Download as pdf or txt
You might also like
- FIRST 6.0: Flexographic Image Reproduction Specifications and TolerancesFrom EverandFIRST 6.0: Flexographic Image Reproduction Specifications and TolerancesNo ratings yet
- Gravure - Cylinder Spes PDFDocument66 pagesGravure - Cylinder Spes PDFamit67% (3)
- Relationships Between The Surface Texture of Flexographic Printing Plates and The Printability of Kraft PaperDocument11 pagesRelationships Between The Surface Texture of Flexographic Printing Plates and The Printability of Kraft PaperQuý Đình Mai MaiNo ratings yet
- Gravure PrintingDocument63 pagesGravure Printingomkar gokhale75% (8)
- Ffta First 5.0 Design GuideDocument87 pagesFfta First 5.0 Design GuideSharlowNo ratings yet
- Process For Gravure Printing With A Water-Based InkDocument12 pagesProcess For Gravure Printing With A Water-Based InkSyed Mujtaba Ali BukhariNo ratings yet
- Mon PDFDocument4 pagesMon PDFAndersonNo ratings yet
- Anatomy of Logo Design 10 Steps Process 2015 FinalDocument18 pagesAnatomy of Logo Design 10 Steps Process 2015 FinalPredrag Branko IvanovićNo ratings yet
- CHAPTER 3.0 - GravureDocument10 pagesCHAPTER 3.0 - GravureGiha Tardan100% (1)
- Gravure Vs FlexographyDocument31 pagesGravure Vs FlexographyAkhilesh Kumar50% (2)
- Important Aspect of Viscosity in Gravure Printing ProcessDocument18 pagesImportant Aspect of Viscosity in Gravure Printing ProcessMakarand Dole100% (1)
- Pigments Training - Printing - Doman-ShotwellDocument18 pagesPigments Training - Printing - Doman-ShotwellHerbert AguilargonzalezNo ratings yet
- Flexographi Printing Vs Digital PrintingDocument7 pagesFlexographi Printing Vs Digital Printingrafael_faria_4No ratings yet
- 30 77 High Speed Gravure ProoferDocument2 pages30 77 High Speed Gravure ProoferCode 9No ratings yet
- Bobst PDFDocument52 pagesBobst PDFAbdul BasitNo ratings yet
- Flint InksDocument24 pagesFlint InksshoanashokNo ratings yet
- Flexo Vs OffsetDocument18 pagesFlexo Vs OffsetJavier Martinez CañalNo ratings yet
- Offset TrialDocument64 pagesOffset TrialOgi Permana PutraNo ratings yet
- Harper Anilox RollDocument88 pagesHarper Anilox Rollsuracheted0% (1)
- Troubleshooting Guide: GravureDocument20 pagesTroubleshooting Guide: Gravureक्षितिजNo ratings yet
- Troubleshooting Guide Printing Issues 2008Document21 pagesTroubleshooting Guide Printing Issues 2008Quý Đình Mai MaiNo ratings yet
- Ink TypesDocument10 pagesInk TypesRaja SekarNo ratings yet
- How To Troubleshoot Print Issues: DIGICAP NX Patterning: Performance On PressDocument5 pagesHow To Troubleshoot Print Issues: DIGICAP NX Patterning: Performance On PressQuý Đình Mai MaiNo ratings yet
- Reference Manual Printing and Converting PerformanceDocument74 pagesReference Manual Printing and Converting PerformanceAli HussnainNo ratings yet
- OnPress 63Document22 pagesOnPress 63Carlos GrajalesNo ratings yet
- Printing Processes and Printing Inks: 1. Exposure DataDocument115 pagesPrinting Processes and Printing Inks: 1. Exposure Datarafael_faria_4No ratings yet
- LaminationDocument18 pagesLaminationSiddharth SaxenaNo ratings yet
- Anilox RollDocument37 pagesAnilox RollSudhakar Joshi100% (4)
