Download as pdf or txt
You might also like
- Lamination PresentationDocument37 pagesLamination PresentationBhupendra Singh100% (15)
- Lesson 30. Thermoplastic and Thermosetting PolymersDocument11 pagesLesson 30. Thermoplastic and Thermosetting PolymersNizar AbrorNo ratings yet
- The Lost Foam Casting ProcessDocument29 pagesThe Lost Foam Casting ProcessPawan Verma100% (5)
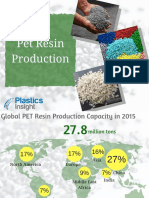
- Global Pet Resin ProductionDocument10 pagesGlobal Pet Resin ProductionPlastics InsightNo ratings yet
- Composite Rocket Propellants Based On THDocument6 pagesComposite Rocket Propellants Based On THAlperen BozdemirNo ratings yet
- Zhang Dong Development and Characterization of Poly 2001Document8 pagesZhang Dong Development and Characterization of Poly 2001Mike JonnyNo ratings yet
- A Review On Polymer Heat Exchangers For HVAC&R ApplicationsDocument17 pagesA Review On Polymer Heat Exchangers For HVAC&R Applicationsramesh tNo ratings yet
- Tpu PC PDFDocument15 pagesTpu PC PDFmohammad norooziNo ratings yet
- An Investigation of Chemical Crosslinking Effect On Properties of High-Density PolyethyleneDocument9 pagesAn Investigation of Chemical Crosslinking Effect On Properties of High-Density PolyethyleneAmirhosein FazilatiNo ratings yet
- Pet 2Document14 pagesPet 2Martin GeorgeNo ratings yet
- Blends of Poly (Ethylene Terephthalate) and Poly (Butylene Terephthalate)Document9 pagesBlends of Poly (Ethylene Terephthalate) and Poly (Butylene Terephthalate)NÄndo PelÄezNo ratings yet
- Related Study - Composite For AbacaDocument17 pagesRelated Study - Composite For AbacaResty Franz PacienteNo ratings yet
- Wind Turbine BladesDocument6 pagesWind Turbine BladesSudhanwa KulkarniNo ratings yet
- Ahad 2020 Iop Conf. Ser. Mater. Sci. Eng. 957 012045 Muyimportante Tpu PtfeDocument9 pagesAhad 2020 Iop Conf. Ser. Mater. Sci. Eng. 957 012045 Muyimportante Tpu PtfeFranco GentiliNo ratings yet
- Pet - PC BlendsDocument9 pagesPet - PC BlendsWellington C. de AraujoNo ratings yet
- Rubber /thermoplastic Blends: Micro and Nano StructuredDocument46 pagesRubber /thermoplastic Blends: Micro and Nano StructuredFocuNo ratings yet
- Lecture EIGHT: Factors Affecting On Glass Transition Temperature, TDocument7 pagesLecture EIGHT: Factors Affecting On Glass Transition Temperature, TSadiq SalamNo ratings yet
- Ball On Disk PTFEDocument9 pagesBall On Disk PTFEmarangoiaNo ratings yet
- Role of Treatment To Graphite Particles To Increase The Thermal - 1Document10 pagesRole of Treatment To Graphite Particles To Increase The Thermal - 1M.nor ainNo ratings yet
- Thermoplastic Polyurethane Elastomers: Synthesis, and Study of Effective Structural ParametersDocument5 pagesThermoplastic Polyurethane Elastomers: Synthesis, and Study of Effective Structural Parametersabilio_j_vieiraNo ratings yet
- 2003 Potting Hillman-BaylakogluDocument9 pages2003 Potting Hillman-BaylakogluVansala GanesanNo ratings yet
- 2023MSEII Handout7Document13 pages2023MSEII Handout7王竣右No ratings yet
- Preprints201701 0112 v1Document17 pagesPreprints201701 0112 v1vikasNo ratings yet
- Chen 2006Document6 pagesChen 2006varsha patilNo ratings yet
- Edited - PetroDocument4 pagesEdited - PetroHamzah A. LaftaNo ratings yet
- Ablative Materials Carbon-PhenolicDocument8 pagesAblative Materials Carbon-PhenolicMihaela Manea100% (1)
