
S-AAA-CORR (Rev.0-2015) PDF
S-AAA-CORR (Rev.0-2015) PDF
You might also like
- EIA TIA 222 F Structural Standards For Steel Antenna Towers and Antenna Supporting StructuresDocument122 pagesEIA TIA 222 F Structural Standards For Steel Antenna Towers and Antenna Supporting StructuresMala Rattan100% (2)
- Annex 1a GlobalRoamer Locations and Mobile Network CoverageDocument34 pagesAnnex 1a GlobalRoamer Locations and Mobile Network CoverageHilmi FuadNo ratings yet
- Quality Control Handbook Street LightingDocument36 pagesQuality Control Handbook Street LightingbalaafconsNo ratings yet
- S-TR-CORR (Rev.0-2015)Document19 pagesS-TR-CORR (Rev.0-2015)Abhinav SinhaNo ratings yet
- S-AAA-CIV-CAB (Rev.0-2015)Document27 pagesS-AAA-CIV-CAB (Rev.0-2015)Swathish Sivaprasad100% (1)
- S-AAA-CIV-BUILD (Rev.0-2015) PDFDocument21 pagesS-AAA-CIV-BUILD (Rev.0-2015) PDFSwathish SivaprasadNo ratings yet
- S-AAA-ELMS-HVAC+VENT (Rev.0-2015)Document30 pagesS-AAA-ELMS-HVAC+VENT (Rev.0-2015)Swathish SivaprasadNo ratings yet
- Ophthalmology MnemonicsDocument6 pagesOphthalmology MnemonicsRaouf Soliman82% (11)
- Service Manual Delco-Remy CS-130Document10 pagesService Manual Delco-Remy CS-130api-2614064460% (5)
- Astm A194 A194m 23Document7 pagesAstm A194 A194m 23Kalanithi GKNo ratings yet
- Mil STD 2197aDocument19 pagesMil STD 2197aLe Thanh HaiNo ratings yet
- Def Stan 03-32 Part 4 Paint-Systems For Ferrous MetalsDocument14 pagesDef Stan 03-32 Part 4 Paint-Systems For Ferrous MetalsDeepto BanerjeeNo ratings yet
- Sfa 5.8 Sfa 5.8MDocument26 pagesSfa 5.8 Sfa 5.8MSarvesh Mishra100% (1)
- Astm b210mDocument13 pagesAstm b210mwentropremNo ratings yet
- Mil HDBK 783Document116 pagesMil HDBK 783JamesLiang100% (1)
- BS en 01173-2008Document10 pagesBS en 01173-2008DJAlIL RonaLDONo ratings yet
- Mil-Prf-85285 e (Irr) PDFDocument24 pagesMil-Prf-85285 e (Irr) PDFalfie_nNo ratings yet
- Iso 630 2 2021Document11 pagesIso 630 2 2021mayanstechnologiesNo ratings yet
- Sist en 1976 2014Document11 pagesSist en 1976 2014Ryadh RyadhNo ratings yet
- BS 7371-3-1993 PDFDocument18 pagesBS 7371-3-1993 PDFMuthuswamy0% (1)
- Eban 2000 MK 2Document2 pagesEban 2000 MK 2Mohamed ZainNo ratings yet
- Inspeccion de GalvanizadoDocument22 pagesInspeccion de GalvanizadoacuaroscarNo ratings yet
- AMS5772Document7 pagesAMS5772Adrian FinichiuNo ratings yet
- List AWSDocument14 pagesList AWSRafiqKuNo ratings yet
- Steel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsDocument4 pagesSteel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsSriniramu SriniramuNo ratings yet
- Mil PRF 8625 Amend02Document20 pagesMil PRF 8625 Amend02dan howsNo ratings yet
- A126-04 (2014) Gray Iron Castings For Valves, Flanges, and Pipe FittingsDocument3 pagesA126-04 (2014) Gray Iron Castings For Valves, Flanges, and Pipe FittingsJosh HansenNo ratings yet
- ArcelorMittal DOMSpecsDocument12 pagesArcelorMittal DOMSpecsAnurag DixitNo ratings yet
- Aluminum and Aluminum-Alloy Sheet and Plate (Metric) : Standard Specification ForDocument26 pagesAluminum and Aluminum-Alloy Sheet and Plate (Metric) : Standard Specification ForPUENTES2407No ratings yet
- Catalogue Indium CorporationDocument5 pagesCatalogue Indium CorporationPhilippe GuillemetNo ratings yet
