
Applied Sciences
Applied Sciences
You might also like
- Adhesive FormulationDocument5 pagesAdhesive Formulationjraman2475% (4)
- Mechanical Properties and Production Quality of Hand-Layup and Vacuum Infusion Processed Hybrid Composite Materials For GFRP Marine StructuresDocument14 pagesMechanical Properties and Production Quality of Hand-Layup and Vacuum Infusion Processed Hybrid Composite Materials For GFRP Marine StructuresHENDRATO HENDRATONo ratings yet
- 2024.3 - Increase of Shear Fracture Energy of Adhesive Joints Using Double-Double LaminatesDocument20 pages2024.3 - Increase of Shear Fracture Energy of Adhesive Joints Using Double-Double LaminatesAlexandrre BezerraNo ratings yet
- Jeong Et Al (2007) PDFDocument7 pagesJeong Et Al (2007) PDFMarco F. GallegosNo ratings yet
- HP10 MittendorfDocument14 pagesHP10 Mittendorfhoficop838No ratings yet
- A New Concept of Composite Material For High Speed Boats: MATERIALE PLASTICE September 2019Document8 pagesA New Concept of Composite Material For High Speed Boats: MATERIALE PLASTICE September 2019JosePeterPintoNo ratings yet
- Duan2019 1Document9 pagesDuan2019 1Carlos Eduardo Simoes de AlmeidaNo ratings yet
- Brec & Bonfigli - CBM 2020 - Fatigue RACDocument14 pagesBrec & Bonfigli - CBM 2020 - Fatigue RACmarcob74No ratings yet
- Eeeeeeexperimental and Cohesive Zone Modelling Study On Composite Joining by Co Curing and Adhesive Bonding For Sheet Moulding Compound or Carbon Fibre PROVDocument22 pagesEeeeeeexperimental and Cohesive Zone Modelling Study On Composite Joining by Co Curing and Adhesive Bonding For Sheet Moulding Compound or Carbon Fibre PROVabiliovieiraNo ratings yet
- Eeeeeeeeeeeeeeparametric Study of Composite Curved Adhesive JointsDocument16 pagesEeeeeeeeeeeeeeparametric Study of Composite Curved Adhesive JointsabiliovieiraNo ratings yet
- The Effects of Compaction Methods and MiDocument12 pagesThe Effects of Compaction Methods and MiAly OuedryNo ratings yet
- 1516 1439 MR 1516 1439044615Document12 pages1516 1439 MR 1516 1439044615Afia S HameedNo ratings yet
- 1 s2.0 S0301679X21001857 MainDocument12 pages1 s2.0 S0301679X21001857 MainPedro JuarezNo ratings yet
- SummaryDocument5 pagesSummaryAubrey ManelleNo ratings yet
- Parametric Study of Abrasive Wear of Co CRC Based Flame Sprayed Coatings by Response Surface Methodology 2014 Tribology InternationalDocument34 pagesParametric Study of Abrasive Wear of Co CRC Based Flame Sprayed Coatings by Response Surface Methodology 2014 Tribology InternationalastronotusNo ratings yet
- Construction and Building Materials: Gui Xu, Zhongda Chen, Xiaodong Li, Guanghui Lu, Dingming Dong, Zixi LiuDocument12 pagesConstruction and Building Materials: Gui Xu, Zhongda Chen, Xiaodong Li, Guanghui Lu, Dingming Dong, Zixi LiuArdiansyahNo ratings yet
- OW15 Geopolymer Concrete No Longer Labcrete Rev1Document10 pagesOW15 Geopolymer Concrete No Longer Labcrete Rev1BluesKyNo ratings yet
- Performance-Based Specifications For Concrete Drying Shrinkage in PerspectiveDocument12 pagesPerformance-Based Specifications For Concrete Drying Shrinkage in PerspectivemusaNo ratings yet
- Guia para Uso de Ligantes Modificados Reporte Final Universidad de FloridaDocument116 pagesGuia para Uso de Ligantes Modificados Reporte Final Universidad de FloridaEdgardo A. ChavarriaNo ratings yet
- Composites Part B: Ibrahim Fadil SoykokDocument10 pagesComposites Part B: Ibrahim Fadil SoykokHannan yusuf KhanNo ratings yet
- Research Paper-8 - Short & Long Term Performance of CMADocument11 pagesResearch Paper-8 - Short & Long Term Performance of CMAThiranka AriyarathnaNo ratings yet
- Accepted Manuscript: Composite StructuresDocument28 pagesAccepted Manuscript: Composite StructuresPraveen RajNo ratings yet
- Application of Laboratory Asphalt Cracking Tests To Cold in Place Recycled MixturesDocument20 pagesApplication of Laboratory Asphalt Cracking Tests To Cold in Place Recycled MixturesharNo ratings yet
- Applsci 12 09646Document14 pagesApplsci 12 09646sanjayuven97No ratings yet
- Mixture Design Consideration For Foamed Asphalt UsDocument9 pagesMixture Design Consideration For Foamed Asphalt UsBurak BulutNo ratings yet
- Composite Rebar Ideal For Gulf': Glass Reinforced PlasticDocument3 pagesComposite Rebar Ideal For Gulf': Glass Reinforced Plasticjack21abNo ratings yet
- Roller Compacted Concrete With Recycled Concrete ADocument16 pagesRoller Compacted Concrete With Recycled Concrete ASolomon DebbarmaNo ratings yet
- Docum 2Document6 pagesDocum 2MADHESWARAN SNo ratings yet
- Performance Based Testing On Bituminous Mixes Using Roller Compactor Cum Rut Analyser (RCRA)Document7 pagesPerformance Based Testing On Bituminous Mixes Using Roller Compactor Cum Rut Analyser (RCRA)IJRASETPublicationsNo ratings yet