- Optimization of Molding Process Parameters For CFPDocument8 pagesOptimization of Molding Process Parameters For CFPFerry SetiawanNo ratings yet
- Materials and Design: Amar Patnaik, MD Abdulla, Alok Satapathy, Sandhyarani Biswas, Bhabani K. SatapathyDocument13 pagesMaterials and Design: Amar Patnaik, MD Abdulla, Alok Satapathy, Sandhyarani Biswas, Bhabani K. Satapathybishnu ppNo ratings yet
- Advanced Technology in Field Applied Thermoplastics For Corrosion Protection Superior To Thermoset Coating SystemsDocument6 pagesAdvanced Technology in Field Applied Thermoplastics For Corrosion Protection Superior To Thermoset Coating SystemsIan HsuNo ratings yet
- Thermoplastic PolyurethaneDocument6 pagesThermoplastic PolyurethaneChandra KusaristiantoNo ratings yet
- 9210 Dynamic Mechanical Analysis of Banana Fiber Reinforced Polyester CompositesDocument11 pages9210 Dynamic Mechanical Analysis of Banana Fiber Reinforced Polyester CompositesAdlan Akram Mohamad MazukiNo ratings yet
- Tpe JadiDocument24 pagesTpe JadiMiraNo ratings yet
- App 38945Document11 pagesApp 38945Annisya ZahraNo ratings yet
- Co-Curing Behaviour of Thermoset Composites With A Thermoplastic Boundary Layer For Welding PurposesDocument9 pagesCo-Curing Behaviour of Thermoset Composites With A Thermoplastic Boundary Layer For Welding PurposesLiran KatzNo ratings yet
- MISE en OEUVRE Composites Thermoplastiques 2023 COURS 1 2 3Document45 pagesMISE en OEUVRE Composites Thermoplastiques 2023 COURS 1 2 3El gharbaoui AnasNo ratings yet
- DMA TestDocument11 pagesDMA TestAlejandro Sanchez EsquivelNo ratings yet
- 1 s2.0 S235249282101062X MainDocument10 pages1 s2.0 S235249282101062X Mainchauhan303No ratings yet
- J Mat Sci 2011, 46, 6508 Efecto de La Organoarcilla Con Diferentes Modificadores Organicos en Las Propiedades TermoplasticasDocument10 pagesJ Mat Sci 2011, 46, 6508 Efecto de La Organoarcilla Con Diferentes Modificadores Organicos en Las Propiedades TermoplasticasDavid ContrerasNo ratings yet
- Blends of Poly (Ethylene Terephthalate) /polycarbonate by The Use of Lanthanum Acetyl Acetonate CatalystDocument7 pagesBlends of Poly (Ethylene Terephthalate) /polycarbonate by The Use of Lanthanum Acetyl Acetonate CatalystWellington C. de AraujoNo ratings yet
- Zaami Et Al 2019 Temperature Variation During Continuous Laser Assisted Adjacent Hoop Winding of Type IV PressureDocument23 pagesZaami Et Al 2019 Temperature Variation During Continuous Laser Assisted Adjacent Hoop Winding of Type IV Pressure1711076053No ratings yet
- Coatings 10 00750 PDFDocument19 pagesCoatings 10 00750 PDFJajang N JamanNo ratings yet
- Polymer and Composite Materials Study MaterialsDocument109 pagesPolymer and Composite Materials Study MaterialsSachi DhanandamNo ratings yet
- Matrices: Dr. J. Ramkumar Professor Dept of Mechanical & Design Program IIT Kanpur, IndiaDocument27 pagesMatrices: Dr. J. Ramkumar Professor Dept of Mechanical & Design Program IIT Kanpur, Indiadavid josephNo ratings yet
- Thermal Behavior of Chitosannatural RubberDocument6 pagesThermal Behavior of Chitosannatural RubberTrần QuangNo ratings yet
- Phase Morphology and Melt Rheological BeDocument24 pagesPhase Morphology and Melt Rheological BeAroop Ratan SenNo ratings yet
- Thermoplastic Elastomeric (Tpe) Materials and PDFDocument16 pagesThermoplastic Elastomeric (Tpe) Materials and PDFcesamavNo ratings yet