- Press: Flexible. Easy. Intelligent. Accurate Color On All Printing DevicesDocument4 pagesPress: Flexible. Easy. Intelligent. Accurate Color On All Printing DevicesmigueldemacrolabNo ratings yet
- Flexo Print MistakesDocument9 pagesFlexo Print MistakesGenalyn LeonardoNo ratings yet
- Digital Printmaking: Pixels, Dots, and Ink JetsDocument9 pagesDigital Printmaking: Pixels, Dots, and Ink JetssoujanaNo ratings yet
- Anilox Rolls Selection GuideDocument4 pagesAnilox Rolls Selection GuideMismail EgypacNo ratings yet
- DuPont v1Document40 pagesDuPont v1Raluca SpitaNo ratings yet
- Print Finishing and Converting PDFDocument56 pagesPrint Finishing and Converting PDFcommunity collegeNo ratings yet
- Materi PrintingDocument16 pagesMateri PrintingnuryadyNo ratings yet
- GravureDocument17 pagesGravureGopi NathNo ratings yet
- G7 How To 2009Document68 pagesG7 How To 2009Peibol SotoNo ratings yet
- Printing Inks For Flexible PackagingDocument11 pagesPrinting Inks For Flexible PackagingSathiya Raj100% (1)
- 2.2 Gravure Printing: 2.2.1 ProcessDocument39 pages2.2 Gravure Printing: 2.2.1 ProcessDang Thi Ngoc LieuNo ratings yet
- Lombardi Company PresentationDocument35 pagesLombardi Company PresentationPam Landi0% (1)
- Anilox SelectionDocument2 pagesAnilox SelectionTanneru Hemanth KumarNo ratings yet
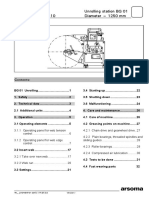
- Unwinding StationDocument34 pagesUnwinding StationDeniMestiWidiantoNo ratings yet
- Standard Ink Types Report (PDF Copy)Document64 pagesStandard Ink Types Report (PDF Copy)Kevin AnosNo ratings yet
- Anilox RollsDocument14 pagesAnilox RollsMilos Papic100% (1)
- Prepress Mod 2-PPDocument99 pagesPrepress Mod 2-PPapi-3762860No ratings yet
- Character Is at Ion of Water-Based Flexographic Inks and Their Interactions With Polymer-Coated Board by Maria RentzhogDocument53 pagesCharacter Is at Ion of Water-Based Flexographic Inks and Their Interactions With Polymer-Coated Board by Maria RentzhogMuhammad ZuberNo ratings yet
- Flexo Troubleshooting Guide - 0B12 Common Printing Defects and How To Fix ThemDocument20 pagesFlexo Troubleshooting Guide - 0B12 Common Printing Defects and How To Fix Themyfontalv100% (1)
- Paperboard Cartons 22 11 07Document71 pagesPaperboard Cartons 22 11 07iiphyd2403No ratings yet
- Basic of PackagingDocument40 pagesBasic of PackagingSathiya Raj100% (1)
- Tesa Flexo Printing Troubleshooting GuideDocument13 pagesTesa Flexo Printing Troubleshooting GuideMohammad Junaid ShaikhNo ratings yet
- Selig Sealing ProductsDocument60 pagesSelig Sealing Productslaurentiu29No ratings yet
- Fogra Softproof Handbook PDFDocument43 pagesFogra Softproof Handbook PDFLalo GutierrezNo ratings yet
- Guide - PS Labelling CETIE ReportDocument39 pagesGuide - PS Labelling CETIE ReportSundar MoorthiNo ratings yet
- Water Based Flexo InksDocument5 pagesWater Based Flexo InksAshish JainNo ratings yet
- Printer's Guide To G7Document17 pagesPrinter's Guide To G7Thảo PhạmNo ratings yet
- The Ink Room of TomorrowDocument4 pagesThe Ink Room of TomorrowQuý Đình Mai MaiNo ratings yet
- Problem Cases in The PressroomDocument45 pagesProblem Cases in The PressroomHeidelberg IndiaNo ratings yet