- Distribution Statement A - Approved For Public Release Distribution Is UnlimitedDocument56 pagesDistribution Statement A - Approved For Public Release Distribution Is UnlimitedGary WilliamsNo ratings yet
- Astm B166 2019Document9 pagesAstm B166 2019reza acbariNo ratings yet
- DZR BrassDocument3 pagesDZR BrassAlfredo Cumbi CumbiNo ratings yet
- Enovia VPLM VPM NavigatorDocument11 pagesEnovia VPLM VPM NavigatorAsker Ali TPNo ratings yet
- Material 1.0718Document1 pageMaterial 1.0718Fahad HossenNo ratings yet
- Sae j429. Vs Astm A354 BDDocument2 pagesSae j429. Vs Astm A354 BDOswaldo Leyva RNo ratings yet
- Mil STD 248dDocument157 pagesMil STD 248dTom Giles67% (3)
- E2230-13 Standard Practice For Thermal Qualification of Type B Packages For Radioactive MaterialDocument37 pagesE2230-13 Standard Practice For Thermal Qualification of Type B Packages For Radioactive Materialastewayb_964354182No ratings yet
- Iso 10684 Hot Dip Galvanized Fasteners PDFDocument27 pagesIso 10684 Hot Dip Galvanized Fasteners PDFcilacapNo ratings yet
- Nema Li 1Document4 pagesNema Li 1usamafalakNo ratings yet
- ASTM B705 (Nickel Alloy Welded Pipe)Document2 pagesASTM B705 (Nickel Alloy Welded Pipe)Demas Bayu100% (1)
- ASM Material Data SheetDocument2 pagesASM Material Data SheetShankar PranavNo ratings yet
- MIL-I-24768 (Insulation, Plastics, Laminated, Thermosetting General Specification For)Document35 pagesMIL-I-24768 (Insulation, Plastics, Laminated, Thermosetting General Specification For)ccorp0089No ratings yet
- Iso 2692 2006 en FR PDFDocument11 pagesIso 2692 2006 en FR PDF陳錦文No ratings yet
- Astm A 143M-03Document3 pagesAstm A 143M-03MritunjayNo ratings yet
- MIL-STD-645B Dip Brazing of Aluminum AlloysDocument16 pagesMIL-STD-645B Dip Brazing of Aluminum AlloysRichard BennardoNo ratings yet
- Aws C2Document8 pagesAws C2dehamanezNo ratings yet
- Ansi-B18 2 3 5m-1979 PDFDocument20 pagesAnsi-B18 2 3 5m-1979 PDFeGnEsToMcNo ratings yet
- Din 1670Document10 pagesDin 1670GODREJ LAB THANENo ratings yet
- ASTM A706 - A706M-22aDocument9 pagesASTM A706 - A706M-22aChristian LeobreraNo ratings yet
- Iso 683-6-2023Document36 pagesIso 683-6-2023gokhanekinci92100% (1)
- Weldless Chain: Standard Specification ForDocument5 pagesWeldless Chain: Standard Specification ForDarwin DarmawanNo ratings yet
- Types, AsDocument23 pagesTypes, AsAnanthanarayananNo ratings yet
- Wilsons LTD Nickel Alloy AMS 5662 Alloy 718 450Document3 pagesWilsons LTD Nickel Alloy AMS 5662 Alloy 718 450Ray Mark De TorresNo ratings yet
- Astm A325 1979Document11 pagesAstm A325 1979Deana WhiteNo ratings yet
- F3 PDFDocument3 pagesF3 PDFdgkmurtiNo ratings yet
- Astm A27 (2010) PDFDocument4 pagesAstm A27 (2010) PDFStuar TencioNo ratings yet
- Astm B 367 - 09Document6 pagesAstm B 367 - 09taker6No ratings yet
- F15-04 (2013) Standard Specification For Iron-Nickel-Cobalt Sealing AlloyDocument7 pagesF15-04 (2013) Standard Specification For Iron-Nickel-Cobalt Sealing Alloymercab15No ratings yet
- Inconel 718Document34 pagesInconel 718TUNISH KUMAR MBA-2017No ratings yet
- BS en 755 Guide-A5 BookletDocument8 pagesBS en 755 Guide-A5 BookletZiyang XieNo ratings yet
- ADDC Corrosion Protection StandardDocument23 pagesADDC Corrosion Protection StandardApsi LalNo ratings yet
- S Civ Surf - 00Document10 pagesS Civ Surf - 00HARINo ratings yet