- EVA Mujalrosas2011Document12 pagesEVA Mujalrosas2011Anonymous mYTaxRNo ratings yet
- Peroxide Cure of RubberDocument19 pagesPeroxide Cure of RubberVivek RainaNo ratings yet
- Preparation and Properties of Phenol-Formaldehyde Resin Reinforced With Recycled Cellulose FiberDocument6 pagesPreparation and Properties of Phenol-Formaldehyde Resin Reinforced With Recycled Cellulose Fibernitin birajdarNo ratings yet
- Journal of Thermoplastic Composite Materials Volume 1 Issue 3 1988 (Doi 10.1177 - 089270578800100305) Chang, I.Y. Lees, J.K. - Recent Development in Thermoplastic Composites - A Review of Matrix SystDocument20 pagesJournal of Thermoplastic Composite Materials Volume 1 Issue 3 1988 (Doi 10.1177 - 089270578800100305) Chang, I.Y. Lees, J.K. - Recent Development in Thermoplastic Composites - A Review of Matrix SystSupriyadi AdhieNo ratings yet
- Sin 2023 J. Phys. - Conf. Ser. 2523 012023Document15 pagesSin 2023 J. Phys. - Conf. Ser. 2523 012023Junaid AliNo ratings yet
- PU Vs PBTDocument14 pagesPU Vs PBTthingsneededforNo ratings yet
- Impact of MTA Blend % in Melt Spinning Process and Polyester PropertiesDocument11 pagesImpact of MTA Blend % in Melt Spinning Process and Polyester PropertiesSanem Hazal TürkayNo ratings yet
- Enhancing Polybutylene Terephthalate (PBT) Composites: A PROMETHEE-Based Comparative Study of Reinforcement MaterialsDocument8 pagesEnhancing Polybutylene Terephthalate (PBT) Composites: A PROMETHEE-Based Comparative Study of Reinforcement MaterialsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Ghasemi Nejhad 1993 Issues Related To Processability During The Manufacture of Thermoplastic Composites Using On LineDocument17 pagesGhasemi Nejhad 1993 Issues Related To Processability During The Manufacture of Thermoplastic Composites Using On Line1711076053No ratings yet
- 2002-Preparation, Morphology, and Thermoelectric PropertyDocument7 pages2002-Preparation, Morphology, and Thermoelectric Propertyseyed MuhamadNo ratings yet
- Matrices: Dr. J. Ramkumar Professor Dept of Mechanical & Design Program IIT Kanpur, IndiaDocument27 pagesMatrices: Dr. J. Ramkumar Professor Dept of Mechanical & Design Program IIT Kanpur, IndiaMahesh RajaNo ratings yet
- Polymers Engineering5Document18 pagesPolymers Engineering5Hizbullah SattiNo ratings yet
- Effect of Methacrylate Co-Agents On Peroxide Cured PP Epdm Thermoplastic VulcanizatesDocument17 pagesEffect of Methacrylate Co-Agents On Peroxide Cured PP Epdm Thermoplastic VulcanizatesFairmont Ind Quality DivisionNo ratings yet
- Damping Properties of Para-Phenylene Terephthalamide Pulps Modified Damping MaterialsDocument12 pagesDamping Properties of Para-Phenylene Terephthalamide Pulps Modified Damping Materialssunali jaishNo ratings yet
- Modi®cation of Epoxy Resin Using Reactive Liquid (ATBN) RubberDocument14 pagesModi®cation of Epoxy Resin Using Reactive Liquid (ATBN) RubberVansala GanesanNo ratings yet
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Pharmaceutics 12 00042 s001Document3 pagesPharmaceutics 12 00042 s001Abd BaghadNo ratings yet
- Aerospace 09 00007Document24 pagesAerospace 09 00007Abd BaghadNo ratings yet
- Polymers 14 00901Document17 pagesPolymers 14 00901Abd BaghadNo ratings yet
- 10.1515 - Rams 2020 0025Document28 pages10.1515 - Rams 2020 0025Abd BaghadNo ratings yet
