Download as pdf or txt
You might also like
- Ullmann S Encyclopedia of Industrial Chemistry - 2011 - Appl - Ammonia 2 Production ProcessesDocument88 pagesUllmann S Encyclopedia of Industrial Chemistry - 2011 - Appl - Ammonia 2 Production ProcessesJulius SuhermanNo ratings yet
- Engine Brochure Industrial-3406c Dita-2000 Rpm-328 Kw-dm0346-01Document5 pagesEngine Brochure Industrial-3406c Dita-2000 Rpm-328 Kw-dm0346-01maekel abdul HakimNo ratings yet
- Caterpillar Traxcavator Service Manual CT S 955ltx64jDocument14 pagesCaterpillar Traxcavator Service Manual CT S 955ltx64jJesus DiazNo ratings yet
- Advanced Gas-Heated Reformer: P. W. FarneilDocument9 pagesAdvanced Gas-Heated Reformer: P. W. FarneilAlfonso BlancoNo ratings yet
- Egeberg 2010 - Hydrotreating in The Production ofDocument13 pagesEgeberg 2010 - Hydrotreating in The Production ofNadia RizanedewiNo ratings yet
- Ammonia Synthesis Loops Variables Investigated by Steady-State SimulationDocument14 pagesAmmonia Synthesis Loops Variables Investigated by Steady-State Simulationpolonium2310No ratings yet
- 50 Olefin ReductionDocument2 pages50 Olefin ReductiondimkuhNo ratings yet
- Advanced Gas-Heated Reformer: P. W. FarneilDocument9 pagesAdvanced Gas-Heated Reformer: P. W. FarneilAlfonso BlancoNo ratings yet
- Dokumen - Tips - Case 580sle Loader Backhoe Service Repair ManualDocument25 pagesDokumen - Tips - Case 580sle Loader Backhoe Service Repair ManualMourad Wanen0% (2)
- Mitsubishi 4G6 and 4G6 EW Engine Factory Workshop Repair ManualDocument137 pagesMitsubishi 4G6 and 4G6 EW Engine Factory Workshop Repair ManualMozes Simataa100% (1)
- KRES TechnologyDocument10 pagesKRES TechnologyabubakarNo ratings yet
- 014 PDFDocument12 pages014 PDFGrootNo ratings yet
- Pushing The Limits - Breakthrough in Pre-Reformer Design: Ingo Hanke and Norbert RingerDocument6 pagesPushing The Limits - Breakthrough in Pre-Reformer Design: Ingo Hanke and Norbert Ringervaratharajan g rNo ratings yet
- Brochure Kboost V1 1sep2022Document5 pagesBrochure Kboost V1 1sep2022parsiti unnes100% (1)
- Comparative Evaluation of Cryogenic Air SeparationDocument21 pagesComparative Evaluation of Cryogenic Air SeparationmuratNo ratings yet
- 263 269 JMTR Oct16Document7 pages263 269 JMTR Oct16Taniadi SuriaNo ratings yet
- Haldor Topsoe Hter First ExperiencesDocument8 pagesHaldor Topsoe Hter First ExperiencesGeorge Van BommelNo ratings yet
- CO Capture and Storage: Options and Challenges For The Cement IndustryDocument49 pagesCO Capture and Storage: Options and Challenges For The Cement IndustryMohamedRaahimNo ratings yet
- AmmoniaDocument33 pagesAmmoniaWilly ChandraNo ratings yet
- Production of Synthesis Gas: Caalysis Today, 18 (1993) 305-324Document20 pagesProduction of Synthesis Gas: Caalysis Today, 18 (1993) 305-324ainmnrhNo ratings yet
- Recovered Hydrogen As Quench in CO Conversion Section: P. Ravichandran, Hussain A. Al-Hajari, and Yousif A. Al-NassarDocument8 pagesRecovered Hydrogen As Quench in CO Conversion Section: P. Ravichandran, Hussain A. Al-Hajari, and Yousif A. Al-Nassarvaratharajan g rNo ratings yet