- A.Nazarov - Composite High Speed Craft - Practical Design ApproachesDocument13 pagesA.Nazarov - Composite High Speed Craft - Practical Design ApproachesVladNo ratings yet
- Influence of Graphene Oxide On The Mechanical Properties, Fracture Toughness, and Microhardness of Recycled ConcreteDocument14 pagesInfluence of Graphene Oxide On The Mechanical Properties, Fracture Toughness, and Microhardness of Recycled ConcreteAdemar GrossNo ratings yet
- Zhao 2021Document16 pagesZhao 2021Chiew Fei HaNo ratings yet
- 2021 - Non-Destructive Mechanical Characterisation of Thin-Walled GFRP Beams Through Dynamic Testing and Model Updating - GasparDocument12 pages2021 - Non-Destructive Mechanical Characterisation of Thin-Walled GFRP Beams Through Dynamic Testing and Model Updating - GasparCássio GasparNo ratings yet
- Construction and Building MaterialsDocument8 pagesConstruction and Building MaterialsVeronika PrymNo ratings yet
- Development of Compression Pull-Off Test (CPOT) To Assess Bond Strength of BitumenDocument10 pagesDevelopment of Compression Pull-Off Test (CPOT) To Assess Bond Strength of BitumenRahim RajarNo ratings yet
- Mechanistic-Empirical Mixture Design For Hot Mix Asphalt Pavement RecyclingDocument11 pagesMechanistic-Empirical Mixture Design For Hot Mix Asphalt Pavement RecyclingOlukorede OsuolaleNo ratings yet
- Cube TestDocument10 pagesCube Testridhuanzainal100% (1)
- Ex PressureDocument11 pagesEx PressureAhmad HadyNo ratings yet
- A New Approach To Pavement Design Using Lime Stabilised SubgradesDocument10 pagesA New Approach To Pavement Design Using Lime Stabilised Subgradesbkollarou9632No ratings yet
- Comparison Between Thermal, Rheological and Failure Properties For The Performance Grading of Asphalt CementsDocument10 pagesComparison Between Thermal, Rheological and Failure Properties For The Performance Grading of Asphalt Cementscarlos camposNo ratings yet
- Polymers: Pavement Properties and Predictive Durability Analysis of Asphalt MixturesDocument17 pagesPolymers: Pavement Properties and Predictive Durability Analysis of Asphalt Mixturesvictor zuñigaNo ratings yet
- Ocean Engineering: K. Niklas, H. PruszkoDocument13 pagesOcean Engineering: K. Niklas, H. PruszkoAnthony MarineNo ratings yet
- Gupta2020 Article SimulationOfFatigueSmallCrackGDocument17 pagesGupta2020 Article SimulationOfFatigueSmallCrackGKrunal MoreyNo ratings yet
- Construction and Building Materials: Igor Amorim Beja, Rosângela Motta, Liedi Bariani BernucciDocument7 pagesConstruction and Building Materials: Igor Amorim Beja, Rosângela Motta, Liedi Bariani Bernuccichristian ricaldiNo ratings yet
- Articulo - Validacion de Enfoque de CFD para Modelar Efecto de La Rugosidad en La Superficie Del CascoDocument13 pagesArticulo - Validacion de Enfoque de CFD para Modelar Efecto de La Rugosidad en La Superficie Del CascoAnthony MarineNo ratings yet
- Thermoplastic GFRP For Reinforced and Prestressed Concrete: April 2021Document9 pagesThermoplastic GFRP For Reinforced and Prestressed Concrete: April 2021DineshNo ratings yet
- Construction and Building Materials: Tianxiong Guo, Yuchen Xie, Xingzhong WengDocument11 pagesConstruction and Building Materials: Tianxiong Guo, Yuchen Xie, Xingzhong Wengunit pengelola alat berat bbwsbsNo ratings yet
- Integrated Approach For Quality Control of Fibre-Reinforced Sprayed ConcreteDocument17 pagesIntegrated Approach For Quality Control of Fibre-Reinforced Sprayed ConcreteMadalina CiotlausNo ratings yet
- Laboratory Study On Mechanical Strength and Mix Proportions of RCC Pavements in Cold RegionsDocument11 pagesLaboratory Study On Mechanical Strength and Mix Proportions of RCC Pavements in Cold RegionsFoolad GharbNo ratings yet
- Polymers: Experimental and Numerical Study of Adhesively and Bolted Connections of Pultruded GFRP I-Shape ProfilesDocument19 pagesPolymers: Experimental and Numerical Study of Adhesively and Bolted Connections of Pultruded GFRP I-Shape ProfilesArga IrvanNo ratings yet
- A Review On Recycled Aggregate Concrete Reinforced With FibersDocument6 pagesA Review On Recycled Aggregate Concrete Reinforced With FibersIJRASETPublicationsNo ratings yet
- Geopolymer For PavementDocument13 pagesGeopolymer For PavementSo Thu DaiNo ratings yet
- Ternary System Portland Cement-Calcium Aluminate CDocument18 pagesTernary System Portland Cement-Calcium Aluminate CMajd M. KhalilNo ratings yet
- Constâncio Trindade Et Al. - 2020 - On The Mechanical Performance of K - ...Document16 pagesConstâncio Trindade Et Al. - 2020 - On The Mechanical Performance of K - ...Mirza BasitNo ratings yet