- UserGuide GreyBalance2 enDocument50 pagesUserGuide GreyBalance2 enpnpha02123No ratings yet
- UV Flexo Ink CompositionDocument9 pagesUV Flexo Ink CompositionMuhammad Halim0% (1)
- Videobet Internships in ESTONIA (VE)Document17 pagesVideobet Internships in ESTONIA (VE)nesttorNo ratings yet
- AfricaDocument61 pagesAfricaGerome Bautista VInluanNo ratings yet
- Dark Sun 3eitaDocument116 pagesDark Sun 3eitaghillem100% (1)
- Eeveelution Blanket Pattern: Created by April RobertsDocument12 pagesEeveelution Blanket Pattern: Created by April Robertscarlos lorenziniNo ratings yet
- The Hyd Philatelist Sept 2021Document52 pagesThe Hyd Philatelist Sept 2021nsigamanyNo ratings yet
- Generic PapersizesDocument3 pagesGeneric PapersizesConarch StudioNo ratings yet
- Tle Q1Document5 pagesTle Q1Say CaneteNo ratings yet
- Etos Kerja Dalam Islam Dan KewirausahaanDocument29 pagesEtos Kerja Dalam Islam Dan KewirausahaanFaisal AkbarNo ratings yet
- Printing TechnikesDocument40 pagesPrinting TechnikescattausNo ratings yet
- Day 12 ENG 5Document3 pagesDay 12 ENG 5JoyNo ratings yet
- GraphicDesign Calendar Carmelita ZabalaDocument28 pagesGraphicDesign Calendar Carmelita Zabalacarmelita zabalaNo ratings yet
- Astm C609Document5 pagesAstm C609Oscar ValenciaNo ratings yet
- Chapter 2 - Topographic SurveyDocument32 pagesChapter 2 - Topographic SurveyABAMELANo ratings yet
- Ejoam TemplateDocument22 pagesEjoam TemplateJack FisherNo ratings yet
- Seria, Codes Reg For Photoshop PluginsDocument10 pagesSeria, Codes Reg For Photoshop PluginsVibes FeverNo ratings yet
- Adobe Photoshop CS 6 BasicsDocument17 pagesAdobe Photoshop CS 6 BasicsSir-Andrie EstradaNo ratings yet
- E-Mail: (10 PT, Italics) E-Mail: (10 PT, Italics)Document4 pagesE-Mail: (10 PT, Italics) E-Mail: (10 PT, Italics)Syaiful Rahmat PanggabeanNo ratings yet
- Photoshop Book (REVISED)Document197 pagesPhotoshop Book (REVISED)rpguidoNo ratings yet
- Ilp Alex ColinDocument3 pagesIlp Alex Colinapi-175927699No ratings yet
- Student Solutions Manual To Accompany Partial Differential Equations An Introduction, 2nd Edition (PDFDrive - Com)Document225 pagesStudent Solutions Manual To Accompany Partial Differential Equations An Introduction, 2nd Edition (PDFDrive - Com)Jesús SolarteNo ratings yet
- Application Form FinalDocument4 pagesApplication Form FinalRahul DewanNo ratings yet
- Jointecs: Terakreditasi SINTA Peringkat 4Document10 pagesJointecs: Terakreditasi SINTA Peringkat 4Qhansa BintiriedhoNo ratings yet
- Lyrics of Lalon Giti / SongsDocument8 pagesLyrics of Lalon Giti / Songsbigboss00775% (4)
- Preps 6.1 UserGuide enDocument230 pagesPreps 6.1 UserGuide engfxtoolscz100% (1)
- Boston Arts Academy 2013-2014 Impact ReportDocument32 pagesBoston Arts Academy 2013-2014 Impact Reportbostonartsacademy100% (1)
- Violeta Silvestre Punto Cruz PatronDocument10 pagesVioleta Silvestre Punto Cruz PatronBegoNo ratings yet
- WGSN SS15 Globalcolouranalysis PDFDocument15 pagesWGSN SS15 Globalcolouranalysis PDFGabriela FavachoNo ratings yet
- 10 Patterns of The Westminster AbbeyDocument17 pages10 Patterns of The Westminster AbbeyM Iqbal AlfariziNo ratings yet