- Ips M in 220Document30 pagesIps M in 220ali1860No ratings yet
- 34 Samss 820Document33 pages34 Samss 820Ramir AkbashevNo ratings yet
- Code490En 1Document32 pagesCode490En 1Erick MoraNo ratings yet
- S-AAA-CIV-CONCRETE (Rev.0-2015) PDFDocument16 pagesS-AAA-CIV-CONCRETE (Rev.0-2015) PDFSwathish SivaprasadNo ratings yet
- S-AAA-CIV-DRAIN (Rev.0-2015)Document9 pagesS-AAA-CIV-DRAIN (Rev.0-2015)Swathish SivaprasadNo ratings yet
- S-AAA-CIV-OHL (Rev.0-2015)Document28 pagesS-AAA-CIV-OHL (Rev.0-2015)Swathish SivaprasadNo ratings yet
- S T S E W: Tandard Echnical Pecifications For Lectric OrksDocument5 pagesS T S E W: Tandard Echnical Pecifications For Lectric OrksSwathish SivaprasadNo ratings yet
- S-AAA-ELMS-CRANE (Rev.0-2015)Document7 pagesS-AAA-ELMS-CRANE (Rev.0-2015)Swathish SivaprasadNo ratings yet
- S-AAA-ELMS-GEN (Rev.0-2015)Document7 pagesS-AAA-ELMS-GEN (Rev.0-2015)Swathish SivaprasadNo ratings yet
- S-AAA-STRL (Rev 0-2015)Document26 pagesS-AAA-STRL (Rev 0-2015)Swathish SivaprasadNo ratings yet
- S-AAA-STRL-CUB (Rev.0-2015)Document14 pagesS-AAA-STRL-CUB (Rev.0-2015)Swathish SivaprasadNo ratings yet
- Resignation Letter - Template PDFDocument1 pageResignation Letter - Template PDFSwathish SivaprasadNo ratings yet
- Rahul-Resignation Letter PDFDocument1 pageRahul-Resignation Letter PDFSwathish SivaprasadNo ratings yet
- MSDS Pyro-Chem ABC 90Document7 pagesMSDS Pyro-Chem ABC 90Andrew PanjaitanNo ratings yet
- Unit 1Document16 pagesUnit 1reeta yadav0% (1)
- Semi Detailed Lesson Plan in TLE 77Document2 pagesSemi Detailed Lesson Plan in TLE 77Kimberly MaeNo ratings yet
- Action Research On Students Misbehavior in ClassDocument4 pagesAction Research On Students Misbehavior in ClassAnalyn Girasol86% (7)
- Igneous RocksDocument7 pagesIgneous RocksHamzaBaigNo ratings yet
- Pivot Assessment and Scoring SheetDocument5 pagesPivot Assessment and Scoring SheetElaineVidalRodriguezNo ratings yet
- What Is The Importance of Cognitive Science and Computers in Relation To Nursing Informatics?Document1 pageWhat Is The Importance of Cognitive Science and Computers in Relation To Nursing Informatics?ysabel.mendozaNo ratings yet
- Seismic Protection of Fire Sprinkler and Other Mechanical Systems: Best Practices From TurkeyDocument8 pagesSeismic Protection of Fire Sprinkler and Other Mechanical Systems: Best Practices From TurkeyTon PhichitNo ratings yet
- 2020 JAADCR Araoye-Aguh CCCA Response To Topical MetforminDocument3 pages2020 JAADCR Araoye-Aguh CCCA Response To Topical MetforminKumar SukhdeoNo ratings yet
- Torque Values RTJ (B16.5)Document3 pagesTorque Values RTJ (B16.5)ariyamanjulaNo ratings yet
- Theory and Measurement of Bacterial GrowthDocument11 pagesTheory and Measurement of Bacterial GrowthBi Anh100% (1)
- Giant Consumer Product: This Study Resource WasDocument5 pagesGiant Consumer Product: This Study Resource WasKhushbooNo ratings yet
- Integrated Watershed ApproachDocument3 pagesIntegrated Watershed ApproachSuhas KandeNo ratings yet
- Analizador Hematologico Df50 CRPDocument41 pagesAnalizador Hematologico Df50 CRPoscarNo ratings yet
- 74046a02e Manual Tool PresetterDocument6 pages74046a02e Manual Tool PresetterAndy MossNo ratings yet