- Material de Construcción Journal en EspañolDocument8 pagesMaterial de Construcción Journal en EspañolLiLiJin WookNo ratings yet
- Dsto RR 020820PRDocument65 pagesDsto RR 020820PRleonardo caicedo mesaNo ratings yet
- 1 s2.0 S0142112323005819 MainDocument9 pages1 s2.0 S0142112323005819 MainOscar Hernando Quiroga PardoNo ratings yet
- The Effect of Hull Form Parameters On The Hydrodynamic Performance of A Bulk CarrierDocument16 pagesThe Effect of Hull Form Parameters On The Hydrodynamic Performance of A Bulk CarrierfauzanhanifNo ratings yet
- 1 s2.0 S0950061819300339 MainDocument9 pages1 s2.0 S0950061819300339 MainDanyar Mohammed TahirNo ratings yet
- 22 06 07 TRR AAPT Chemical and Rheological Characterization of Asphalt Binders A Comparison of Asphalt Binder Aging To Asphalt Mixture AgingDocument11 pages22 06 07 TRR AAPT Chemical and Rheological Characterization of Asphalt Binders A Comparison of Asphalt Binder Aging To Asphalt Mixture AgingRamy HusseinNo ratings yet
- Durability Design of Concrete Structures: Phenomena, Modeling, and PracticeFrom EverandDurability Design of Concrete Structures: Phenomena, Modeling, and PracticeNo ratings yet
- International Journal of Impact Engineering: E. Tapie, V.P.W. Shim, Y.B. GuoDocument12 pagesInternational Journal of Impact Engineering: E. Tapie, V.P.W. Shim, Y.B. GuoVeeturiVarunNo ratings yet
- Impact Tensile Behavior Analysis of Twaron Fiber Tows From Fast Fourier TransformDocument9 pagesImpact Tensile Behavior Analysis of Twaron Fiber Tows From Fast Fourier TransformVeeturiVarunNo ratings yet
- Ballistic Performance of Unidirectional Glass Fiber Laminated Composite Plate Under Normal and Oblique ImpactDocument8 pagesBallistic Performance of Unidirectional Glass Fiber Laminated Composite Plate Under Normal and Oblique ImpactVeeturiVarunNo ratings yet
- Effect of Accelerated Ageing Conditions On The Degradation Process of Dyneema (R) Polyethylene CompositesDocument7 pagesEffect of Accelerated Ageing Conditions On The Degradation Process of Dyneema (R) Polyethylene CompositesVeeturiVarunNo ratings yet
- Phadnis 2013 J. Phys. Conf. Ser. 451 012019Document9 pagesPhadnis 2013 J. Phys. Conf. Ser. 451 012019VeeturiVarunNo ratings yet
- Comparison of Ballistic Impact Behavior of Carbon Fiber/Epoxy Composite and Steel Metal StructuresDocument10 pagesComparison of Ballistic Impact Behavior of Carbon Fiber/Epoxy Composite and Steel Metal StructuresVeeturiVarunNo ratings yet
- Jin2012 Article EffectsOfLightStabilizerOnTheUDocument7 pagesJin2012 Article EffectsOfLightStabilizerOnTheUVeeturiVarunNo ratings yet
- Prediction of Impact Damage in Composite Plates: J.P. Hou, N. Petrinic, C. Ruiz, S.R. HallettDocument9 pagesPrediction of Impact Damage in Composite Plates: J.P. Hou, N. Petrinic, C. Ruiz, S.R. HallettVeeturiVarunNo ratings yet
- Zhu 1998Document19 pagesZhu 1998VeeturiVarunNo ratings yet
- Annurev Ms 25 080195 001455 PDFDocument31 pagesAnnurev Ms 25 080195 001455 PDFVeeturiVarunNo ratings yet
- Crystals 09 00389 PDFDocument10 pagesCrystals 09 00389 PDFVeeturiVarunNo ratings yet
- DSC Measurements of Epoxy Adhesives: Temp. (°C)Document4 pagesDSC Measurements of Epoxy Adhesives: Temp. (°C)VeeturiVarunNo ratings yet
- Polymers 12 00711 PDFDocument13 pagesPolymers 12 00711 PDFVeeturiVarunNo ratings yet
- Direct Correlation Between Modulus and The Crystalline Structure in Isotactic PolypropyleneDocument13 pagesDirect Correlation Between Modulus and The Crystalline Structure in Isotactic PolypropyleneVeeturiVarunNo ratings yet
- Thank You!: Here Is Your ConfirmationDocument2 pagesThank You!: Here Is Your ConfirmationVeeturiVarunNo ratings yet
- Otymer Communications: Ly Induced Changes in Kevlar" Fi Urfaee EvidencedDocument3 pagesOtymer Communications: Ly Induced Changes in Kevlar" Fi Urfaee EvidencedVeeturiVarunNo ratings yet
- Finite Deformation Thermo-Mechanical Behavior of Thermally Induced Shape Memory PolymersDocument22 pagesFinite Deformation Thermo-Mechanical Behavior of Thermally Induced Shape Memory PolymersVeeturiVarunNo ratings yet
- Thermomechanics of Shape Memory Polymers: Uniaxial Experiments and Constitutive ModelingDocument35 pagesThermomechanics of Shape Memory Polymers: Uniaxial Experiments and Constitutive ModelingVeeturiVarunNo ratings yet
- 1995 TC QuasicrystalsDocument5 pages1995 TC QuasicrystalsVeeturiVarunNo ratings yet
- Thermal Stability of Shape Memory Polymers, Polymer Blends, and CompositesDocument31 pagesThermal Stability of Shape Memory Polymers, Polymer Blends, and CompositesVeeturiVarunNo ratings yet