- Kinetic Simulation of Ammonia Synthesis CatalysisDocument11 pagesKinetic Simulation of Ammonia Synthesis CatalysisLE HIENNo ratings yet
- Named Equipment List: Item Name Description Type QTY RemarksDocument8 pagesNamed Equipment List: Item Name Description Type QTY RemarksAnonymous kbPP3CCcNo ratings yet
- New KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard StraitDocument12 pagesNew KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard Straitvaratharajan g rNo ratings yet
- Air Separation Plants History and Technological Progress 2019 Tcm19 457349Document28 pagesAir Separation Plants History and Technological Progress 2019 Tcm19 457349Jambanlaya JasdNo ratings yet
- Ammonia Synthesis EquilibriumDocument28 pagesAmmonia Synthesis EquilibriumRaga BimaNo ratings yet
- Questions and Answers For Primary ReformerDocument3 pagesQuestions and Answers For Primary ReformerMaged HegabNo ratings yet
- 50 Year History of The Aiche Ammonia Safety Symposium: Gerald P. WilliamsDocument9 pages50 Year History of The Aiche Ammonia Safety Symposium: Gerald P. Williamsvaratharajan g rNo ratings yet
- BREF LargeVolInorgChemicals Vdez06Document446 pagesBREF LargeVolInorgChemicals Vdez06Luís Miguel Castro100% (2)
- Reactor Project Ammonia SynthesisDocument21 pagesReactor Project Ammonia SynthesisEmerson Oliveira100% (1)
- Plant Layout PDFDocument19 pagesPlant Layout PDFazzatul amiraNo ratings yet
- POWER Magazine - May 2023-1Document43 pagesPOWER Magazine - May 2023-1MarcialgonzalezpNo ratings yet
- UhdeDocument9 pagesUhdeibkhiNo ratings yet
- "New Reforming Concepts For Large Scale NH Plants": Paper AbstractDocument17 pages"New Reforming Concepts For Large Scale NH Plants": Paper AbstractAlfonso Blanco100% (1)
- Steamreforming Typesofreformerdesign 130924133238 Phpapp02Document59 pagesSteamreforming Typesofreformerdesign 130924133238 Phpapp02Mary Scott100% (1)
- Methanol Catalyst Poisons - A Literature Study (CCS)Document19 pagesMethanol Catalyst Poisons - A Literature Study (CCS)ahsan888No ratings yet
- 2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2Document15 pages2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2MubasharNo ratings yet
- BASF R5-12 Data SheetDocument1 pageBASF R5-12 Data SheetAmir RahbariNo ratings yet
- 08 Foil Supported CatalystsDocument24 pages08 Foil Supported CatalystsKvspavan KumarNo ratings yet
- Shift Conversion OperationDocument26 pagesShift Conversion OperationMuhammad JunaidNo ratings yet
- Topsoe Prereforming CatalystDocument13 pagesTopsoe Prereforming CatalystReza RhiNo ratings yet
- 4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev ClaesDocument8 pages4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev Claesvaratharajan g rNo ratings yet
- Ammonia Synthesis Material Balence CalulDocument1 pageAmmonia Synthesis Material Balence CalulDhruv RanaNo ratings yet
- Ud He TechnologyDocument16 pagesUd He TechnologyBejavada Suresh100% (1)
- Collie Urea Project Air Quality Report FinalDocument184 pagesCollie Urea Project Air Quality Report FinalSayal GuptaNo ratings yet
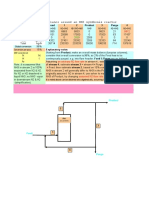
- Customized aMDEA Process For Acid Gas RemovalDocument11 pagesCustomized aMDEA Process For Acid Gas RemovalArjun BabuNo ratings yet