- Materials: Optimization of Mechanical Properties and Damage Tolerance in Polymer-Mineral Multilayer CompositesDocument19 pagesMaterials: Optimization of Mechanical Properties and Damage Tolerance in Polymer-Mineral Multilayer CompositesAbd BaghadNo ratings yet
- Polymers 14 00101 v2Document20 pagesPolymers 14 00101 v2Abd BaghadNo ratings yet
- Axial Compressive Strength of Carbon Fiber: SynopsisDocument11 pagesAxial Compressive Strength of Carbon Fiber: SynopsisAbd BaghadNo ratings yet
- Molecules: New Biosourced Flame Retardant Agents Based On Gallic and Ellagic Acids For Epoxy ResinsDocument22 pagesMolecules: New Biosourced Flame Retardant Agents Based On Gallic and Ellagic Acids For Epoxy ResinsAbd BaghadNo ratings yet
- Improvement On The Properties of Polylactic Acid (Pla) Using Bamboo Charcoal ParticlesDocument40 pagesImprovement On The Properties of Polylactic Acid (Pla) Using Bamboo Charcoal ParticlesAbd BaghadNo ratings yet
- 2021-Al Matrix Composites Fabricated by Solid-State Cold Spray Deposition A Critical ReviewDocument68 pages2021-Al Matrix Composites Fabricated by Solid-State Cold Spray Deposition A Critical ReviewAbd BaghadNo ratings yet
- A Novel Method For Measuring D I R e C T Compressive Properties of Carbon Fibres Using A Micro-Mechanical Compression TesterDocument6 pagesA Novel Method For Measuring D I R e C T Compressive Properties of Carbon Fibres Using A Micro-Mechanical Compression TesterAbd BaghadNo ratings yet
- Mechanical Behavior Simulation: NCF/ Epoxy Composite Processed by RTMDocument10 pagesMechanical Behavior Simulation: NCF/ Epoxy Composite Processed by RTMAbd BaghadNo ratings yet
- Void Reduction in Autoclave Processing of Thermoset CompositesDocument5 pagesVoid Reduction in Autoclave Processing of Thermoset CompositesAbd BaghadNo ratings yet
- Ultrasonic Attenuation As A Measure of Void C o N T e N T in Carbon-Fibre Reinforced PlasticsDocument9 pagesUltrasonic Attenuation As A Measure of Void C o N T e N T in Carbon-Fibre Reinforced PlasticsAbd BaghadNo ratings yet
- Nikishkov 2013Document15 pagesNikishkov 2013Abd BaghadNo ratings yet
- PEER Stage2 10.1016 J.compscitech.2010.08.013Document26 pagesPEER Stage2 10.1016 J.compscitech.2010.08.013Abd BaghadNo ratings yet
- Stamopoulos 2015Document12 pagesStamopoulos 2015Abd BaghadNo ratings yet
- 10 1177@0967391120968452 PDFDocument10 pages10 1177@0967391120968452 PDFAbd BaghadNo ratings yet
- MoIA1-03ge Olivierp225907pDocument9 pagesMoIA1-03ge Olivierp225907pAbd BaghadNo ratings yet
- The Influence of Cure Pressure On Microstructure, Temperature Field and Mechanical Properties of Advanced Polymer-Matrix Composite LaminatesDocument6 pagesThe Influence of Cure Pressure On Microstructure, Temperature Field and Mechanical Properties of Advanced Polymer-Matrix Composite LaminatesAbd BaghadNo ratings yet
- Materials: Cure Cycle Optimization of Rapidly Cured Out-Of-Autoclave CompositesDocument15 pagesMaterials: Cure Cycle Optimization of Rapidly Cured Out-Of-Autoclave CompositesAbd BaghadNo ratings yet
- Effects of Thermal Gradients On Defect Formation During The Consolidation of Partially Impregnated PrepregsDocument17 pagesEffects of Thermal Gradients On Defect Formation During The Consolidation of Partially Impregnated PrepregsAbd BaghadNo ratings yet