- Composites Science and Technology: Peng Wang, Shengnan Geng, Tianhuai DingDocument3 pagesComposites Science and Technology: Peng Wang, Shengnan Geng, Tianhuai DingVeeturiVarunNo ratings yet
- Xie2009 Facile Tailioring of Thermal Transiton Temperatures of Epoxy Shape Memory PolymersDocument5 pagesXie2009 Facile Tailioring of Thermal Transiton Temperatures of Epoxy Shape Memory PolymersVeeturiVarunNo ratings yet
- Composites: Part B: Yanju Liu, Di Song, Chunxia Wu, Jinsong LengDocument7 pagesComposites: Part B: Yanju Liu, Di Song, Chunxia Wu, Jinsong LengVeeturiVarunNo ratings yet
- Catalog 2019 - English - V.pescoDocument33 pagesCatalog 2019 - English - V.pescoWenceslao EscorzaNo ratings yet
- Brazing - Joining Process Where Just TheDocument56 pagesBrazing - Joining Process Where Just TheEduardo Leal SalgadoNo ratings yet
- Water Supply and Street LightDocument14 pagesWater Supply and Street Lightmallikarjun aeNo ratings yet
- Install FabDocument40 pagesInstall FabazizNo ratings yet
- Price Quotation Form: Technical Education & Skills Development AuthorityDocument1 pagePrice Quotation Form: Technical Education & Skills Development AuthorityKarl Juma JaclaNo ratings yet
- Tolerances Applicable To Moulded Plastic Tolerances Applicable To Moulded Plastic Parts PartsDocument10 pagesTolerances Applicable To Moulded Plastic Tolerances Applicable To Moulded Plastic Parts PartsbiroutiNo ratings yet
- Effect of Different Sand Grading On Strength Properties of Cement Grout PDFDocument8 pagesEffect of Different Sand Grading On Strength Properties of Cement Grout PDFyoussefNo ratings yet
- Concrete Design - IIT KGPDocument603 pagesConcrete Design - IIT KGPanil97232No ratings yet
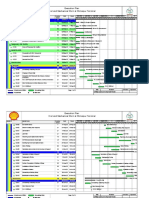
- Execution Plan - Civil and Mechanical Works at Shikarpur TerminalDocument3 pagesExecution Plan - Civil and Mechanical Works at Shikarpur TerminalHaseeb BabarNo ratings yet
- Properties of Metals Mechanical Electrical Thermal Magnetic Chemical Properties PDFDocument8 pagesProperties of Metals Mechanical Electrical Thermal Magnetic Chemical Properties PDFMahesh Daxini ThakkerNo ratings yet
- Fire Resistance BTB13Document1 pageFire Resistance BTB13Sammy ChanNo ratings yet
- Unit 10: Automotive IndustriesDocument3 pagesUnit 10: Automotive Industriesdangthanhhd79No ratings yet
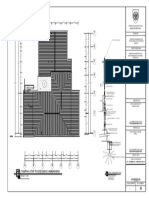
- Tampak Atap Puskesmas Kambangan: Dinas KesehatanDocument1 pageTampak Atap Puskesmas Kambangan: Dinas KesehatanAleAleNo ratings yet
- Carbon Steel or Alloy and High Yield Point Steel Plates, Strips and Straps For Slight Drawings or Non-Severe Bending Standard No. 2 3 5 2Document13 pagesCarbon Steel or Alloy and High Yield Point Steel Plates, Strips and Straps For Slight Drawings or Non-Severe Bending Standard No. 2 3 5 2anhtho100% (1)
- Minimum Steel For Reinforced Concrete Slabs: Technical NoteDocument8 pagesMinimum Steel For Reinforced Concrete Slabs: Technical NoteVi'ren BoharaNo ratings yet
- TACO Hardware E-CatalogueDocument15 pagesTACO Hardware E-Catalogueiqbal abdul azizNo ratings yet
- CH 2.4 - NTC PTCDocument27 pagesCH 2.4 - NTC PTCamirul lexNo ratings yet
- Assessment of High Alumina Refractories by Phase Diagram EvaluationsDocument5 pagesAssessment of High Alumina Refractories by Phase Diagram EvaluationsNhocSkyzNo ratings yet
- Multiaxial Fatigue and Failure Analysis of HelicalDocument11 pagesMultiaxial Fatigue and Failure Analysis of HelicalArian JalaliNo ratings yet
- BL No. TDL1065BLWCHLDocument1 pageBL No. TDL1065BLWCHLahmad roy muda siregarNo ratings yet
- Projects P.ODocument22 pagesProjects P.OBrian Risma ObedencioNo ratings yet
- Machine Design II: Prof. K.Gopinath & Prof. M.M.MayuramDocument4 pagesMachine Design II: Prof. K.Gopinath & Prof. M.M.Mayurampredrag10No ratings yet
- Performance of Cellulose Palm Fiber As An Additive in Asphalt BlendsDocument25 pagesPerformance of Cellulose Palm Fiber As An Additive in Asphalt BlendsIlyas H. AliNo ratings yet
- Experimental Characteristic of PET Plastic BottleDocument8 pagesExperimental Characteristic of PET Plastic BottleDimitrija AngelkovNo ratings yet
- Construction and Building MaterialsDocument9 pagesConstruction and Building MaterialsZaid Al SaffarNo ratings yet
- Aluminum Matrix Composites Typical Properties Data Sheet AMC-Data-SheetsDocument8 pagesAluminum Matrix Composites Typical Properties Data Sheet AMC-Data-SheetsMahmood KhanNo ratings yet
- Ms GB LevelDocument10 pagesMs GB LevelYusuf AfifNo ratings yet
- Lab - 3-Spin CoatingDocument3 pagesLab - 3-Spin CoatingSam StideNo ratings yet
- Steel Making Axle Forging Heat Treatment MachiningDocument41 pagesSteel Making Axle Forging Heat Treatment MachiningAsif Ali PCNo ratings yet















































































