- Fasilitas & Maintenance Aseptic DispensingDocument47 pagesFasilitas & Maintenance Aseptic DispensingFifi Sofia LaurienNo ratings yet
- What Are Alfalfa SproutsDocument4 pagesWhat Are Alfalfa SproutsPaul SagunNo ratings yet
- Pengelolaan Kualitas Lingkungan Dengan Pemanfaatan Limbah Cair Dari Industri Tahu Sebagai BiogasDocument17 pagesPengelolaan Kualitas Lingkungan Dengan Pemanfaatan Limbah Cair Dari Industri Tahu Sebagai BiogasMuhammad Sadiqul ImanNo ratings yet
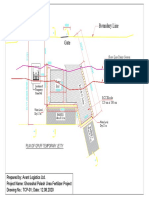
- Boundary Line: Plan of Gpuff Temporary JettyDocument1 pageBoundary Line: Plan of Gpuff Temporary Jettyshafiq_05No ratings yet
- CIED Surgical Guidance Dec21Document16 pagesCIED Surgical Guidance Dec21SamNo ratings yet
- Formulation of An Integrated River Basin Management and Development Master Plan For Marikina River Basin Volume 1: Executive SummaryDocument71 pagesFormulation of An Integrated River Basin Management and Development Master Plan For Marikina River Basin Volume 1: Executive SummaryDexter CaroNo ratings yet
- COMPLETED BAB 3 - Environmental Quality Act 1974Document24 pagesCOMPLETED BAB 3 - Environmental Quality Act 1974Mohammad Fikri Bin SaidinNo ratings yet
- Travel Hassle-Free With... : Ask For HelpDocument3 pagesTravel Hassle-Free With... : Ask For HelpApex BasnetNo ratings yet
- Instruction Manual: E48W13A-AUDocument2 pagesInstruction Manual: E48W13A-AUDanilo100% (1)
- India A Mega Diverse NationDocument23 pagesIndia A Mega Diverse Nationdawar babaNo ratings yet
- Planificare Engleza 0Document7 pagesPlanificare Engleza 0danielasiposNo ratings yet
- Business Ethics ANSWERSDocument3 pagesBusiness Ethics ANSWERSMỹ HàNo ratings yet




































































































Download as pdf or txt
You might also like
- EIA TIA 222 F Structural Standards For Steel Antenna Towers and Antenna Supporting StructuresDocument122 pagesEIA TIA 222 F Structural Standards For Steel Antenna Towers and Antenna Supporting StructuresMala Rattan100% (2)
- Annex 1a GlobalRoamer Locations and Mobile Network CoverageDocument34 pagesAnnex 1a GlobalRoamer Locations and Mobile Network CoverageHilmi FuadNo ratings yet
- Quality Control Handbook Street LightingDocument36 pagesQuality Control Handbook Street LightingbalaafconsNo ratings yet
- S-TR-CORR (Rev.0-2015)Document19 pagesS-TR-CORR (Rev.0-2015)Abhinav SinhaNo ratings yet
- S-AAA-CIV-CAB (Rev.0-2015)Document27 pagesS-AAA-CIV-CAB (Rev.0-2015)Swathish Sivaprasad100% (1)
- S-AAA-CIV-BUILD (Rev.0-2015) PDFDocument21 pagesS-AAA-CIV-BUILD (Rev.0-2015) PDFSwathish SivaprasadNo ratings yet
- S-AAA-ELMS-HVAC+VENT (Rev.0-2015)Document30 pagesS-AAA-ELMS-HVAC+VENT (Rev.0-2015)Swathish SivaprasadNo ratings yet
- Ophthalmology MnemonicsDocument6 pagesOphthalmology MnemonicsRaouf Soliman82% (11)
- Service Manual Delco-Remy CS-130Document10 pagesService Manual Delco-Remy CS-130api-2614064460% (5)
- Astm A194 A194m 23Document7 pagesAstm A194 A194m 23Kalanithi GKNo ratings yet
- Mil STD 2197aDocument19 pagesMil STD 2197aLe Thanh HaiNo ratings yet
- Def Stan 03-32 Part 4 Paint-Systems For Ferrous MetalsDocument14 pagesDef Stan 03-32 Part 4 Paint-Systems For Ferrous MetalsDeepto BanerjeeNo ratings yet
- Sfa 5.8 Sfa 5.8MDocument26 pagesSfa 5.8 Sfa 5.8MSarvesh Mishra100% (1)