- Effect of Autoclave Pressure On Interfacial Properties at Micro-And Macro - Level in Polymer-Matrix Composite LaminatesDocument9 pagesEffect of Autoclave Pressure On Interfacial Properties at Micro-And Macro - Level in Polymer-Matrix Composite LaminatesAbd BaghadNo ratings yet
- Parametros Corte y Grabado Laser PDFDocument1 pageParametros Corte y Grabado Laser PDFrapeislNo ratings yet
- Amendment No. 8 September 2022 TO Is 14543: 2016 Packaged Drinking Water (Other Than Packaged Natural Mineral Water) - SpecificationDocument2 pagesAmendment No. 8 September 2022 TO Is 14543: 2016 Packaged Drinking Water (Other Than Packaged Natural Mineral Water) - SpecificationSai Kiran PalikaNo ratings yet
- Disclosure To Promote The Right To InformationDocument11 pagesDisclosure To Promote The Right To InformationNileshNo ratings yet
- Lecture 2.0 PolymerisationDocument24 pagesLecture 2.0 PolymerisationkechikkrunchNo ratings yet
- Byk Tp-A1 WPC Modifiers en 1Document8 pagesByk Tp-A1 WPC Modifiers en 1Kendrick FlorentoNo ratings yet
- Rubber To Metal Bonded Products Manufacturer in Ahmedabad Gujarat IndiaDocument6 pagesRubber To Metal Bonded Products Manufacturer in Ahmedabad Gujarat Indiavishnu rajNo ratings yet
- Xyron™ Grades and Properties XYRON™Document5 pagesXyron™ Grades and Properties XYRON™Radhakrishnan RajanNo ratings yet
- Mould Theory Questions PaperDocument10 pagesMould Theory Questions PaperSaurabh Kumar 53No ratings yet
- Chapter 6Document1 pageChapter 6Sayad H AbirNo ratings yet
- Polymerscan: Americas Polymer Spot Price AssessmentsDocument29 pagesPolymerscan: Americas Polymer Spot Price AssessmentsmcontrerjNo ratings yet
- Weekly PPM 3.2-9.2.2020Document8 pagesWeekly PPM 3.2-9.2.2020Pravin Balasaheb GunjalNo ratings yet
- 7130 enDocument2 pages7130 enSiddharthBhasneyNo ratings yet
- Welding TipsDocument5 pagesWelding TipsOliverNo ratings yet
- CH 08Document42 pagesCH 08chimenNo ratings yet
- DuPont ETPV Customer Presentation 1 2006Document31 pagesDuPont ETPV Customer Presentation 1 2006Wellington CorreaNo ratings yet
- Polyacrylonitrile: Abinaya A Archana A Jerlin Deno J SDocument28 pagesPolyacrylonitrile: Abinaya A Archana A Jerlin Deno J S9013 Jerlin Deno J SNo ratings yet
- Plastics PDFDocument17 pagesPlastics PDFANUPAM SAHOONo ratings yet
- Biofoam Dari Jerami PadiDocument5 pagesBiofoam Dari Jerami PadiDirgaIshakNo ratings yet
- Yoga MatDocument13 pagesYoga MatAnanthNo ratings yet
- Karakteristik Bioplastik Dari Pati Buah Lindur : Bruguiera GymnorrizhaDocument11 pagesKarakteristik Bioplastik Dari Pati Buah Lindur : Bruguiera GymnorrizhaFetty GhaessaniNo ratings yet
- The Phenol + Formaldehyde RXNDocument24 pagesThe Phenol + Formaldehyde RXNA MahmoodNo ratings yet
- Shaping Processes For Polymer Matrix CompositesDocument84 pagesShaping Processes For Polymer Matrix CompositesDevesh SinghNo ratings yet
- Lista Precios ProcablesDocument8 pagesLista Precios Procableshugo rubioNo ratings yet
- Plastic WeldingDocument16 pagesPlastic WeldingSaroj KumarNo ratings yet
- Investment Casting Cycle TimeDocument12 pagesInvestment Casting Cycle TimemaheshNo ratings yet
- LLDPE Product Catalouge - RevisedDocument1 pageLLDPE Product Catalouge - RevisedupinderpalsinghNo ratings yet
- Tech Trol Gold Synthetic LubricantDocument2 pagesTech Trol Gold Synthetic LubricantAzhar1109No ratings yet