Download as pdf or txt
You might also like
- Adhesive FormulationDocument5 pagesAdhesive Formulationjraman2475% (4)
- Mechanical Properties and Production Quality of Hand-Layup and Vacuum Infusion Processed Hybrid Composite Materials For GFRP Marine StructuresDocument14 pagesMechanical Properties and Production Quality of Hand-Layup and Vacuum Infusion Processed Hybrid Composite Materials For GFRP Marine StructuresHENDRATO HENDRATONo ratings yet
- 2024.3 - Increase of Shear Fracture Energy of Adhesive Joints Using Double-Double LaminatesDocument20 pages2024.3 - Increase of Shear Fracture Energy of Adhesive Joints Using Double-Double LaminatesAlexandrre BezerraNo ratings yet
- Jeong Et Al (2007) PDFDocument7 pagesJeong Et Al (2007) PDFMarco F. GallegosNo ratings yet
- HP10 MittendorfDocument14 pagesHP10 Mittendorfhoficop838No ratings yet
- A New Concept of Composite Material For High Speed Boats: MATERIALE PLASTICE September 2019Document8 pagesA New Concept of Composite Material For High Speed Boats: MATERIALE PLASTICE September 2019JosePeterPintoNo ratings yet
- Duan2019 1Document9 pagesDuan2019 1Carlos Eduardo Simoes de AlmeidaNo ratings yet
- Brec & Bonfigli - CBM 2020 - Fatigue RACDocument14 pagesBrec & Bonfigli - CBM 2020 - Fatigue RACmarcob74No ratings yet
- Eeeeeeexperimental and Cohesive Zone Modelling Study On Composite Joining by Co Curing and Adhesive Bonding For Sheet Moulding Compound or Carbon Fibre PROVDocument22 pagesEeeeeeexperimental and Cohesive Zone Modelling Study On Composite Joining by Co Curing and Adhesive Bonding For Sheet Moulding Compound or Carbon Fibre PROVabiliovieiraNo ratings yet
- Eeeeeeeeeeeeeeparametric Study of Composite Curved Adhesive JointsDocument16 pagesEeeeeeeeeeeeeeparametric Study of Composite Curved Adhesive JointsabiliovieiraNo ratings yet
- The Effects of Compaction Methods and MiDocument12 pagesThe Effects of Compaction Methods and MiAly OuedryNo ratings yet
- 1516 1439 MR 1516 1439044615Document12 pages1516 1439 MR 1516 1439044615Afia S HameedNo ratings yet
- 1 s2.0 S0301679X21001857 MainDocument12 pages1 s2.0 S0301679X21001857 MainPedro JuarezNo ratings yet
- SummaryDocument5 pagesSummaryAubrey ManelleNo ratings yet
- Parametric Study of Abrasive Wear of Co CRC Based Flame Sprayed Coatings by Response Surface Methodology 2014 Tribology InternationalDocument34 pagesParametric Study of Abrasive Wear of Co CRC Based Flame Sprayed Coatings by Response Surface Methodology 2014 Tribology InternationalastronotusNo ratings yet
- Construction and Building Materials: Gui Xu, Zhongda Chen, Xiaodong Li, Guanghui Lu, Dingming Dong, Zixi LiuDocument12 pagesConstruction and Building Materials: Gui Xu, Zhongda Chen, Xiaodong Li, Guanghui Lu, Dingming Dong, Zixi LiuArdiansyahNo ratings yet
- OW15 Geopolymer Concrete No Longer Labcrete Rev1Document10 pagesOW15 Geopolymer Concrete No Longer Labcrete Rev1BluesKyNo ratings yet
- Performance-Based Specifications For Concrete Drying Shrinkage in PerspectiveDocument12 pagesPerformance-Based Specifications For Concrete Drying Shrinkage in PerspectivemusaNo ratings yet
- Guia para Uso de Ligantes Modificados Reporte Final Universidad de FloridaDocument116 pagesGuia para Uso de Ligantes Modificados Reporte Final Universidad de FloridaEdgardo A. ChavarriaNo ratings yet
- Composites Part B: Ibrahim Fadil SoykokDocument10 pagesComposites Part B: Ibrahim Fadil SoykokHannan yusuf KhanNo ratings yet
- Research Paper-8 - Short & Long Term Performance of CMADocument11 pagesResearch Paper-8 - Short & Long Term Performance of CMAThiranka AriyarathnaNo ratings yet
- Accepted Manuscript: Composite StructuresDocument28 pagesAccepted Manuscript: Composite StructuresPraveen RajNo ratings yet
- Application of Laboratory Asphalt Cracking Tests To Cold in Place Recycled MixturesDocument20 pagesApplication of Laboratory Asphalt Cracking Tests To Cold in Place Recycled MixturesharNo ratings yet
- Applsci 12 09646Document14 pagesApplsci 12 09646sanjayuven97No ratings yet
- Mixture Design Consideration For Foamed Asphalt UsDocument9 pagesMixture Design Consideration For Foamed Asphalt UsBurak BulutNo ratings yet
- Composite Rebar Ideal For Gulf': Glass Reinforced PlasticDocument3 pagesComposite Rebar Ideal For Gulf': Glass Reinforced Plasticjack21abNo ratings yet
- Roller Compacted Concrete With Recycled Concrete ADocument16 pagesRoller Compacted Concrete With Recycled Concrete ASolomon DebbarmaNo ratings yet
- Docum 2Document6 pagesDocum 2MADHESWARAN SNo ratings yet