- Astm b210mDocument13 pagesAstm b210mwentropremNo ratings yet
- Mil HDBK 783Document116 pagesMil HDBK 783JamesLiang100% (1)
- BS en 01173-2008Document10 pagesBS en 01173-2008DJAlIL RonaLDONo ratings yet
- Mil-Prf-85285 e (Irr) PDFDocument24 pagesMil-Prf-85285 e (Irr) PDFalfie_nNo ratings yet
- Iso 630 2 2021Document11 pagesIso 630 2 2021mayanstechnologiesNo ratings yet
- Sist en 1976 2014Document11 pagesSist en 1976 2014Ryadh RyadhNo ratings yet
- BS 7371-3-1993 PDFDocument18 pagesBS 7371-3-1993 PDFMuthuswamy0% (1)
- Eban 2000 MK 2Document2 pagesEban 2000 MK 2Mohamed ZainNo ratings yet
- Inspeccion de GalvanizadoDocument22 pagesInspeccion de GalvanizadoacuaroscarNo ratings yet
- AMS5772Document7 pagesAMS5772Adrian FinichiuNo ratings yet
- List AWSDocument14 pagesList AWSRafiqKuNo ratings yet
- Steel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsDocument4 pagesSteel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsSriniramu SriniramuNo ratings yet
- Mil PRF 8625 Amend02Document20 pagesMil PRF 8625 Amend02dan howsNo ratings yet
- A126-04 (2014) Gray Iron Castings For Valves, Flanges, and Pipe FittingsDocument3 pagesA126-04 (2014) Gray Iron Castings For Valves, Flanges, and Pipe FittingsJosh HansenNo ratings yet
- ArcelorMittal DOMSpecsDocument12 pagesArcelorMittal DOMSpecsAnurag DixitNo ratings yet
- Aluminum and Aluminum-Alloy Sheet and Plate (Metric) : Standard Specification ForDocument26 pagesAluminum and Aluminum-Alloy Sheet and Plate (Metric) : Standard Specification ForPUENTES2407No ratings yet
- Catalogue Indium CorporationDocument5 pagesCatalogue Indium CorporationPhilippe GuillemetNo ratings yet
- Distribution Statement A - Approved For Public Release Distribution Is UnlimitedDocument56 pagesDistribution Statement A - Approved For Public Release Distribution Is UnlimitedGary WilliamsNo ratings yet
- Astm B166 2019Document9 pagesAstm B166 2019reza acbariNo ratings yet
- DZR BrassDocument3 pagesDZR BrassAlfredo Cumbi CumbiNo ratings yet
- Enovia VPLM VPM NavigatorDocument11 pagesEnovia VPLM VPM NavigatorAsker Ali TPNo ratings yet
- Material 1.0718Document1 pageMaterial 1.0718Fahad HossenNo ratings yet
- Sae j429. Vs Astm A354 BDDocument2 pagesSae j429. Vs Astm A354 BDOswaldo Leyva RNo ratings yet
- Mil STD 248dDocument157 pagesMil STD 248dTom Giles67% (3)
- E2230-13 Standard Practice For Thermal Qualification of Type B Packages For Radioactive MaterialDocument37 pagesE2230-13 Standard Practice For Thermal Qualification of Type B Packages For Radioactive Materialastewayb_964354182No ratings yet
- Iso 10684 Hot Dip Galvanized Fasteners PDFDocument27 pagesIso 10684 Hot Dip Galvanized Fasteners PDFcilacapNo ratings yet
- Nema Li 1Document4 pagesNema Li 1usamafalakNo ratings yet
- ASTM B705 (Nickel Alloy Welded Pipe)Document2 pagesASTM B705 (Nickel Alloy Welded Pipe)Demas Bayu100% (1)
- ASM Material Data SheetDocument2 pagesASM Material Data SheetShankar PranavNo ratings yet
- MIL-I-24768 (Insulation, Plastics, Laminated, Thermosetting General Specification For)Document35 pagesMIL-I-24768 (Insulation, Plastics, Laminated, Thermosetting General Specification For)ccorp0089No ratings yet
- Iso 2692 2006 en FR PDFDocument11 pagesIso 2692 2006 en FR PDF陳錦文No ratings yet