- Reactor Kinetics of Urea Formation: November 2015Document21 pagesReactor Kinetics of Urea Formation: November 2015Javiera MellaNo ratings yet
- Air Separation Unit Atmospheric AirDocument2 pagesAir Separation Unit Atmospheric Airv.satyanarayana EthaNo ratings yet
- Basaroof ReactionDocument14 pagesBasaroof ReactiontreyzzztylerNo ratings yet
- Toxicological Review of TCEDocument1,200 pagesToxicological Review of TCEJanja TothNo ratings yet
- Ammonia and UreaDocument33 pagesAmmonia and UreaPRAJWAL RASTOGINo ratings yet
- 2013 Serrafero Saipem Asian NandS OmegaBond Tubing Technology at GPICDocument35 pages2013 Serrafero Saipem Asian NandS OmegaBond Tubing Technology at GPICHummel Johnson0% (1)
- Driving Expander TechnologyDocument24 pagesDriving Expander TechnologysajadranjbaranNo ratings yet
- 3-Energy Efficiency Gains in Indian Ammonia Plants Retrospects and ProspectsDocument14 pages3-Energy Efficiency Gains in Indian Ammonia Plants Retrospects and ProspectsMuhammad Naeem100% (1)
- Vdocuments - MX 1620 Ethylene Recovery Unitpptx 1601970425506Document31 pagesVdocuments - MX 1620 Ethylene Recovery Unitpptx 1601970425506Shabir MansuriNo ratings yet
- Indian Fertilizer IndustryDocument4 pagesIndian Fertilizer Industrypriyankakohli88No ratings yet
- Ammonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEODocument33 pagesAmmonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEOAkil PrabhuNo ratings yet
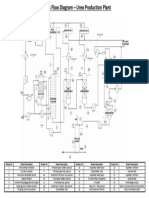
- Process Flow Diagram - Urea Production PlantDocument1 pageProcess Flow Diagram - Urea Production PlantDasun AttanayakeNo ratings yet
- From Synthesis Gas Production To Methanol Synthesi 2015 Journal of Natural GDocument14 pagesFrom Synthesis Gas Production To Methanol Synthesi 2015 Journal of Natural GRafael DamarNo ratings yet
- Steam Methane Reforming Reaction Process Intensification by Using A ReactorDocument14 pagesSteam Methane Reforming Reaction Process Intensification by Using A ReactorserchNo ratings yet
- Increased Steam Methane Reformer ThroughputDocument5 pagesIncreased Steam Methane Reformer ThroughputAlexReituNo ratings yet
- International Thermodynamic Tables of the Fluid State: Propylene (Propene)From EverandInternational Thermodynamic Tables of the Fluid State: Propylene (Propene)No ratings yet
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationFrom EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Chemical Process Plants - Plan For RevampsDocument6 pagesChemical Process Plants - Plan For RevampsBramJanssen76No ratings yet
- Envirocarb 207C 4X8 AND 6X12: Coconut Based Granular Activated CarbonsDocument2 pagesEnvirocarb 207C 4X8 AND 6X12: Coconut Based Granular Activated CarbonsAlfonso BlancoNo ratings yet
- Comparative Study For Adsorption of Hydrogen-Methane Mixtures On Activated Carbon and 5A Molecular SieveDocument10 pagesComparative Study For Adsorption of Hydrogen-Methane Mixtures On Activated Carbon and 5A Molecular SieveAlfonso BlancoNo ratings yet
- Transparent Level Gauge Series 2000: Product Data Sheet No. 7Document1 pageTransparent Level Gauge Series 2000: Product Data Sheet No. 7Alfonso BlancoNo ratings yet