- Performance Based Testing On Bituminous Mixes Using Roller Compactor Cum Rut Analyser (RCRA)Document7 pagesPerformance Based Testing On Bituminous Mixes Using Roller Compactor Cum Rut Analyser (RCRA)IJRASETPublicationsNo ratings yet
- A.Nazarov - Composite High Speed Craft - Practical Design ApproachesDocument13 pagesA.Nazarov - Composite High Speed Craft - Practical Design ApproachesVladNo ratings yet
- Influence of Graphene Oxide On The Mechanical Properties, Fracture Toughness, and Microhardness of Recycled ConcreteDocument14 pagesInfluence of Graphene Oxide On The Mechanical Properties, Fracture Toughness, and Microhardness of Recycled ConcreteAdemar GrossNo ratings yet
- Zhao 2021Document16 pagesZhao 2021Chiew Fei HaNo ratings yet
- 2021 - Non-Destructive Mechanical Characterisation of Thin-Walled GFRP Beams Through Dynamic Testing and Model Updating - GasparDocument12 pages2021 - Non-Destructive Mechanical Characterisation of Thin-Walled GFRP Beams Through Dynamic Testing and Model Updating - GasparCássio GasparNo ratings yet
- Construction and Building MaterialsDocument8 pagesConstruction and Building MaterialsVeronika PrymNo ratings yet
- Development of Compression Pull-Off Test (CPOT) To Assess Bond Strength of BitumenDocument10 pagesDevelopment of Compression Pull-Off Test (CPOT) To Assess Bond Strength of BitumenRahim RajarNo ratings yet
- Mechanistic-Empirical Mixture Design For Hot Mix Asphalt Pavement RecyclingDocument11 pagesMechanistic-Empirical Mixture Design For Hot Mix Asphalt Pavement RecyclingOlukorede OsuolaleNo ratings yet
- Cube TestDocument10 pagesCube Testridhuanzainal100% (1)
- Ex PressureDocument11 pagesEx PressureAhmad HadyNo ratings yet
- A New Approach To Pavement Design Using Lime Stabilised SubgradesDocument10 pagesA New Approach To Pavement Design Using Lime Stabilised Subgradesbkollarou9632No ratings yet
- Comparison Between Thermal, Rheological and Failure Properties For The Performance Grading of Asphalt CementsDocument10 pagesComparison Between Thermal, Rheological and Failure Properties For The Performance Grading of Asphalt Cementscarlos camposNo ratings yet
- Polymers: Pavement Properties and Predictive Durability Analysis of Asphalt MixturesDocument17 pagesPolymers: Pavement Properties and Predictive Durability Analysis of Asphalt Mixturesvictor zuñigaNo ratings yet
- Ocean Engineering: K. Niklas, H. PruszkoDocument13 pagesOcean Engineering: K. Niklas, H. PruszkoAnthony MarineNo ratings yet
- Gupta2020 Article SimulationOfFatigueSmallCrackGDocument17 pagesGupta2020 Article SimulationOfFatigueSmallCrackGKrunal MoreyNo ratings yet
- Construction and Building Materials: Igor Amorim Beja, Rosângela Motta, Liedi Bariani BernucciDocument7 pagesConstruction and Building Materials: Igor Amorim Beja, Rosângela Motta, Liedi Bariani Bernuccichristian ricaldiNo ratings yet
- Articulo - Validacion de Enfoque de CFD para Modelar Efecto de La Rugosidad en La Superficie Del CascoDocument13 pagesArticulo - Validacion de Enfoque de CFD para Modelar Efecto de La Rugosidad en La Superficie Del CascoAnthony MarineNo ratings yet
- Thermoplastic GFRP For Reinforced and Prestressed Concrete: April 2021Document9 pagesThermoplastic GFRP For Reinforced and Prestressed Concrete: April 2021DineshNo ratings yet
- Construction and Building Materials: Tianxiong Guo, Yuchen Xie, Xingzhong WengDocument11 pagesConstruction and Building Materials: Tianxiong Guo, Yuchen Xie, Xingzhong Wengunit pengelola alat berat bbwsbsNo ratings yet
- Integrated Approach For Quality Control of Fibre-Reinforced Sprayed ConcreteDocument17 pagesIntegrated Approach For Quality Control of Fibre-Reinforced Sprayed ConcreteMadalina CiotlausNo ratings yet
- Laboratory Study On Mechanical Strength and Mix Proportions of RCC Pavements in Cold RegionsDocument11 pagesLaboratory Study On Mechanical Strength and Mix Proportions of RCC Pavements in Cold RegionsFoolad GharbNo ratings yet
- Polymers: Experimental and Numerical Study of Adhesively and Bolted Connections of Pultruded GFRP I-Shape ProfilesDocument19 pagesPolymers: Experimental and Numerical Study of Adhesively and Bolted Connections of Pultruded GFRP I-Shape ProfilesArga IrvanNo ratings yet
- A Review On Recycled Aggregate Concrete Reinforced With FibersDocument6 pagesA Review On Recycled Aggregate Concrete Reinforced With FibersIJRASETPublicationsNo ratings yet
- Geopolymer For PavementDocument13 pagesGeopolymer For PavementSo Thu DaiNo ratings yet
- Ternary System Portland Cement-Calcium Aluminate CDocument18 pagesTernary System Portland Cement-Calcium Aluminate CMajd M. KhalilNo ratings yet