- Astm A 143M-03Document3 pagesAstm A 143M-03MritunjayNo ratings yet
- MIL-STD-645B Dip Brazing of Aluminum AlloysDocument16 pagesMIL-STD-645B Dip Brazing of Aluminum AlloysRichard BennardoNo ratings yet
- Aws C2Document8 pagesAws C2dehamanezNo ratings yet
- Ansi-B18 2 3 5m-1979 PDFDocument20 pagesAnsi-B18 2 3 5m-1979 PDFeGnEsToMcNo ratings yet
- Din 1670Document10 pagesDin 1670GODREJ LAB THANENo ratings yet
- ASTM A706 - A706M-22aDocument9 pagesASTM A706 - A706M-22aChristian LeobreraNo ratings yet
- Iso 683-6-2023Document36 pagesIso 683-6-2023gokhanekinci92100% (1)
- Weldless Chain: Standard Specification ForDocument5 pagesWeldless Chain: Standard Specification ForDarwin DarmawanNo ratings yet
- Types, AsDocument23 pagesTypes, AsAnanthanarayananNo ratings yet
- Wilsons LTD Nickel Alloy AMS 5662 Alloy 718 450Document3 pagesWilsons LTD Nickel Alloy AMS 5662 Alloy 718 450Ray Mark De TorresNo ratings yet
- Astm A325 1979Document11 pagesAstm A325 1979Deana WhiteNo ratings yet
- F3 PDFDocument3 pagesF3 PDFdgkmurtiNo ratings yet
- Astm A27 (2010) PDFDocument4 pagesAstm A27 (2010) PDFStuar TencioNo ratings yet
- Astm B 367 - 09Document6 pagesAstm B 367 - 09taker6No ratings yet
- F15-04 (2013) Standard Specification For Iron-Nickel-Cobalt Sealing AlloyDocument7 pagesF15-04 (2013) Standard Specification For Iron-Nickel-Cobalt Sealing Alloymercab15No ratings yet
- Inconel 718Document34 pagesInconel 718TUNISH KUMAR MBA-2017No ratings yet
- BS en 755 Guide-A5 BookletDocument8 pagesBS en 755 Guide-A5 BookletZiyang XieNo ratings yet
- ADDC Corrosion Protection StandardDocument23 pagesADDC Corrosion Protection StandardApsi LalNo ratings yet
- S Civ Surf - 00Document10 pagesS Civ Surf - 00HARINo ratings yet
- Ips M in 220Document30 pagesIps M in 220ali1860No ratings yet
- 34 Samss 820Document33 pages34 Samss 820Ramir AkbashevNo ratings yet
- Code490En 1Document32 pagesCode490En 1Erick MoraNo ratings yet
- S-AAA-CIV-CONCRETE (Rev.0-2015) PDFDocument16 pagesS-AAA-CIV-CONCRETE (Rev.0-2015) PDFSwathish SivaprasadNo ratings yet
- S-AAA-CIV-DRAIN (Rev.0-2015)Document9 pagesS-AAA-CIV-DRAIN (Rev.0-2015)Swathish SivaprasadNo ratings yet
- S-AAA-CIV-OHL (Rev.0-2015)Document28 pagesS-AAA-CIV-OHL (Rev.0-2015)Swathish SivaprasadNo ratings yet
- S T S E W: Tandard Echnical Pecifications For Lectric OrksDocument5 pagesS T S E W: Tandard Echnical Pecifications For Lectric OrksSwathish SivaprasadNo ratings yet
- S-AAA-ELMS-CRANE (Rev.0-2015)Document7 pagesS-AAA-ELMS-CRANE (Rev.0-2015)Swathish SivaprasadNo ratings yet
- S-AAA-ELMS-GEN (Rev.0-2015)Document7 pagesS-AAA-ELMS-GEN (Rev.0-2015)Swathish SivaprasadNo ratings yet
- S-AAA-STRL (Rev 0-2015)Document26 pagesS-AAA-STRL (Rev 0-2015)Swathish SivaprasadNo ratings yet
- S-AAA-STRL-CUB (Rev.0-2015)Document14 pagesS-AAA-STRL-CUB (Rev.0-2015)Swathish SivaprasadNo ratings yet
- Resignation Letter - Template PDFDocument1 pageResignation Letter - Template PDFSwathish SivaprasadNo ratings yet
- Rahul-Resignation Letter PDFDocument1 pageRahul-Resignation Letter PDFSwathish SivaprasadNo ratings yet
- MSDS Pyro-Chem ABC 90Document7 pagesMSDS Pyro-Chem ABC 90Andrew PanjaitanNo ratings yet
- Unit 1Document16 pagesUnit 1reeta yadav0% (1)
- Semi Detailed Lesson Plan in TLE 77Document2 pagesSemi Detailed Lesson Plan in TLE 77Kimberly MaeNo ratings yet