- 2462 Duragauge Pressure Gauge With PLUS! Performance Option: Data SheetDocument4 pages2462 Duragauge Pressure Gauge With PLUS! Performance Option: Data SheetAlfonso BlancoNo ratings yet
- Transparent Level GaugesDocument4 pagesTransparent Level GaugesAlfonso BlancoNo ratings yet
- Magnetic Level Gauge Spec Sheet Top MountedDocument1 pageMagnetic Level Gauge Spec Sheet Top MountedAlfonso BlancoNo ratings yet
- Fundamentals of Fixed Bed Adsorption Processes Analysis of Adsorption Breakthrough and Desorption Elution CurvesDocument9 pagesFundamentals of Fixed Bed Adsorption Processes Analysis of Adsorption Breakthrough and Desorption Elution CurvesAlfonso BlancoNo ratings yet
- Digital Pressure Gauge Xp2i Psi Data Sheet UsDocument5 pagesDigital Pressure Gauge Xp2i Psi Data Sheet UsAlfonso BlancoNo ratings yet
- Gas Gauge IC With Battery Charger Control For Handheld ApplicationsDocument35 pagesGas Gauge IC With Battery Charger Control For Handheld ApplicationsAlfonso BlancoNo ratings yet
- IMPAC Infrared: ThermometersDocument2 pagesIMPAC Infrared: ThermometersAlfonso BlancoNo ratings yet
- 1130 Differential Pressure Gauge: Data SheetDocument3 pages1130 Differential Pressure Gauge: Data SheetAlfonso BlancoNo ratings yet
- Pressure Gauge: With Integral Stainless Steel DiaphragmDocument2 pagesPressure Gauge: With Integral Stainless Steel DiaphragmAlfonso BlancoNo ratings yet
- Utility Pressure Gauge: Product HighlightsDocument2 pagesUtility Pressure Gauge: Product HighlightsAlfonso BlancoNo ratings yet
- 2450 Sourcemeter Smu Instrument: DatasheetDocument14 pages2450 Sourcemeter Smu Instrument: DatasheetAlfonso BlancoNo ratings yet
- MAX4208/MAX4209 Ultra-Low Offset/Drift, Precision Instrumentation Amplifiers With REF BufferDocument17 pagesMAX4208/MAX4209 Ultra-Low Offset/Drift, Precision Instrumentation Amplifiers With REF BufferAlfonso BlancoNo ratings yet
- EC400 DatasheetDocument1 pageEC400 DatasheetAlfonso BlancoNo ratings yet
- One-Piece Instrumentation Ball Valves: 40G Series and 40 SeriesDocument29 pagesOne-Piece Instrumentation Ball Valves: 40G Series and 40 SeriesAlfonso BlancoNo ratings yet
- Pressure Transmitter Pressure Transmitter: Measuring Instruments - Strumenti Per MisurareDocument35 pagesPressure Transmitter Pressure Transmitter: Measuring Instruments - Strumenti Per MisurareAlfonso BlancoNo ratings yet
- Descriptio: FeaturesDocument8 pagesDescriptio: FeaturesAlfonso BlancoNo ratings yet
- SN54F32, SN74F32 Quadruple 2-Input Positive-Or Gates: DescriptionDocument19 pagesSN54F32, SN74F32 Quadruple 2-Input Positive-Or Gates: DescriptionAlfonso BlancoNo ratings yet
- Texas-Instruments-SN65HVD3082EDR C6912 PDFDocument27 pagesTexas-Instruments-SN65HVD3082EDR C6912 PDFAlfonso BlancoNo ratings yet
- Biomolecules: Human Telomerase RNA: Telomerase Component or More?Document15 pagesBiomolecules: Human Telomerase RNA: Telomerase Component or More?Alfonso BlancoNo ratings yet
- Autothermal Reforming Syngas 2010 Paper PDFDocument20 pagesAutothermal Reforming Syngas 2010 Paper PDFAlfonso BlancoNo ratings yet