- Constâncio Trindade Et Al. - 2020 - On The Mechanical Performance of K - ...Document16 pagesConstâncio Trindade Et Al. - 2020 - On The Mechanical Performance of K - ...Mirza BasitNo ratings yet
- Material de Construcción Journal en EspañolDocument8 pagesMaterial de Construcción Journal en EspañolLiLiJin WookNo ratings yet
- Dsto RR 020820PRDocument65 pagesDsto RR 020820PRleonardo caicedo mesaNo ratings yet
- 1 s2.0 S0142112323005819 MainDocument9 pages1 s2.0 S0142112323005819 MainOscar Hernando Quiroga PardoNo ratings yet
- The Effect of Hull Form Parameters On The Hydrodynamic Performance of A Bulk CarrierDocument16 pagesThe Effect of Hull Form Parameters On The Hydrodynamic Performance of A Bulk CarrierfauzanhanifNo ratings yet
- 1 s2.0 S0950061819300339 MainDocument9 pages1 s2.0 S0950061819300339 MainDanyar Mohammed TahirNo ratings yet
- 22 06 07 TRR AAPT Chemical and Rheological Characterization of Asphalt Binders A Comparison of Asphalt Binder Aging To Asphalt Mixture AgingDocument11 pages22 06 07 TRR AAPT Chemical and Rheological Characterization of Asphalt Binders A Comparison of Asphalt Binder Aging To Asphalt Mixture AgingRamy HusseinNo ratings yet
- Durability Design of Concrete Structures: Phenomena, Modeling, and PracticeFrom EverandDurability Design of Concrete Structures: Phenomena, Modeling, and PracticeNo ratings yet
- International Journal of Impact Engineering: E. Tapie, V.P.W. Shim, Y.B. GuoDocument12 pagesInternational Journal of Impact Engineering: E. Tapie, V.P.W. Shim, Y.B. GuoVeeturiVarunNo ratings yet
- Impact Tensile Behavior Analysis of Twaron Fiber Tows From Fast Fourier TransformDocument9 pagesImpact Tensile Behavior Analysis of Twaron Fiber Tows From Fast Fourier TransformVeeturiVarunNo ratings yet
- Ballistic Performance of Unidirectional Glass Fiber Laminated Composite Plate Under Normal and Oblique ImpactDocument8 pagesBallistic Performance of Unidirectional Glass Fiber Laminated Composite Plate Under Normal and Oblique ImpactVeeturiVarunNo ratings yet
- Effect of Accelerated Ageing Conditions On The Degradation Process of Dyneema (R) Polyethylene CompositesDocument7 pagesEffect of Accelerated Ageing Conditions On The Degradation Process of Dyneema (R) Polyethylene CompositesVeeturiVarunNo ratings yet
- Phadnis 2013 J. Phys. Conf. Ser. 451 012019Document9 pagesPhadnis 2013 J. Phys. Conf. Ser. 451 012019VeeturiVarunNo ratings yet
- Comparison of Ballistic Impact Behavior of Carbon Fiber/Epoxy Composite and Steel Metal StructuresDocument10 pagesComparison of Ballistic Impact Behavior of Carbon Fiber/Epoxy Composite and Steel Metal StructuresVeeturiVarunNo ratings yet
- Jin2012 Article EffectsOfLightStabilizerOnTheUDocument7 pagesJin2012 Article EffectsOfLightStabilizerOnTheUVeeturiVarunNo ratings yet
- Prediction of Impact Damage in Composite Plates: J.P. Hou, N. Petrinic, C. Ruiz, S.R. HallettDocument9 pagesPrediction of Impact Damage in Composite Plates: J.P. Hou, N. Petrinic, C. Ruiz, S.R. HallettVeeturiVarunNo ratings yet
- Zhu 1998Document19 pagesZhu 1998VeeturiVarunNo ratings yet
- Annurev Ms 25 080195 001455 PDFDocument31 pagesAnnurev Ms 25 080195 001455 PDFVeeturiVarunNo ratings yet
- Crystals 09 00389 PDFDocument10 pagesCrystals 09 00389 PDFVeeturiVarunNo ratings yet
- DSC Measurements of Epoxy Adhesives: Temp. (°C)Document4 pagesDSC Measurements of Epoxy Adhesives: Temp. (°C)VeeturiVarunNo ratings yet
- Polymers 12 00711 PDFDocument13 pagesPolymers 12 00711 PDFVeeturiVarunNo ratings yet
- Direct Correlation Between Modulus and The Crystalline Structure in Isotactic PolypropyleneDocument13 pagesDirect Correlation Between Modulus and The Crystalline Structure in Isotactic PolypropyleneVeeturiVarunNo ratings yet
- Thank You!: Here Is Your ConfirmationDocument2 pagesThank You!: Here Is Your ConfirmationVeeturiVarunNo ratings yet
- Otymer Communications: Ly Induced Changes in Kevlar" Fi Urfaee EvidencedDocument3 pagesOtymer Communications: Ly Induced Changes in Kevlar" Fi Urfaee EvidencedVeeturiVarunNo ratings yet
- Finite Deformation Thermo-Mechanical Behavior of Thermally Induced Shape Memory PolymersDocument22 pagesFinite Deformation Thermo-Mechanical Behavior of Thermally Induced Shape Memory PolymersVeeturiVarunNo ratings yet
- Thermomechanics of Shape Memory Polymers: Uniaxial Experiments and Constitutive ModelingDocument35 pagesThermomechanics of Shape Memory Polymers: Uniaxial Experiments and Constitutive ModelingVeeturiVarunNo ratings yet
- 1995 TC QuasicrystalsDocument5 pages1995 TC QuasicrystalsVeeturiVarunNo ratings yet
- Thermal Stability of Shape Memory Polymers, Polymer Blends, and CompositesDocument31 pagesThermal Stability of Shape Memory Polymers, Polymer Blends, and CompositesVeeturiVarunNo ratings yet