- Action Research On Students Misbehavior in ClassDocument4 pagesAction Research On Students Misbehavior in ClassAnalyn Girasol86% (7)
- Igneous RocksDocument7 pagesIgneous RocksHamzaBaigNo ratings yet
- Pivot Assessment and Scoring SheetDocument5 pagesPivot Assessment and Scoring SheetElaineVidalRodriguezNo ratings yet
- What Is The Importance of Cognitive Science and Computers in Relation To Nursing Informatics?Document1 pageWhat Is The Importance of Cognitive Science and Computers in Relation To Nursing Informatics?ysabel.mendozaNo ratings yet
- Seismic Protection of Fire Sprinkler and Other Mechanical Systems: Best Practices From TurkeyDocument8 pagesSeismic Protection of Fire Sprinkler and Other Mechanical Systems: Best Practices From TurkeyTon PhichitNo ratings yet
- 2020 JAADCR Araoye-Aguh CCCA Response To Topical MetforminDocument3 pages2020 JAADCR Araoye-Aguh CCCA Response To Topical MetforminKumar SukhdeoNo ratings yet
- Torque Values RTJ (B16.5)Document3 pagesTorque Values RTJ (B16.5)ariyamanjulaNo ratings yet
- Theory and Measurement of Bacterial GrowthDocument11 pagesTheory and Measurement of Bacterial GrowthBi Anh100% (1)
- Giant Consumer Product: This Study Resource WasDocument5 pagesGiant Consumer Product: This Study Resource WasKhushbooNo ratings yet
- Integrated Watershed ApproachDocument3 pagesIntegrated Watershed ApproachSuhas KandeNo ratings yet
- Analizador Hematologico Df50 CRPDocument41 pagesAnalizador Hematologico Df50 CRPoscarNo ratings yet
- 74046a02e Manual Tool PresetterDocument6 pages74046a02e Manual Tool PresetterAndy MossNo ratings yet
- Fasilitas & Maintenance Aseptic DispensingDocument47 pagesFasilitas & Maintenance Aseptic DispensingFifi Sofia LaurienNo ratings yet
- What Are Alfalfa SproutsDocument4 pagesWhat Are Alfalfa SproutsPaul SagunNo ratings yet
- Pengelolaan Kualitas Lingkungan Dengan Pemanfaatan Limbah Cair Dari Industri Tahu Sebagai BiogasDocument17 pagesPengelolaan Kualitas Lingkungan Dengan Pemanfaatan Limbah Cair Dari Industri Tahu Sebagai BiogasMuhammad Sadiqul ImanNo ratings yet
- Boundary Line: Plan of Gpuff Temporary JettyDocument1 pageBoundary Line: Plan of Gpuff Temporary Jettyshafiq_05No ratings yet
- CIED Surgical Guidance Dec21Document16 pagesCIED Surgical Guidance Dec21SamNo ratings yet
- Formulation of An Integrated River Basin Management and Development Master Plan For Marikina River Basin Volume 1: Executive SummaryDocument71 pagesFormulation of An Integrated River Basin Management and Development Master Plan For Marikina River Basin Volume 1: Executive SummaryDexter CaroNo ratings yet
- COMPLETED BAB 3 - Environmental Quality Act 1974Document24 pagesCOMPLETED BAB 3 - Environmental Quality Act 1974Mohammad Fikri Bin SaidinNo ratings yet
- Travel Hassle-Free With... : Ask For HelpDocument3 pagesTravel Hassle-Free With... : Ask For HelpApex BasnetNo ratings yet
- Instruction Manual: E48W13A-AUDocument2 pagesInstruction Manual: E48W13A-AUDanilo100% (1)
- India A Mega Diverse NationDocument23 pagesIndia A Mega Diverse Nationdawar babaNo ratings yet
- Planificare Engleza 0Document7 pagesPlanificare Engleza 0danielasiposNo ratings yet
- Business Ethics ANSWERSDocument3 pagesBusiness Ethics ANSWERSMỹ HàNo ratings yet