressure Vessel Code - Section Ix - Qw-482Document2 pagesWelding Procedure Specification (WPS) : Asme Boiler and Pressure Vessel Code - Section Ix - Qw-482Edwin Romero100% (2)
- Wps 18Document2 pagesWps 18Avishek GuptaNo ratings yet
- O O O O: Illustration: Joint Design, Weld Layers and Bead Sequence 3.5+0.5Document1 pageO O O O: Illustration: Joint Design, Weld Layers and Bead Sequence 3.5+0.5Ali MoosaviNo ratings yet
- Pwps-Gtaw FcawDocument2 pagesPwps-Gtaw FcawAhmed ElsharkawNo ratings yet
- First: Qw-482 Welding Procedure Specification (WPS) For General Contracs and SuppliesDocument3 pagesFirst: Qw-482 Welding Procedure Specification (WPS) For General Contracs and SuppliesAhmed AbdoNo ratings yet
- Ongc WPS 1 of 2Document4 pagesOngc WPS 1 of 2Kiran NikateNo ratings yet
- WPS Tsila 012Document2 pagesWPS Tsila 012AslaouiNo ratings yet
- 04 WPS Atp Asme 2012 (A312 304) (A312 310)Document6 pages04 WPS Atp Asme 2012 (A312 304) (A312 310)lailatul kodriNo ratings yet
- QW - 482 Welding Procedure Specification (WPS)Document5 pagesQW - 482 Welding Procedure Specification (WPS)Arijit GhoshNo ratings yet
- QW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectDocument6 pagesQW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectArijit Ghosh100% (1)
- QW-482 (WPS) GTAW 4MM FilletDocument4 pagesQW-482 (WPS) GTAW 4MM FilletBalkishan DyavanapellyNo ratings yet
- Procedimiento de Soldadura .Document2 pagesProcedimiento de Soldadura .luis m hueto castilloNo ratings yet
- PWPS 102Document2 pagesPWPS 102Cyril J PadiyathNo ratings yet
- Reliance Engineering Associates (P) Limited Welding Procedure SpecificationDocument1 pageReliance Engineering Associates (P) Limited Welding Procedure SpecificationdeepakNo ratings yet
- HHHHHHHHJJJJJJ: O O O ODocument1 pageHHHHHHHHJJJJJJ: O O O OAli MoosaviNo ratings yet
- Wps PQR A3620 PDFDocument5 pagesWps PQR A3620 PDFHamid MansouriNo ratings yet
- Qw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesQw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)linaNo ratings yet
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationHasan Ahmed100% (1)
- Welding Procedure Specification (WPS) : As Per Attached Joints Detail SheetDocument1 pageWelding Procedure Specification (WPS) : As Per Attached Joints Detail SheetMohammed JaveedNo ratings yet
- Welding Procedure Specification: PQR 2" Dia-5.54mm THKDocument2 pagesWelding Procedure Specification: PQR 2" Dia-5.54mm THKNil BorichaNo ratings yet
- Wps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Document4 pagesWps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Nilotpal Kumar RaiNo ratings yet
- Final - WPS PQR 86Document4 pagesFinal - WPS PQR 86Parag WadekarNo ratings yet
- WPS For A333 ADocument1 pageWPS For A333 ARamzi BEN AHMED100% (1)
- Form Qw-482 Suggested Format For Welding Procedure Specification (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document10 pagesForm Qw-482 Suggested Format For Welding Procedure Specification (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Prakash PatelNo ratings yet
- WPS 19Document15 pagesWPS 19Avishek Gupta100% (1)
- WPS SS316Document4 pagesWPS SS316Budi Setia RahmanNo ratings yet
- Ejemplo Prueba 991003Document2 pagesEjemplo Prueba 991003MARIO ALBANo ratings yet
- WPS 7018+70S2Document8 pagesWPS 7018+70S2rajuNo ratings yet
- Welding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2Document2 pagesWelding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2tayyabNo ratings yet
- Wps Train 01 (AIDIL)Document2 pagesWps Train 01 (AIDIL)aidil30No ratings yet
- Wps 22Document2 pagesWps 22Avishek GuptaNo ratings yet
- Astm 537 CL.1 WPSDocument2 pagesAstm 537 CL.1 WPSaudiihussain67% (3)
- SILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Document2 pagesSILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Abdulmecit YetisNo ratings yet
- Qw-482 Welding Procedure SpecificationDocument2 pagesQw-482 Welding Procedure SpecificationAmanSharmaNo ratings yet
- WPS & WPQR (Asme Section IX)Document7 pagesWPS & WPQR (Asme Section IX)Rizaldy PhoenksNo ratings yet
- Welding Procedure Specification "WPS": O O O ODocument1 pageWelding Procedure Specification "WPS": O O O OAli Moosavi100% (1)
- 1108-DES-005 Rev02Document1 page1108-DES-005 Rev02Omar TocmoNo ratings yet
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- WPS For Carbon Steel THK 7.11 GTAWDocument1 pageWPS For Carbon Steel THK 7.11 GTAWAli Moosavi100% (1)
- Wps For Carbon Steel THK 7.11 GtawDocument1 pageWps For Carbon Steel THK 7.11 GtawAli MoosaviNo ratings yet
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- (Automatic, Manual, Machine, or Semi-Auto) : 3-4 MM 1-5 MMDocument2 pages(Automatic, Manual, Machine, or Semi-Auto) : 3-4 MM 1-5 MMpraveesh qc2023No ratings yet
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Anup SirDocument22 pagesAnup SirFAIQNo ratings yet
- Metal Cas MCQDocument25 pagesMetal Cas MCQKanhaiyaPrasadNo ratings yet
- CreepDocument26 pagesCreepOsu AmpawanonNo ratings yet
- FQA Registry PDFDocument116 pagesFQA Registry PDFsattar12345No ratings yet
- Astm e 1019 - 03 Leco CS NoDocument21 pagesAstm e 1019 - 03 Leco CS NoPYDNo ratings yet
- c71500 PDFDocument1 pagec71500 PDFArtish PadaiyaNo ratings yet
- Astm F 13608Document4 pagesAstm F 13608Riesma TasomaraNo ratings yet
- Astm A450Document10 pagesAstm A450Đoàn Thoại Đông TriềuNo ratings yet
- Is 817 For Welding QalificationDocument59 pagesIs 817 For Welding QalificationRathnakrajaNo ratings yet
- Aluminium Diecasting MaterialDocument2 pagesAluminium Diecasting MaterialzainudinNo ratings yet
- Tig Welding MinDocument31 pagesTig Welding MinStefan O. CatalinNo ratings yet
- Electroslag Casting Guide Vane The Three Gorges Hydraulic China Heart - Electroslag Casting GuideDocument2 pagesElectroslag Casting Guide Vane The Three Gorges Hydraulic China Heart - Electroslag Casting GuideHickeyLowery54No ratings yet
- About Dissimilar MetalsDocument1 pageAbout Dissimilar MetalsIsabel Christina Gonzalez MoralesNo ratings yet
- Satisfactory Work Sheet - OdsDocument8 pagesSatisfactory Work Sheet - OdsIgnorant MassNo ratings yet
- GHGFHDocument4 pagesGHGFHasfaruk2556No ratings yet
- HW8 Solution KeyDocument3 pagesHW8 Solution KeyHerlina PebrianiNo ratings yet
- 9 2 2Document2 pages9 2 2123No ratings yet
- Metal Injection Molding Material PropertiesDocument12 pagesMetal Injection Molding Material Propertiesdbfreelancer1195No ratings yet
- s4273447 Mphil ThesisDocument205 pagess4273447 Mphil ThesispmarteeneNo ratings yet
- Dimensions N Weights Pipes N TubesDocument6 pagesDimensions N Weights Pipes N TubesRahul SinghNo ratings yet
- Asme SB 381 & Astm B 381Document1 pageAsme SB 381 & Astm B 381jung-57No ratings yet
- IOZ PaintingDocument3 pagesIOZ PaintingDhinesh ThanappanNo ratings yet
- 1.0 Fundamentals of CastingDocument43 pages1.0 Fundamentals of CastingLoo Tong ShianNo ratings yet
- Examples and Answers-The Science and Engineering of MaterialsDocument6 pagesExamples and Answers-The Science and Engineering of MaterialschutiyaNo ratings yet
- AJIYA-Structural Product Purlin PDFDocument4 pagesAJIYA-Structural Product Purlin PDFKartegan ElavarasuNo ratings yet
- Chem181 m2 Experiment5 AbapoDocument9 pagesChem181 m2 Experiment5 AbapoRyan Angelo AbapoNo ratings yet
- Lukas KatalogDocument31 pagesLukas KatalogJosko SpehNo ratings yet