- Composites Science and Technology: Peng Wang, Shengnan Geng, Tianhuai DingDocument3 pagesComposites Science and Technology: Peng Wang, Shengnan Geng, Tianhuai DingVeeturiVarunNo ratings yet
- Xie2009 Facile Tailioring of Thermal Transiton Temperatures of Epoxy Shape Memory PolymersDocument5 pagesXie2009 Facile Tailioring of Thermal Transiton Temperatures of Epoxy Shape Memory PolymersVeeturiVarunNo ratings yet
- Composites: Part B: Yanju Liu, Di Song, Chunxia Wu, Jinsong LengDocument7 pagesComposites: Part B: Yanju Liu, Di Song, Chunxia Wu, Jinsong LengVeeturiVarunNo ratings yet
- Catalog 2019 - English - V.pescoDocument33 pagesCatalog 2019 - English - V.pescoWenceslao EscorzaNo ratings yet
- Brazing - Joining Process Where Just TheDocument56 pagesBrazing - Joining Process Where Just TheEduardo Leal SalgadoNo ratings yet
- Water Supply and Street LightDocument14 pagesWater Supply and Street Lightmallikarjun aeNo ratings yet
- Install FabDocument40 pagesInstall FabazizNo ratings yet
- Price Quotation Form: Technical Education & Skills Development AuthorityDocument1 pagePrice Quotation Form: Technical Education & Skills Development AuthorityKarl Juma JaclaNo ratings yet
- Tolerances Applicable To Moulded Plastic Tolerances Applicable To Moulded Plastic Parts PartsDocument10 pagesTolerances Applicable To Moulded Plastic Tolerances Applicable To Moulded Plastic Parts PartsbiroutiNo ratings yet
- Effect of Different Sand Grading On Strength Properties of Cement Grout PDFDocument8 pagesEffect of Different Sand Grading On Strength Properties of Cement Grout PDFyoussefNo ratings yet
- Concrete Design - IIT KGPDocument603 pagesConcrete Design - IIT KGPanil97232No ratings yet
- Execution Plan - Civil and Mechanical Works at Shikarpur TerminalDocument3 pagesExecution Plan - Civil and Mechanical Works at Shikarpur TerminalHaseeb BabarNo ratings yet
- Properties of Metals Mechanical Electrical Thermal Magnetic Chemical Properties PDFDocument8 pagesProperties of Metals Mechanical Electrical Thermal Magnetic Chemical Properties PDFMahesh Daxini ThakkerNo ratings yet
- Fire Resistance BTB13Document1 pageFire Resistance BTB13Sammy ChanNo ratings yet
- Unit 10: Automotive IndustriesDocument3 pagesUnit 10: Automotive Industriesdangthanhhd79No ratings yet
- Tampak Atap Puskesmas Kambangan: Dinas KesehatanDocument1 pageTampak Atap Puskesmas Kambangan: Dinas KesehatanAleAleNo ratings yet
- Carbon Steel or Alloy and High Yield Point Steel Plates, Strips and Straps For Slight Drawings or Non-Severe Bending Standard No. 2 3 5 2Document13 pagesCarbon Steel or Alloy and High Yield Point Steel Plates, Strips and Straps For Slight Drawings or Non-Severe Bending Standard No. 2 3 5 2anhtho100% (1)
- Minimum Steel For Reinforced Concrete Slabs: Technical NoteDocument8 pagesMinimum Steel For Reinforced Concrete Slabs: Technical NoteVi'ren BoharaNo ratings yet
- TACO Hardware E-CatalogueDocument15 pagesTACO Hardware E-Catalogueiqbal abdul azizNo ratings yet
- CH 2.4 - NTC PTCDocument27 pagesCH 2.4 - NTC PTCamirul lexNo ratings yet
- Assessment of High Alumina Refractories by Phase Diagram EvaluationsDocument5 pagesAssessment of High Alumina Refractories by Phase Diagram EvaluationsNhocSkyzNo ratings yet
- Multiaxial Fatigue and Failure Analysis of HelicalDocument11 pagesMultiaxial Fatigue and Failure Analysis of HelicalArian JalaliNo ratings yet
- BL No. TDL1065BLWCHLDocument1 pageBL No. TDL1065BLWCHLahmad roy muda siregarNo ratings yet
- Projects P.ODocument22 pagesProjects P.OBrian Risma ObedencioNo ratings yet
- Machine Design II: Prof. K.Gopinath & Prof. M.M.MayuramDocument4 pagesMachine Design II: Prof. K.Gopinath & Prof. M.M.Mayurampredrag10No ratings yet
- Performance of Cellulose Palm Fiber As An Additive in Asphalt BlendsDocument25 pagesPerformance of Cellulose Palm Fiber As An Additive in Asphalt BlendsIlyas H. AliNo ratings yet
- Experimental Characteristic of PET Plastic BottleDocument8 pagesExperimental Characteristic of PET Plastic BottleDimitrija AngelkovNo ratings yet
- Construction and Building MaterialsDocument9 pagesConstruction and Building MaterialsZaid Al SaffarNo ratings yet
- Aluminum Matrix Composites Typical Properties Data Sheet AMC-Data-SheetsDocument8 pagesAluminum Matrix Composites Typical Properties Data Sheet AMC-Data-SheetsMahmood KhanNo ratings yet
- Ms GB LevelDocument10 pagesMs GB LevelYusuf AfifNo ratings yet
- Lab - 3-Spin CoatingDocument3 pagesLab - 3-Spin CoatingSam StideNo ratings yet
- Steel Making Axle Forging Heat Treatment MachiningDocument41 pagesSteel Making Axle Forging Heat Treatment MachiningAsif Ali PCNo ratings yet