- Head-Mount Temperature Transmitter: Abb Measurement & Analytics - Data SheetDocument20 pagesHead-Mount Temperature Transmitter: Abb Measurement & Analytics - Data SheetAlfonso BlancoNo ratings yet
- TCAHQ1 de 1Document106 pagesTCAHQ1 de 1Alfonso BlancoNo ratings yet
- Yanmar 6LPA STP2datasheetDocument2 pagesYanmar 6LPA STP2datasheetŠime StipaničevNo ratings yet
- ServiceSchedule MD22Document3 pagesServiceSchedule MD22theo_swaranNo ratings yet
- GALGALLA - Working Assignment 3 - Gas TurbineDocument5 pagesGALGALLA - Working Assignment 3 - Gas TurbineGodfrey Jr Jr.No ratings yet
- Progress KPLPDocument48 pagesProgress KPLPAssesment RTGsurabayaNo ratings yet
- Volvo Penta d13-800Document108 pagesVolvo Penta d13-800Maxim VasilevskiyNo ratings yet
- DG SetDocument19 pagesDG SetSatyajit PandaNo ratings yet
- SK200-8 Engine CRS Parts - 01Document11 pagesSK200-8 Engine CRS Parts - 01suwardjoNo ratings yet
- Fso Nabarima Q88Document8 pagesFso Nabarima Q88Manuel GuerreroNo ratings yet
- Fuel Injector of Diesel Engines - Marine StudyMarine StudyDocument7 pagesFuel Injector of Diesel Engines - Marine StudyMarine StudymhnmndrkNo ratings yet
- TAD760VE: Volvo Penta Industrial DieselDocument2 pagesTAD760VE: Volvo Penta Industrial DieselDatNo ratings yet
- 26 - Davao Gulf Lumber v. CIR, GR No. 117359Document2 pages26 - Davao Gulf Lumber v. CIR, GR No. 117359Lloyd LiwagNo ratings yet
- 3303.0002 Micropack FDS303 Multi Spectrum IR Flame Detector - Datasheet Rev 1.4Document2 pages3303.0002 Micropack FDS303 Multi Spectrum IR Flame Detector - Datasheet Rev 1.4Landi ManusNo ratings yet
- CM20210223 Dcdec 95cf5Document2 pagesCM20210223 Dcdec 95cf5kumarraghuNo ratings yet
- Which Cars Are Equipped With k9k 808. Engines and Weaknesses of The K9K EngineDocument19 pagesWhich Cars Are Equipped With k9k 808. Engines and Weaknesses of The K9K EngineShalla Balla100% (1)
- Module 2 TechnologyDocument20 pagesModule 2 Technologybenitez1No ratings yet
- Diagrams EuDocument54 pagesDiagrams EuJuanjo Garcia Jimenez100% (1)
- Path To Hydrogen Competitiveness - Full Study 1Document88 pagesPath To Hydrogen Competitiveness - Full Study 1Zakiah Darajat NurfajrinNo ratings yet
- My ITReport 20192Document43 pagesMy ITReport 20192Agunbiade Jewel MichaelNo ratings yet
- Yes and Arkers: Mortrace STDocument2 pagesYes and Arkers: Mortrace STgabriel_faroppaNo ratings yet
- ASTM D6079.dvfr3720 PDFDocument8 pagesASTM D6079.dvfr3720 PDFangel100% (2)
- Engine: Terminology HistoryDocument13 pagesEngine: Terminology HistoryBenjamin Konjicija100% (1)
- Engine Misfire, Runs Rough or Is UnstableDocument4 pagesEngine Misfire, Runs Rough or Is UnstableAdolfo Dario Saavedra0% (1)
- KTA50 Land-Based Drilling Power ModuleDocument4 pagesKTA50 Land-Based Drilling Power ModuleMuhammad RozzaqNo ratings yet
- Q88 Js-Cougar - Gas-Form-C-LPG - 28oct2020Document5 pagesQ88 Js-Cougar - Gas-Form-C-LPG - 28oct2020Александр ШуваловNo ratings yet
- Tp6985 - Kohler SPN Fault CodesDocument216 pagesTp6985 - Kohler SPN Fault CodesOrhan TuncelNo ratings yet
- Fundamentals of Automotive SystemsDocument85 pagesFundamentals of Automotive Systemsvedant sawantNo ratings yet